Сущность литейного производства состоит в получении отливок - литых металлических изделий - путем заливки расплавленного металла или сплава в литейную форму.
Первые литые изделия получали еще в III-II тысячелетиях до н. э., сначала из бронзы, позже - из чугуна. Значительное развитие литье из чугуна получило примерно с ХIII-ХIV вв. Стальные отливки начали получать в XIХ в., а литые детали из алюминиевых и магниевых сплавов - всего несколько десятилетий назад.
Значение литейного производства исключительно велико. Нет ни одной отрасли машиностроения и приборостроения, где не применяли бы литые детали. В машиностроении масса литых деталей составляет около 50 % массы машин и механизмов, в станкостроении - около 80 %. Это объясняется рядом преимуществ литейного производства по сравнению с другими способами получения заготовок или готовых изделий. Литьем получают детали как простой, так и очень сложной формы, с фасонными внутренними полостями, которые нельзя или очень трудно получить другими способами. Во многих случаях это наиболее простой и дешевый способ получения изделий. Масса отливок колеблется от нескольких граммов до нескольких сот тонн.
Некоторые специальные способы литья позволяют получать отливки с высокой точностью размеров и чистотой поверхности, что сокращает или исключает совсем их последующую механическую обработку. Кроме “традиционных” литейных сплавов - чугуна, стали, бронзы, - литьем все чаще изготавливают изделия из нержавеющих и жаропрочных сталей, магнитных и других сплавов с особыми физическими свойствами.
Особенности литья в песчано-глинистые формы.
Все существующие способы литья разделяются на две группы: литье в песчаные формы и специальные способы литья.
|
|
Наибольшая доля отливок получается литьем в песчаные (песчано-глинистые, земляные) формы - более 60 %.
Литье в песчаные формыназывается еще литьем в разовые формы, т. к. литейная форма служит для отливки только одной детали, после чего разрушается.
На рис. 2.3 приведена литейная форма для получения втулки. Форма состоит из двух полуформ, полученных набивкой (уплотнением) формовочной смеси в металлические рамки - опоки 5 и 6. Для изготовления верхней и нижней полуформ используют разъемную модель 2. Отверстие в отливке получают с помощью стержня 4, отдельно изготовленного из стержневой смеси. При сборке формы стержень устанавливают в углубления (гнезда), образованные в форме формовочными знаками 3 модели.
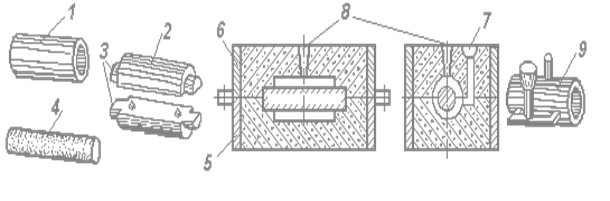
Рис. 1. Схема технологического процесса литья в песчано-глинистые формы
Металл заливают через литниковую систему 7. Воздух и выделяющиеся газы удаляются через выпор 8. Готовую отливку 9 извлекают из формы, отрезают литники, очищают поверхность от остатков формовочных материалов и направляют на механическую обработку.
Литниковые системы служат для заливки металла в форму. Основными элементами литниковой системы являются литниковая чаша, стояк, шлакоуловитель, питатели.
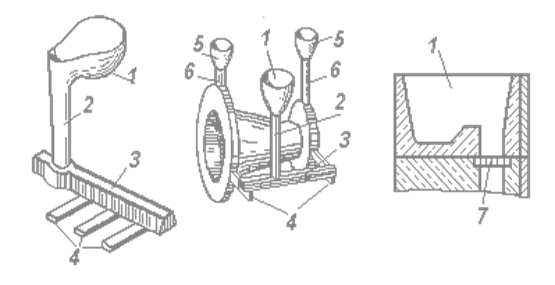 Рис. 2.4.
Рис. 2.4.
Рис. 2.4. Элементы литниковой системы: 1 - литниковая чаша;
2 - стояк; 3 - шлакоуловитель; 4 - питатели; 5, 6 - чаша и стояк выпоров;
7 - фильтр из стеклоткани
Литниковые системы, в зависимости от формы, размеров отливки и свойств литейного сплава, имеют различное устройство, рис. 2.5.
|
|
Верхняя литниковая система - самая простая, применяется для мелких деталей небольшой высоты.
Сифонная (нижняя) литниковая система обеспечивает спокойное заполнение формы расплавом, применяется для средних и толстостенных отливок значительной высоты.
Ярусная литниковая система обеспечивает последовательное питание отливки снизу вверх, применяется для крупных отливок.
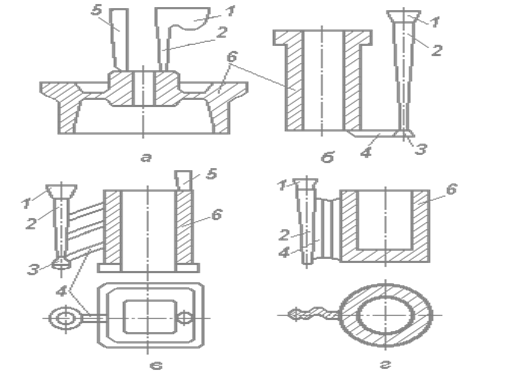 Рис. 2.5. Типы литниковых систем: а - верхняя; б - сифонная; в - ярусная; г –вертикально- щелевая; 1 - чаша; 2 - стояк; 3 -шлакоуловитель; 4 - питатель; 5 - выпор; 6 - отливка
Рис. 2.5. Типы литниковых систем: а - верхняя; б - сифонная; в - ярусная; г –вертикально- щелевая; 1 - чаша; 2 - стояк; 3 -шлакоуловитель; 4 - питатель; 5 - выпор; 6 - отливка