В подразд. 7.1 были рассмотрены функции экспериментального, подготовительного и раскройного производств.
Напомним, какие задачи решают эти производства.
Экспериментальное производство:
конструктивная и технологическая разработка модели;
изготовление лекал, техническое размножение лекал;
нормирование расхода всех материалов;
изготовление раскладок лекал;
подготовка технической документации на модель.
Подготовительное производство:
разгрузка, приемка и транспортирование материалов;
разбраковка, измерение ширины и длины материалов;
хранение и транспортирование разбракованных материалов;
расчет кусков материала;
подбор подкладочных и прикладных материалов для настилов и их передача к настилочным столам;
зарисовка раскладки лекал.
Раскройное производство:
нарезание полотен заданной длины;
 настилание материалов;
настилание материалов;
рассекание настила;
выкраивание деталей изделия;
зарисовка раскладки лекал на полотнах с текстильными пороками, настилание, вырезание и комплектование деталей кроя;
подготовка кроя к передаче его в швейные цехи;
транспортирование кроя в швейные цехи.
Это перечень важных и трудоемких работ, обусловливающих качество и себестоимость продукции. Совершенствование этих работ заключается в применении на каждом этапе современных машин и механизмов — от транспортных и погрузочно разгрузочных механизмов до комплексов автоматизированного процесса проектирования изделия, изготовления раскладок, настилания материалов, раскроя.
Автоматизированный технологический комплекс с программным управлением должен включать в себя систему автоматизированного проектирования (САПР) изделий и раскладки лекал, настилочную машину, установку с программным управлением для раскроя настилов материалов.
САПР изделий и раскладки лекал предназначена для машинного моделирования и конструирования изделий, преобразования графической и служебной информации о базовых лекалах в цифровую и ввода ее в память ЭВМ, построения производственных лекал, автоматической градации (размножения) лекал по размерам и ростам, контроля достоверности и редактирования результатов операций ввода и размножения лекал, автоматического определения длин швов и площадей отдельных лекал и комплектов лекал и вывода их на печать, осуществления раскладки в автоматическом и интерактивном режимах, автоматической зарисовки лекал и сеток лекал заданного роста в заданном диапазоне размеров и заданного размера в заданном диапазоне ростов, зарисовки раскладок лекал в натуральную величину, организации базы унифицированных деталей, вырезания лекал из картона, планирования раскроя, подготовки управляющих программ раскроя, хранения информации о выполненных работах.
Настилочная машина предназначена для выполнения настилов материалов в соответствии с предварительно выполненным расчетом, без растяжения, излишней слабины и заминов и состоит из настилочной каретки, настилочного стола с вакуумной подушкой и устройств для загрузки рулонов и управления загрузкой, автоматической заправки конца рулона материала в настилочную каретку, контроля ширины материала в процессе настилания, отрезания полотен, автоматического равнения кромки закрепления концов полотна в настиле (два устройства на одной машине), регулирования расстояния между рабочей частью каретки и верхним полотном настила, задания длины и числа полотен, автоматического останова машины в любом заданном месте настила (в местах стыковки коротких настилов), автоматического и ручного управления указанными операциями.
Установка с программным управлением для раскроя настилов материалов состоит из рабочего раскройного стола, оснащенного необходимыми механизмами и устройствами, портала, режущей головки, контроллера, который осуществляет управление раскроем и контроль за функционированием установки, связь с оператором с помощью микро терминала, вспомогательных средств, предназначенных для автоматизированного выкраивания деталей.
В зависимости от мощности предприятий и ассортимента выпускаемой им продукции автоматизированный технологический комплекс оборудования может включать в себя или все свои части, т. е. САПР изделий и раскладок лекал, настилочную машину, установку с программным управлением для раскроя настилов, или САПР изделий и раскладок лекал и установку с программным управлением для раскроя настилов, или настилочную машину и установку с программным управлением для раскроя настилов, или САПР изделий и раскладок лекал и настилочную машину. Предприятие может также иметь только установку с программным управлением для раскроя настилов.
Рассмотрим внедрение на предприятии САПР изделий и раскладок лекал совместно с установкой с программным управлением для раскроя настилов.
На рис. 7.12 показана связь между основными этапами автоматизированного технологического комплекса с программным управлением.
Рассмотрим подробнее содержание работ на каждом этапе.
На этапе поступления задания осуществляются:
прием задания, в котором указаны рисунок требуемой модели, описание модельных особенностей изделия, требуемые размеры и роста, цветовое решение модели;
в зависимости от наличия в базе данных требуемой модели задание направляется на рабочие места раскладчиков либо в случае ее отсутствия на рабочее место конструктора.
На этапе изготовления конструкции конструктор с помощью дигитайзера вводит базовые лекала в базу данных главного компьютера и изменяет их конструкцию в соответствии с требуемыми Модельными особенностями.
Для проверки сопряженности срезов, углов и пр. в процессе конструирования можно вывести лекала на плоттер. После полной проработки конструкции производят градацию лекал по шкале Размеров и ростов и проверяют конструкции крайних размерив. Лекала деталей комплектуются в модель, бумажные лекала выводятся на плоттер (если требуется), изготовляется документация на модель (рисунок, спецификация, техническое описание и технические условия). Информация передается на рабочие места раскладчиков в виде бланка задания, документации и файла лекал.
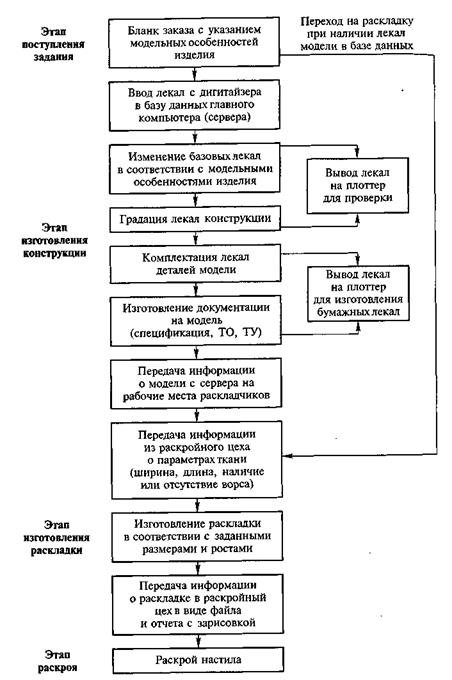
Рис. 7.12. Основные этапы САПР изделия, раскладок лекал и раскроя настила и их связь между собой

Рис. 7.13. Примерное расположение рабочих мест в отделе САПР предприятия и схема прохождения задания
На этапе изготовления раскладки из раскройного цеха поступает информация о наличии материала, его ширине, длине, наличии или отсутствии разнооттеночное, ворса и т.д. Раскладчик в соответствии с заданными параметрами материала производит раскладку лекал нужного размера и роста, выводит на принтер информацию о ней. Вся информация вместе с файлом раскладки передается в раскройный цех.
На этапе раскроя оператор ЭВМ раскройного цеха считывает файл раскладки с сервера, проверяет параметры настила (длину, ширину), загружает информацию в базу данных автоматизированного раскройного комплекса и производит раскрой.
На рис. 7.13 показаны примерное расположение рабочих мест в отделе САПР предприятия и схема прохождения задания.

Приложение 2
Таблица П.2.1