| Вид наблюдения | Разновидность наблюдения | Краткая характеристика | |||
| фотография | Фотография рабочего времени (ФРВ) | Объектами наблюдения являются один (индивидуальная ФРВ) или несколько (групповая, массовая, бригадная ФРВ) исполнителей работ. ФРВ может охватывать все или несколько видов затрат рабочего времени, всю рабочую смену, ее часть или несколько рабочих смен. ФРВ не предусматривает расчленения оперативной работы на элементы. Целями ФРВ могут быть: установление норм обслуживания и нормативов численности работников; получение исходных данных для разработки нормативов подготовительно-заключительного времени, времени обслуживания рабочего места, оперативного времени на работы, выполняемые в условиях единичного и мелкосерийного типов производства; выявление причин невыполнения или значительного перевыполнения трудовых норм; выявление потерь и непроизводительных затрат рабочего времени; выявление недостатков в организации труда и производства, разработка мероприятий по их совершенствованию. По данным обработки результатов ФРВ составляют балансы рабочего времени | |||
| Фотография времени использования оборудования (ФВИО) | Объектом ФВИО является одна или несколько единиц оборудования полуавтоматического или автоматического действия. ФВИО проводится для оценки эффективности использования оборудования, определения норм его производительности, получения исходных данных о числе единиц оборудования, подлежащих обслуживанию одним или несколькими рабочими. | ||||
| Хронометраж | Фотография производственного процесса (ФПП) | По данным обработки результатов ФВИО составляют балансы времени использования оборудования, разрабатывают мероприятия по их улучшению Объектами ФПП являются главным образом аппаратные процессы. ФПП проводится в целях изучения затрат рабочего времени исполнителя и времени использования оборудования в их взаимосвязи. По данным обработки результатов ФПП составляют балансы рабочего времени исполнителя (исполнителей) и времени работы и простоев оборудования, разрабатывают мероприятия по их улучшению | |||
| Само фотография рабочего времени (СФРВ) | СФРВ проводится непосредственно исполнителем работ, который фиксирует в наблюдательном листе потери рабочего времени и причины их возникновения. По данным СФРВ разрабатывают мероприятия по устранению потерь рабочего времени С помощью хронометража изучают цикли- чески повторяющиеся элементы оперативной работы, а также отдельные элементы подготовительно-заключительной работы или работы по обслуживанию рабочего места. Целями хронометража могут являться: установление норм и нормативов времени; проверка качества действующих норм времени; рационализация методов и приемов труда. При измерении циклически повторяющихся элементов оперативного времени пользуются способом непрерывного хронометража. При изменении отдельных элементов изучаемой операции пользуются способом выборочного хронометража. При изучении операций с элементами малой продолжительности пользуются способом циклового хронометража | ||||
| Фото хронометраж | — | Глубина расчленения операции — объекта хронометража — зависит от типа производства на рабочем месте, целей исследования, возможностей измерения продолжительностей элементов операции с заданной точностью. Число измерений при одном хронометраж-ном наблюдении рекомендуется устанавливать в соответствии с данными табл. П.2.2 Фото хронометраж представляет собой комбинированный вид изучения затрат рабочего времени на выполнение операций, не имеющих циклической повторяемости. Объектами наблюдения могут быть один или несколько исполнителей, одна или несколько единиц оборудования полуавтоматического или автоматического действия | |||
| Таблица П.2.2 Число измерений при одном хронометражном наблюдении | |||||
| Вид операции | Продолжительность элемента операции, с | ||||
| До 15 | От 15 до 60 | Более 60 | |||
| Машинная | 8...10 | 8...10 | 5...9 | ||
| Машинно-ручная | 22...26 | 19...21 | 15...18 | ||
| Ручная | 37...42 | 26...30 | 21...26 | ||
Приложение 3
Условия комплектования организационных операций для потоков с разным ритмом
| Условия комплектования операций | Потоки с ритмом | Примечание | |
| регламентированным | свободным | ||
| Сохранение последовательности выполнения операций | Обязательное выполнение условия | В отдельных случаях допустимы отклонения от этого условия. Сохранение последовательности выполнения операций достигается расстановкой оборудования на потоке | В потоках с оборудованием, расставленным по кругу, выполнение этого условия необязательно |
| Согласование времени операций с тактом процесса | 0,95 <т< 1,05 | 0,9 <т< 1,1 | Число операций с отклонением от такта определяется при анализе рабочей силы потока и выявлении исполнителей, способных производительно и высококачественно выполнять такие операции |
| Объединение одноименных или смежных разрядов работы | Допускается комплектовать операции одинаковых или смежных разрядов | Для потоков с регламентированным ритмом жесткость выполнения этого требования снижается | |
| Допустимая кратность К | Для ленточного конвейера 1 <К<2...3 | При ручной передаче 1 < К< 4. С использованием Не конвейерных устройств 1 < ЛГ< 8...10 | — |
| Специализация операций | Объединение технологически однородных работ | На потоках со свободным ритмом для специализации операций по виду работ допускается возвратное движение деталей | |
| Объединение деталей в операцию | Связано с режимом обработки деталей и зависит от такта | Зависит от величины пачки, ее габарита и условий передачи от одного рабочего места к другому | — |
Приложение 4
Пример влияния оснащения оргтех оснасткой рабочего места на производительность труда
Сопоставим затраты времени на выполнение операции «стачать боковые детали с деталями полочек подкладки мужского пальто» при двух вариантах оснащенности рабочего места: вариант 1 — базовый (рис. П.4.1), вариант 2 — с оргтех оснасткой (рис. П.4.2)
При первом варианте рабочий, выполняющий операцию сидя на стуле 8 (см. рис. П.4.1), берет левой рукой с между столья 3 полочку 2 и размещает ее на промышленном столе 4 в рабочей зоне швейной машины 5. Затем обеими руками он берет из пачки боковую деталь полочки 7, совмещает детали, стачивает их и размещает обработанные детали 7 на тележке-стеллаже 6.
Во втором варианте рабочий, выполняющий операцию сидя на стуле 8 (см. рис. П.4.2), одной рукой берет из пачки, лежащей на правой дополнительной плоскости 6 к промышленному столу 4, боковую деталь полочки 7, а другой рукой из пачки, лежащей на левой дополнительной плоскости или наклонной полке 9, деталь полочки 1. Далее рабочий совмещает детали, стачивает их на швейной машине 5 и размещает обработанные детали 3 на тележке-стеллаже 2.
Примеры приемов работы и время на их исполнение приведены в табл. П.4.
Как видно из табл. П.4, последовательное выполнение приема «взять деталь» может быть заменено параллельным, если на рабочем месте детали расположены в удобной для работы зоне, а это позволяет повысить производительность труда на 8,8 %. Кроме того, обеспечение порядка на рабочем месте, уменыление продолжительности траекторий трудовых движений, затрат времени на перехваты способствуют уменьшению утомляемости рабочего.


Рис. П.4.1 Рис. П.4.2
Таблица П.4
| Номер приема работы | Прием работы | Затрата времени, с, по варианту | |
| Взять левой рукой с между столья полочку и двумя руками переместить к рабочей зоне швейной машины | 1,8-2 | ||
| Взять из пачки двумя руками боковую деталь полочки, лежащую слева на крышке стола, совместить боковую деталь с полочкой | 2,1-2 | ||
| Взять из пачки, лежащей на правой дополнительной плоскости, одновременно двумя руками боковую деталь полочки и полочку, лежащую на левой дополнительной плоскости или наклонной полке | 2,1-2 | ||
| Остальные приемы | 18,5-2 | 18,5-2 | |
| Итого для одного изделия | 44,8 | 41,2 |
Приложение 5
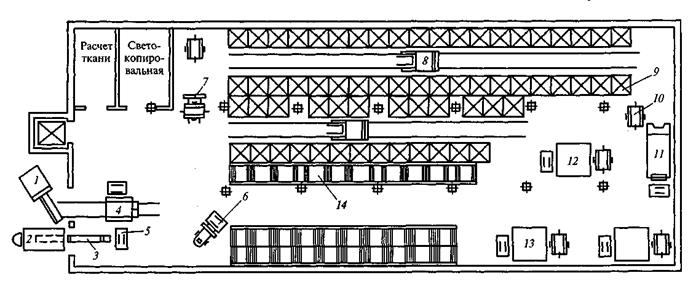
Типовая схема комплексной механизации подготовительного цеха швейных предприятий
1 – автопогрузчик; 2 – автофургон; 3 – конвейер; 4 – грузовоз; 5 – поддон; 6 – электро погрузчик; 7 – тележка – погрузчик; 8 – напольный вильчатый штабелер; 9 – полочные стеллажи; 10 – лотковая тележка; 11 – измерительный стол; 12 – разбраковочная измерительная машина для узких материалов; 13 – разбраковочно – измерительная машина для широких материалов; 14 – консольные стеллажи
СПИСОК ЛИТЕРАТУРЫ
Амирова Э. К., Сакулина О. В. Изготовление специальной и спортивной одежды. — М.: Легпромбытиздат, 1985.
Апыхтина М. Н. Организация производства в отделочных цехах швейных предприятий. — М.: Легкая индустрия, 1980.
Апыхтина М.Н., Грызлова Т. А. Организация и планирование производства на предприятиях швейной промышленности. — М.: Легкая индустрия, 1974.
Гуров Б. Э., Исаева О. В., Сакулин Б. С. Организация производства высококачественных мужских костюмов. — М.: Легпромбытиздат, 1989.
Демина А. П. Потоки швейного производства. — М.: МТИЛП, Легкая индустрия, 1976.
Доможиров Ю.А., Полухин В. П. Внутри процессный транспорт швейных предприятий. — М.: Легпромбытиздат, 1987.
Доможиров Ю. А., Долина О. Н. Эффективность повышения организационно-технического уровня швейных предприятий. — М.: Легпромбытиздат, 1988.
Илларионова Т. И. Транспортные средства, применяемые в швейной и других отраслях промышленности, и их классификация с точки зрения гибкости. - М.: МТИЛП, 1988.
Комплексно-механизированные линии в швейной промышленности / И. С. Зак, В. П. Полухин, С. Я. Лейбман и др. — М.: Легпромбытиздат, 1988.
Комплексная механизация подготовительного и раскройного процессов производства на швейных предприятиях. Сост. С. А. Гумилевская. — М.: ЦНИИТЭИлегпром, 1971.
Кононина И. М. Исследование способов построения современного поточного производства. — М.: МТИЛП, 1980.
Левитан Е. С, Романов В. Е. Организация, планирование и управление производством на швейных предприятиях. — М.: Легпромбытиздат, 1993.
Методические указания по выбору организационных форм производства и расчету технологических потоков. — М.: ЦНИИТЭИлегпром, 1979.
Никитина И. Г., Михайлов Ф. В., Качалов П. И. Экономика, организация и планирование швейного производства. — М.: Легкая индустрия, 1978.
Першина Л. Ф., Петрова С. В. Технология швейного производства. — М.: Легпромбытиздат, 1991.
Проектирование предприятий швейной промышленности / А. Я. Изместьева, Л.П.Юдина, П. Н. Умняков и др. — М.: Легкая и пищевая промышленность, 1983.
Промышленная технология одежды: Справочник / П. П. Кокеткин, Т. Н. Кочегура, В. И. Барышникова и др. — М.: Легпромбытиздат, 1988.
Рекомендации по применению методов и средств комплексной механизации тяжелых и трудоемких работ в подготовительно-раскройных цехах и складах готовых изделий на швейных предприятиях. — М.: Министерство легкой промышленности. Центральное проектно-конструкторское и технологическое бюро, 1986.
Савостицкий А. В., Меликов Е. X., Куликова И. А. Технология швейных изделий. — М.: Легкая индустрия, 1971.
Синяков А. Б., Антипова А. И., Карасева Н. Н. Технология швейного производства. — М.: Легкая индустрия, 1972.
Справочник по организации труда и производства на швейных предприятиях / П. П. Кокеткин, Ю. А. Доможиров, И. Г. Никитина и др. — М.: Легпромбытиздат, 1985.
Типовая технологическая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении мужских и детских сорочек. — М.: ЦНИИТЭИлегпром, 1981.
Типовая технологическая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении мужских пальто. - М.: ЦНИИТЭИлегпром, 1982.