5.1 Намогильные сооружения (надгробия) должны изготовляться в соответствии с требованиями настоящего стандарта, по технологическим регламентам и рабочим чертежам, утвержденным предприятием-изготовителем.
5.2 Установка намогильных сооружений на кладбищах допускается только в границах участков захоронений.
5.3 Намогильные сооружения не должны иметь частей, выступающих за границы участка или нависающих над ними.
5.4 Склепы, ротонды, пантеоны и мавзолеи следует относить к категории намогильных сооружений с распространением на них соответствующих требований СП 118.13330.2012 и настоящего стандарта.
5.5 Архитектурное решение при установке намогильных сооружений на местах захоронений, а также размеры внутренних пространств и помещений должны обеспечивать возможность последующих захоронений, посещения и ухода за надгробиями и помещениями. При устройстве пола в зданиях и сооружениях для погребений ниже уровня земли или на отметке уровня земли следует предусматривать меры, предотвращающие затопление внутренних пространств ливневыми и грунтовыми водами.
5.6 Намогильное сооружением состоит из элемента (-ов), к которым относятся: стела, тумба, цветник, ваза, скульптура, барельеф, могильная ограда, бюст, колонна, мемориальная дощечка, плита.
.
Примечание:
1. Общая высота элементов намогильного сооружения должна быть не больше, чем 2000 мм.
2. На могиле умершего (погибшего) лица, имеющего особые заслуги и особые трудовые заслуги перед Отечеством, общая высота элементов намогильного сооружения должна быть не более 2200 мм.
5.7 Намогильные сооружения и их элементы в зависимости от формы, размеров и назначения подразделяют на прямоплоскостные толстомерные изделия, погонажные и в форме тел вращения.
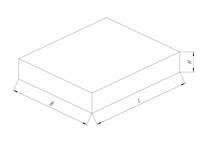
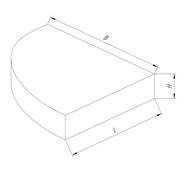
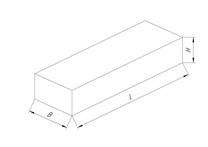
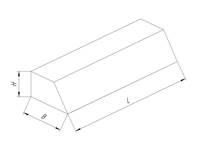
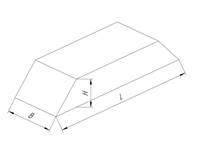
5.7.1 Прямоплоскостные толстомерные изделия подразделяют на плиты, стелы, тумбы.
5.7.1.1Прямоплоскостные толстомерные изделия должны изготовляться в пиленом и колотом исполнениях. К пиленым относят изделия, получаемые выпиливанием, к колотым - выкалыванием. Допускается изготовление колотых изделий с двумя - четырьмя пилеными гранями.
5.7.1.2 Основные типы плит, стел и тумб приведены на рисунках 1, 2, 3.
5.7.1.3 Номинальные размеры прямоплоскостных толстомерных изделий в зависимости от вида изделий приведены в таблице 1.
| 
| 
|
Рисунок 1 – Плиты
| 
| 
|
Рисунок 2 – Стелы
| 
| 
|
Рисунок 3 - Тумбы
Таблица 1 - Номинальные размеры прямоплоскостных толстомерных изделий
| Вид изделия | Номинальные размеры изделий, мм | ||
| Длина L | Ширина (высота) B | Толщина H | |
| Плиты | 300-2000 | 300-1800 | 30-300 |
| Стелы | 400 - 2000 | 300 - 1800 | 50-300 |
| Тумбы | 100-600 | 400-2100 | 120-600 |
| Допускается по согласованию с потребителем изготовление изделий с другими номинальными размерами. |
5.7.1.4 Предельные отклонения от номинальных размеров прямоплоскостных толстомерных пиленых изделий не должны превышать, мм:
- по длине и ширине:
до 600 мм............................. +/- 3,
свыше 600 мм.......................... +/- 4;
- по толщине:
свыше 40 до 80 мм..................... +/- 4,
свыше 80 мм........................... +/- 5.
5.7.1.5 Предельные отклонения от номинальных размеров прямоплоскостных толстомерных колотых изделий не должны превышать, мм:
- по длине и ширине:........... +/- 10;
- по толщине:........... +/- 10.
Примечание - Допускается по согласованию с потребителем изготовление прямоплоскостных толстомерных колотых изделий с предельными отклонениями выше, чем указанные выше.
5.7.1.6 Отклонения от прямого угла пиленых изделий на 1 м длины граней не должны превышать +/- 5 мм.
5.7.1.7 Отклонения от прямого угла колотых изделий на 1 м длины граней в зависимости от фактуры лицевой поверхности не должны превышать +/- 3 мм.
5.7.1.8 Плиты, стелы и тумбы должны изготовляться прямоугольной или квадратной формы, тумбы также могут изготовляться трапецеидальной формы. По согласованию изготовителя с потребителем допускается изготовление криволинейных изделий по заказанной спецификации, а также элементов со скругленными торцами, с фаской, галтелью шириной до 5 см, с крепежными отверстиями и пазами.
5.7.1.9 Для изготовления криволинейных изделий применяются виды резов, которые должны соответствовать требованиям, приведенным в таблице 2.
Таблица 2 – Виды резов для изготовления криволинейных изделий
| №п/п | Наименование реза | Техническое описание реза | Инструменты для получения реза |
| Прямой рез | Ровный рез без радиусов, поворотов и углов. | Диск 230, болгарка, Диск 115 | |
| Геометрический рез | Рез, имеющий в своем основании геометрию: дугу, волну, ломаную до 4-х крупных звеньев. В резе допускается до 2 -х малых углов. | Диск 230,115, зачистной 230,115, зачистные бекерлитовые шарошки | |
| Фигурный рез | Рез, на основе геометрии, имеет наличие «перьев», имитации объемных поверхностей: ткани, текстуры дерева, растений без отдельного объемного выделения элементов (выступающих цветов, листьев | Диск 230,115,90,60 зачистной 230,115, зачистные бекерлитовые шарошки | |
| Сложный фигурный рез | Рез на основе художественной формы, имеющий в своей основе выступающий объем. Цветы, лебеди, голуби, объемные очертания фигуры человека, выступающие из прямой плоскости. Художественные элементы не являются самостоятельными элементами. | Диск 230,115,90,60 зачистной 230,115, зачистные бекерлитовые шарошки | |
| Скульптурный рез | Рез высокой квалификации, представляющий собой часть скульптуры, соединенной с каменной основой. Выступающие элементы фигур – полный 3Д объем. (голуби на камне, ангелы, цветы с полностью выступающими лепестками, животные и птицы) Не является скульптурой. | Диск 230,115,90,60 зачистной 230,115, зачистные бекерлитовые шарошки, конусные шарошки, болгарка прямоточная | |
| 6. | Художественный рез | Неглубокий рез малой болгаркой, напоминающий глубокую гравировку. Необходим для «доведения» форм стел с деревьями, ветками, цветамии др. | Диск 60 |
| 7. | Бучардирование | Бучардирование — обработка поверхностей из природного камня для придания необходимой шероховатости, при помощи твердосплавного инструмента в виде звёздочек. | Бучарда, молоток, пневмомолоток |
5.7.2 Погонажные изделия подразделяют на могильные ограды и цветники.
5.7.2.1 Могильные ограды должны изготавливаться из натурального камня, металла, бетона.
Монтаж могильной ограды, изготовленной из натурального камня, и цветника из натурального камня можно осуществлять только на ранее возведённый бетонное основание.
Примечание.
1. Для изготовления бетонного цоколя и бетонного основания, цветника и тумбы используется бетонная смесь, изготавливаемая в следующих пропорциях: портландцемент марки М500 (1/8), песок (2/8), щебень (5/8).
2. Цемент для изготовления бетонной смеси должен удовлетворять требованиям ГОСТ 31108, а песок - ГОСТ 8736.
5.7.3 Изделия в форме тел вращения подразделяют на колонны (стволы и базы), балясины, вазы, шары.
5.7.3.1 Изделия в форме тел вращения изготовляют фактурами пиленой, шлифованной и полированной.
5.7.3.2 Номинальные размеры изделий в форме тел вращения приведены в таблице 3, основные типы балясин и ваз - на рисунках 4, 5.
| 
| 
|
Рисунок 4 – Балясины
| 
| 
|
Рисунок 5 – Вазы.
Таблица 3 - Номинальные размеры изделий в форме тел вращения
| Вид изделия | Длина (высота), мм | Диаметр, мм |
| Ствол колонны | 500 - 2000 | 100 – 300 |
| База колонны | 50 - 400 | 150 - 500 |
| Балясины | 150 - 1000 | 100 - 300 |
| Вазы | 150 - 1000 | 80 - 300 |
| Шары | - | 80 - 200 |
| По согласованию с потребителем допускается изготовление изделий другой формы и других номинальных размеров. |
5.8 Намогильные сооружения должны изготовляться из горных пород, удовлетворяющих требованиям ГОСТ 9479.
Примечание. Допускается изготовление из горных пород с показателями физико-механических свойств, худшими, чем установленные ГОСТ 9479, при технико-экономическом обосновании долговечности изделий из них с учетом климатических условий строительства специализированными лабораториями после проведения соответствующих исследований.
5.9 Фактура лицевых поверхностей элементов намогильного сооружения и показатели внешнего вида должны соответствовать требованиям, приведенным в таблице 4.
Таблица 4 - Виды фактуры элементов намогильных сооружений
| Вид фактуры | Способ получения фактуры | Характеристика фактуры |
| Полированная | Накатка глянца полировальным порошком | Поверхность с зеркальным блеском, полным выявлением цвета, рисунка и структуры камня, четким отображением окружающих предметов, без следов обработки предыдущих операций |
| Шлифованная | Шлифование абразивами | Равномерно-шероховатая поверхность со следами обработки шлифовальным инструментом, с высотой микрорельефа до 630 мкм |
| Точечная | Обработка крестовой бучардой | Равномерно-шероховатая поверхность с высотой неровностей рельефа до 5 мм |
| Термообработанная | Обработка термоотбойником | Крупношероховатая поверхность со следами чешуйчатого шелушения и отслаивания лещадных частиц размером до 30 мм и высотой неровностей рельефа до 10 мм |
| "Скала" (скальная) | Обработка скалыванием без следов инструмента | Обколотая или расколотая поверхность с высотой неровностей рельефа от 50 до 200 мм, без следов инструмента |
5.10 Элементы намогильного сооружения не должны иметь сплошных трещин.
Допускается наличие не более одной трещины, просматриваемой на 1/3 ширины (длины) изделия, которая не ухудшает прочных свойств камня. На лицевой поверхности элементов намогильного сооружения допускается наличие прожилок, полос и включений разного цвета природного происхождения, распространяющихся в горизонтальном, вертикальном и диагональном направлениях.
5.11 В зависимости от фактуры лицевой поверхности допускаются отклонения в соответствии с таблицей 5.
Таблица 5 - Допускаемые отклонения
| Фактура лицевой поверхности намогильного сооружения | Допускаемые отклонения | |||
| Отбитые углы, не более | Сколы на ребрах лицевой грани, не более | |||
| Количество на одной детали | Наибольший размер, мм | Количество на 1 пог. м | Набольший размер | |
| Полированная | ||||
| Тесаная |
5.11.1 Допускается не обрабатывать нелицевые поверхности намогильного сооружения.
5.11.2 На лицевой поверхности пиленых (фрезерованных) элементов намогильного сооружения повреждения не допускаются.
5.12 Стыкуемые поверхности декоративных элементов намогильного сооружения должны иметь отверстия под латунные либо бронзовые штыри диаметром не менее 2,5 мм, глубиной – не менее 10 мм.
5.13 Соединение элементов намогильного сооружения должно производиться с помощью стальных штырей диаметром 16-20 мм, которые должны входить в отверстия стыкуемых элементов на глубину не менее 100 мм и заделываться портландцементом по ГОСТ 10178.
5.14 Зазоры между стыкуемыми поверхностями элементов намогильного сооружения не должны превышать для полированных поверхностей – 3 мм, остальных – 6 мм.
5.15 Допускается склеивать детали и части деталей толщиной до 150 мм с использованием силиконового и полиуретанового герметика, не допускающего проникновение влаги от осадков и колебания температур. Склеенные изделия должны состоять не более чем из четырех частей.
5.16 При использовании деталей для изготовления намогильного сооружения, обладающих различными физико-механическими показателями (водопоглощение, предел прочности при сжатии породы в сухом состоянии, снижение прочности при сжатии породы при водонасыщении, средняя плотность, пористость, истираемость, марка по морозостойкости) обязательно наличие технологического зазора на расширение от 2 до 5 мм. Технологические зазоры обязательно заполняются силиконовым или полиуретановым герметиком для препятствия проникновения влаги между деталями из натурального камня, влекущего разрушение изделия.
5.17 На поверхностях намогильного сооружения в соответствии с заказом производится гравировка портрета, мемориальной информации, эпитафии, изображений (трудовые символы, цветы, свечи, иконы, кресты и т.п.), прикрепляются или вставляются различные декоративные элементы – фотокерамика, декор из бронзы, барельеф, бюст, плита из другой породы камня.
5.18 Площадь плиты, вставленной или прикрепленной к намогильному сооружению, не должна превышать 0,25 м2.
5.19 Лицевая поверхность намогильного сооружения может обрамляться фаской или галтелью шириной 10-50 мм по каждой стороне или закругляться радиусом 10-50 мм.
5.20 Гравировка (вырубка) портрета, мемориальной информации, эпитафии, изображений (трудовые символы, цветы, свечи, иконы, кресты и т.п.) на намогильном сооружении врезная или рельефная. Глубина лазерной, ручной, пескоструйной, ударной, скарпельной гравировки должна составлять не менее 0,2 мкм.
5.21 Форма шрифта – художественная или академическая, цифры – арабские или римские.
5.22 Поверхности портрета, мемориальной информации, эпитафии, изображений (трудовые символы, цветы, свечи, иконы, кресты и т.п.) на намогильном сооружении после гравировки должны быть чистыми, гладкими, без трещин, выбоин и следов разметки на наружных гранях. Сколы на контурах надписей не допускаются.
5.23 Выгравированные портрет, мемориальная информация, эпитафия, изображения (трудовые символы, цветы, свечи, иконы, кресты и т.п.) должны быть хорошо видимы, с ясными контурами, без ломанных и раздробленных краев.
5.24 В соответствии с заказом портрет, мемориальная информация, эпитафия, изображения (трудовые символы, цветы, свечи, иконы, кресты и т.п.) на намогильном сооружении могут покрываться атмосферостойкими красками, алюминиевой или бронзовой пудрой, минеральным порошковым золотом или серебром, сусалью по ГОСТ 6902.
5.26 Цвет покрытия должен контрастировать с цветом памятника.
5.27 Покрытие портрета, мемориальной информации, эпитафии, изображений (трудовые символы, цветы, свечи, иконы, кресты и т.п.) на намогильном сооружении должно быть ровным, сплошным и не иметь трещин, царапин, отслаиваний, шелушений, потеков красителей.
5.28 Установка намогильного сооружения производится методом сборки элементов на месте захоронения с устройством бетонного армированного фундамента, металлического соединительного анкера. Период и методы установки намогильного сооружения планируются с учетом климатических условий в регионах.
Допустимые отклонения намогильного сооружения от прямого угла после установки в течении 3-х лет в связи с внешним воздействием окружающей среды приведены в таблице 6.
Таблица 6 - Допустимые отклонения намогильного сооружения
| Наименование показателя | Значение |
| Отклонения прямого угла на 0,5 метра длины (ширины) детали | +/-9 мм |
| Отклонение от плоскости на 1 метр длины (ширины) по поверхности детали | +/-10 мм |
Правила приемки
6.1 Намогильные сооружения должны быть приняты отделом технического контроля предприятия-изготовителя.
6.2 Приемо-сдаточным испытаниям подвергаются все изготовленные намогильные сооружения и их элементов, предъявляемых к сдаче-приемке, на соответствие всем требованиям настоящего стандарта.
6.3 При получении неудовлетворительных результатов приемо-сдаточных испытаний намогильные сооружения и их элементы возвращаются на исправление, после чего предъявляются для приемки вновь.
6.4 Намогильные сооружения принимают партиями. Партией считается любое количество элементов намогильного сооружения, отгружаемое в один адрес и оформленное одним документом (техническим паспортом), удостоверяющим качество, в котором должно быть указано:
- наименование и адрес предприятия-изготовителя;
- номер и дату составления документа о качестве;
- дату отгрузки;
- номер партии;
- условное обозначения каждого элемента намогильного сооружения;
- количество элементов намогильного сооружения в партии;
- горную породу, из которой изготовлены изделия, наименование месторождения (коммерческое название камня, страну - поставщика сырья);
- фактуру лицевой поверхности элементов намогильного сооружения;
- показатели физико-механических свойств горной породы, регламентируемые ГОСТ 9479;
- дата изготовления (месяц, год);
- штамп ОТК;
- обозначение настоящего стандарта.
6.5 Заказчик имеет право производить выборочный контроль (не менее 3 шт. от партии) соответствия качества намогильных сооружений и их элементов всем требованиям настоящего стандарта, руководствуюсь методами контроля, изложенными в разделе 7.
6.6 При приемочном контроле намогильного сооружения определяют:
- геометрические размеры и форму;
- качество лицевой поверхности (фактура по 5.9);
- внешний вид (рисунок, текстура, повреждения).
6.7 Приемку изделий в форме тел вращения проводят поштучно, остальных видов изделий - методом выборочного контроля.
6.8 Проверяемое намогильное сооружение и его элементы следует считать дефектным, если они не удовлетворяют одному из требований настоящего стандарта.
6.9 При наличии в партии дефектного намогильного сооружения и (или) его элемента проводят повторный контроль удвоенного количества изделий, отобранных от той же партии.
6.10 Вся партия бракуется и приемке не подлежит, если при повторной проверке окажется, что хотя бы один элемент намогильного сооружения не соответствует требованиям настоящего стандарта. Допускается проводить поштучную приемку элементов намогильного сооружения.
Методы контроля.
7.1 Показатели физико-механических свойств горной породы элементов намогильного сооружения оценивают на основании документа о качестве по 6.4.
7.2 Соответствие материалов предъявляемым требованиям должно подтверждаться соответствующими документами, при отсутствии таких документов соответствие материалов подтверждается данными лабораторных анализов.
7.3 Внешний вид природного камня, гравировок, используемых при изготовлении элементов намогильного сооружения, поставляемых заказчику (потребителю), определяют визуально, сравнивая контрольные образцы, отобранные из партии, с эталонами, согласованными с заказчиком.
7.4 В качестве эталонов и контрольных образцов природного камня и гравировок используют плиты, каждая площадью не менее 0,09 м2, достаточно представительные по рисунку, цвету и структуре камня для конкретного месторождения. Фактура лицевой поверхности контрольных образцов должна соответствовать заказу. Число эталонных плит устанавливается в зависимости от числа декоративных разновидностей камня, имеющего вариации по цвету, рисунку и структуре. Число контрольных плит при каждом испытании должно быть равным числу эталонов.
7.5 Плиты устанавливают на специальном стенде в положении, близком к вертикальному, в два ряда (ряд эталонов над рядом контрольных образцов) на уровне глаз контролера на расстоянии 1 м от него. Освещение должно быть естественным, при этом дневной свет должен падать на поверхность плит под острым углом.
7.6 Для определения геометрических размеров, отклонений от плоскостности и качества лицевой поверхности применяют:
- металлическую линейку длиной 1 м по ГОСТ 8026, ГОСТ 427 и рулетку по ГОСТ 7502, обеспечивающие проведение измерений с погрешностью +/- 1 мм;
- металлический поверочный угольник 90° по ГОСТ 3749;
- набор щупов;
- измерительную лупу с микрометрической шкалой по ГОСТ 25706;
- электронный измеритель шероховатости (профилометр) серии ТР по ГОСТ 19300 или аналогичный. При отсутствии профилометра могут использоваться эталонные образцы камня с заданными фактурами;
- блескомер типа IG 330 (фирмы "Horibda", Япония) или аналогичный.
7.7 Длину и ширину элементов намогильного сооружения измеряют по двум противоположным ребрам лицевой поверхности, толщину - по двум диаметрально расположенным углам. Результат каждого измерения не должен превышать значений, установленных настоящим стандартом.
7.8 Отклонение от прямого угла изделий определяют по двум диагонально расположенным углам, измеряя щупом просвет между торцевой поверхностью изделия и стороной угольника; результат пересчитывают на 1 м длины и оценивают для каждого угла отдельно.
7.9 Для определения отклонения от плоскостности лицевой поверхности стальную линейку накладывают по периметру и диагоналям элемента намогильного сооружения и измеряют щупом просвет между поверхностью изделия и линейкой. Результатом измерения считают значение наибольшего просвета.
7.10 Для определения отклонения профиля криволинейной лицевой поверхности от заданного к лицевой поверхности прикладывают шаблон, измеряя щупом просвет между шаблоном и поверхностью элемента намогильного сооружения.
7.11 Качество лицевой поверхности лощеной и шлифованной фактур оценивают профилометром, качество полированной фактуры - блескомером в соответствии с инструкцией предприятия - изготовителя прибора. Допускается оценивать тонкие фактуры визуально сравнением с эталонами, поверхности которых оценены инструментальными методами.
7.12 Комплектность, маркировку и упаковку проверяют визуально.