ВВЕДЕНИЕ
Под технологией понимается совокупность методов по обработке, изготовлению, изменению состояния, свойств, формы, материала, полуфабриката или сырья, применяемого в процессе производства для получения готовой продукции.
Технология на уровне отрасли разрабатывается НИИ, а непосредственно на предприятиях технологическими службами. В каждой отрасли изучаются и применяются свои отраслевые технологии. Технологии разрабатываются на основе выявления и использования физических, химических, механических и других закономерностей развития отрасли и внедряются с целью получения эффективного конкурентно-способного производства.
Технология реализуется в практику в форме обязательного исполнения требований технологической документации, устанавливающей последовательность исполнения всех операция, необходимых для получения определённого изделия, и указывающих их выполнение определёнными специалистами. Разработка технологий регламентируется государственными стандартами -ГОСТ, образующими единую систему технологической документации - ЕСТД, и единую систему технологической подготовки производства - ЕСТПП. ЕСТД и ЕСТПП устанавливают общие правила установки и обращения технологической документации - инструкций, машинных карт и т.д., и ведения технологических процессов.
Технологическая документация устанавливается и утверждается до запуска новых видов продукции и корректируется по мере изменения технологических процессов.
Производственные подразделения работают строго по технологиям, и любое отклонение от технологического процесса, вызванное производственными технологиями, должно быть согласовано с технологами. Конструкторская документация определяется единой системой конструкторской документации - ЕСКД. Система технологий охватывает всю совокупность технологических подсистем, включая производство материалов, изготовление полуфабрикатов и изделий. Её технико-технологический уровень оказывает влияния на издержки, качество и конкурентно - способность товаров.
ЧЕРВЯЧНАЯ ПЕРЕДАЧА
Червячная передача - это передача, два подвижных звена которой, червяк и червячное колесо, образуют совместно высшую зубчато-винтовую кинематическую пару, а с третьим, неподвижным звеном, низшие вращательные кинематические пары.
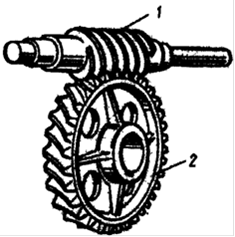
Рис.1.1. Червячная передача:1 - червяк; 2 - червячное колесо.
Как следует из определения, червячная передача обладает свойствами как зубчатой (червячное колесо на своем ободе несет зубчатый венец), так и винтовой (червяк имеет форму винта) передач. Червячная передача, также как и винтовая, характеризуется относительно высокими скоростями скольжения витков червяка по зубьям червячного колеса.
Достоинства червячных передач:
1) компактность и относительно небольшая масса конструкции;
2) возможность получения больших передаточных чисел в одной ступени;
3) высокая плавность и кинематическая точность;
4) низкий уровень шума и вибраций;
5) самоторможение при обратной передаче движения, то есть невозможность передачи движения в обратном направлении - от ведомого червячного колеса к ведущему червяку.
Недостатки червячных передач обусловлены большими скоростями скольжения витков червяка по зубьям червячного колеса, а также значительными осевыми силами, действующими на валах передачи.
Недостатки червячных передач:
1) Низкий КПД и высокое тепловыделение;
2) повышенный износ и уменьшенный срок службы;
3) склонность к заеданию, что вызывает необходимость применения специальных антифрикционных материалов для изготовления зубчатого венца червячного колеса и специальных видов смазки с антизадирными присадками.
Классификация червячных передач:
1. по направлению линии витка червяка:
правые (при наблюдении с торца червяка и его вращении по часовой стрелке червяк вкручивается в пространство - уходит от наблюдателя);
левые (при наблюдении с торца червяка и его вращении по часовой стрелке червяк выкручивается из пространства - идёт на наблюдателя);
2. по числу заходов червяка:
с однозаходным червяком, имеющим один гребень, расположенный по винтовой линии, наложенной на делительный цилиндр червяка;
с двух-, трёх-, четырёх-, многозаходным червяком, имеющим соответственно 2, 3, 4 или более одинаковых гребней расположенных по винтовой линии, наложенной на делительный цилиндр червяка;
3. по форме делительной поверхности червяка:
с цилиндрическим червяком (образующая делительной поверхности - прямая линия);
с глобоидным червяком (образующая делительной поверхности - дуга окружности, совпадающая с окружностью делительной поверхности червячного колеса);
4. по положению червяка относительно червячного колеса:
с нижним расположением червяка;
с верхним расположением червяка;
с боковым расположением червяка;
5. по пространственному положению вала червячного колеса:
с горизонтальным валом червячного колеса;
6. по форме боковой (рабочей) поверхности витка червяка:
с архимедовым червяком, боковая поверхность его витков очерчена прямой линией в продольно-диаметральном сечении (обозначается ZA);
с конволютным червяком, боковая поверхность его витков очерчена прямой линией в нормальном к направлению витков сечении (обозначается ZN);
с эвольвентным червяком, боковая поверхность его витков в продольно-диаметральном сечении очерчена эвольвентой (обозначается ZI).
Форма боковой поверхности червяка мало влияет на работоспособность червячной передачи и, в основном, связана с выбранной технологией изготовления червяка.
Основным стандартизованным параметром червячной передачи является модуль m (измеряется в мм), осевой для червяка и окружной (торцовый) для червячного колеса. Поскольку делительный диаметр червяка невозможно связать с числом его заходов z1 (витки червяка нарезаются вдоль его оси, а не по окружности, как у зубчатого колеса), для определения делительного диаметра червяка вводится специальный коэффициент диаметра червяка q, показывающий число модулей, укладывающихся в делительный диаметр.
Свои особенности имеет и геометрия венца червячного колеса. В виду того, что образующая делительной поверхности венца червячного колеса имеет дугообразную форму и, следовательно, в разных точках разное удаление от оси вращения колеса, все основные размерные показатели (делительный диаметр, высота зуба и др.) измеряются в серединной плоскости, проходящей через геометрическую ось червяка.
Особенностью червячного колеса является то, что диаметр вершин зубьев не самый большой его диаметр. Максимальный диаметр червячного колеса устанавливается в некоторой степени произвольно. Увеличение этого диаметра способствует увеличению площади контактной поверхности зубьев колеса, а следовательно, и снижению контактных напряжений на этой поверхности, возникающих в процессе работы передачи. Однако чрезмерное его возрастание приводит к заострению периферийных участков зуба и исключению их из передачи рабочих нагрузок вследствие повышенной гибкости.
МАТЕРИАЛЫИ ИЗГОТОВЛЕНИЕ ЧП
Витки червяка и зубчатый венец червячного колеса должны обладать достаточной прочностью и составлять антифрикционную пару, обладающую высокой износостойкостью и сопротивляемостью заеданию в условиях больших скоростей скольжения при значительных нормальных силах между контактирующими поверхностями.
Для изготовления червяков применяют все три типа сталей, распространенных в машиностроении:
· Качественные среднеуглеродистые стали марок 40, 45, 50. Из них изготавливают малоответственные червяки. Заготовку перед механической обработкой подвергают улучшающей термической обработке (HRCэ 36). Червяк точат на токарном станке с последующей ручной или механической шлифовкой и полировкой рабочих поверхностей витков.
· Среднеуглеродистые легированные стали марок 40Х, 45Х, 40ХН, 40ХНМА, 35ХГСА. Из этих сталей изготавливают червяки ответственных передач. Улучшающей термообработке (HRCэ 45) подвергают деталь после предварительной обработки на токарном станке. После термообработки рабочие поверхности витков шлифуют на специальных червячно-шлифовальных станках или на токарном станке с применением специальной шлифовальной головки.
· Мало- и среднеуглеродистые легированные стали марок 20Х, 12ХН3А, 25ХГТ, 38ХМЮА. Из этих сталей изготавливают червяки высоконагруженных передач, работающие в реверсивном режиме. Деталь, изготовленная с минимальным припуском под окончательную обработку, подвергается поверхностной химико-термической обработке (цементация, азотирование и т.п.) глубиной до 0,8 мм, после чего закаливается до высокой поверхностной твердости (HRCэ 55…65). Рабочая поверхность витков червяка шлифуется и полируется (иногда шевингуется).
Зубчатые венцы червячных колёс изготавливают чаще всего литьём из бронзы или чугуна.
Чугунный венец (серые чугуны СЧ15, СЧ20 или ковкие чугуны КЧ15, КЧ20) может отливаться за одно целое с ободом червячного колеса при отливке последнего. Такие колеса применяются, как правило, в низкоскоростных открытых и закрытых передачах (vs 2 м/с).
При средних скоростях скольжения (2 < vs 5 м/с) для изготовления зубчатых венцов червячных колес применяются безоловянистые бронзы и латуни. Чаще всего для этой цели используются железоалюминиевые литейные бронзы (Бр А9Ж3Л, Бр А10Ж4Н4Л). Эти бронзы имеют высокую механическую прочность, но обладает пониженными антизадирными свойствами, поэтому её применяют в паре с червяками, имеющими шлифованную и полированную рабочую поверхность витков высокой твердости (HRC 45).
В передачах с высокой скоростью скольжения (5 < vs 25 м/с) зубчатые венцы червячных колёс изготавливают из оловянистых бронз (Бр О10Ф1, Бр О10Н1Ф1). Эти бронзы обладают пониженной прочностью по сравнению с безоловянистыми, но обладают хорошими антизадирными свойствами.
Бронзовые венцы червячных колёс обычно изготавливают отливкой в землю, в кокиль (металлическую форму) или центробежным литьём. При этом отливки, полученные центробежным литьём, имеют наилучшие прочностные характеристики.
Заготовка для зубчатого венца может быть отлита непосредственно на ободе червячного колеса, либо отливаться в виде отдельной детали, тогда венец выполняется насадным с закреплением его как от возможности проворота, так и от продольного смещения.
С целью выбора материала для изготовления зубчатого венца червячного колеса предварительно ожидаемую скорость скольжения можно определить по эмпирическому выражению:

где vs - скорость скольжения, м/с; n1 - частота вращения червяка, мин-1;
T2 - вращающий момент на червячном колесе, Нм.
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевое (зубчатое, пазовое) соединение - подвижное или неподвижное соединение двух соосных деталей, имеющих равномерно расположенные пазы и выступы (выступы одной детали входят в пазы другой).

Рис.2.1 Шлицевое соединение: а) прямобочными шлицами; б) эвольвентными шлицами; в) треугольными шлицами; 1 - вал, 2 - ступица.
Шлицевое соединение (рис.) конструктивно включает всего две детали: вал, несущий на своей цилиндрической поверхности продольные выступы определённой формы - шлицы, и ступицу, в отверстии которой выполнены продольные пазы, соответствующие по конфигурации шлицам вала.
В шлицевых соединениях используются шлицы трёх разновидностей поперечного сечения: прямобочные (рис.2.1, а), эвольвентные (рис.2.1, б) и треугольные (рис.2.1, в). Прямобочные шлицы в поперечном сечении имеют боковые стенки в виде прямой линии, боковая поверхность эвольвентных шлицов в поперечном сечении образует эвольвенту, а треугольные шлицы в поперечном сечении имеют форму треугольника со срезанной вершиной.
По направлению продольной оси шлицы бывают: прямолинейные, продольная ось которых направлена вдоль образующей несущего цилиндра, и винтовые, имеющие продольную ось, направленную по винтовой линии под некоторым углом к образующей несущего цилиндра.
Шлицевые соединения находят самое широкое применение, как в общемашиностроительных конструкциях (станки, транспортные и транспортирующие машины, грузоподъёмные устройства и т.п.), так и в машинах армейского применения (военные автомобили, гусеничные и колёсные многоцелевые и специальные машины, летательные машины и т.п.). Широкое применение шлицевых соединений обусловлено их преимуществами перед шпоночным.
Преимущества шлицевого соединения:
· высокая нагрузочная способность;
· меньшая концентрация напряжений в материале вала и ступицы;
· лучшее центрирование соединяемых деталей и более точное направление при осевых перемещениях;
· высокая надёжность при динамических и реверсивных нагрузках;
· минимальное число деталей, участвующих в соединении.
Недостатком шлицевого соединения является относительно высокая стоимость и трудоёмкость изготовления.
Шлицевые валы изготавливаются в массовом производстве по технологии, аналогичной технологии изготовления зубчатых колёс (метод обкатки, способ - нарезание посредством червячных фрез), в штучном и мелкосерийном производстве используется метод копирования (требует наличия специального инструмента), а в случае отсутствия специнструмента валы изготавливаются методом фрезерования на универсальных фрезерных станках. Возможно также изготовление таких валов на обрабатывающих центрах с числовым программным управлением.
Шлицевые пазы в отверстиях ступиц при массовом производстве изготавливаются методом протягивания (инструмент - протяжка) или долблением специальными долбяками. В штучном производстве изготовление ведётся только долблением.
Прямобочные и эвольвентные шлицевые соединения стандартизованы.Стандартом для прямобочных шлицов предусмотрены 3 серии соединений: лёгкая, средняя и тяжёлая, предназначенные для восприятия нагрузки разной интенсивности.

Рис.2.2 Типы и центрирование зубчатых соединений:
прямобочные а) по боковым поверхностям b; б) по наружному диаметру D; в) по внутреннему диаметру d;
эвольвентные - г) по боковым поверхностям; д) по наружному диаметру;
треугольные е) центрируются только по боковым поверхностям.
Центрирование вала и ступицы в шлицевых соединениях может выполняться тремя способами:
· по боковым поверхностям шлицов;
· по внешнему (наружному) диаметру (диаметру вершин шлицов);
· по внутреннему диаметру (по дну впадин между шлицами).
В прямобочных шлицевых соединениях используют любой из трёх названных способов центрирования (рис. 2.2, а, б, в), в эвольвентных - только два, по боковым поверхностям или по наружному диаметру (рис. 2.2, г, д), в соединениях с треугольными шлицами применим только способ центрирования по боковым поверхностям (рис. 2.2, е).
Центрирование по боковым поверхностям зубьев обеспечивает более равномерное распределение нагрузки, но хуже центрирует соединение. При наличии радиальной нагрузки происходит смещение зубцов относительно впадин, что ведёт к быстрому износу соединения вследствие возникновения фриттинг-коррозии. Этот вид центрирования наиболее выгоден для соединений подверженных действию реверсивных и неравномерных (особенно ударных) нагрузок при относительно невысоких скоростях вращения.
Центрирование по диаметрам, наружному или внутреннему обеспечивает более высокую соосность вала и ступицы. Выбор в качестве центрирующего внутреннего или наружного диаметра определяется технологическими требованиями. При относительно невысокой твёрдости ступицы (350 HB или 38HRC) центрирование лучше выполнять по наружному диаметру (80 % прямобочных шлицевых соединений). В этом случае вал шлифуется по внешнему диаметру, а шлицевое отверстие ступицы выполняют протягиванием. При более высоких значениях твёрдости ступицы центрировать соединение предпочтительно по внутреннему диаметру. В этом варианте центрирования внутренний диаметр ступицы и вала шлифуется, но шлифование выполняют на разных станках: ступицу шлифуют на внутришлифовальном, а вал на шлицешлифовальном.
Обозначение прямобочного шлицевого соединения в документации включает параметры:
| № позиции | Параметр |
| 1. | Поверхность центрирования: D наружный диаметр; d внутренний диаметр; b боковая поверхность; (разделитель позиций - тире). |
| 2. | Число шлицов (разделитель позиций - знак умножения). |
| 3. | Внутренний диаметр |
| 4. | Посадка по внутреннему диаметру (разделитель позиций - знак умножения). |
| 5. | Наружный диаметр |
| 6. | Посадка по наружному диаметру (разделитель позиций - знак умножения). |
| 7. | Ширина шлица (зуба на валу). |
| 8. | Посадка по ширине шлица. |
| 9. | Стандарт, регламентирующий параметры соединения. |
Пример обозначения прямобочного шлицевого соединения с указанием позиций:
| № позиции | |||||||||
| Обозначение | D - | H11/a11 | H7/js6 | F8/f8 | ГОСТ 1139-80. |
Эвольвентные шлицевые соединения по сравнению с прямобочными обладают повышенной несущей способностью и меньшей концентрацией напряжений (примерно в 2 раза). Эти соединения удобно изготавливать по технологии изготовления зубчатых колёс (методом обкатки). Шлицы вала при этом могут изготавливаться фрезерованием модульной червячной фрезой на зубофрезерном станке, а пазы ступицы либо долблением на зубодолбёжном станке, либо протягиванием. Угол профиля образующей рейки (в некотором роде аналог угла зацепления зубчатых колёс) = 30 (см. рис. 14.8, г), а высота шлица - (0,8…1,0)m.
Обозначение эвольвентного шлицевого соединения в документации несколько проще и включает параметры:
| № позиции | Параметр |
| Центрирование по боковым поверхностям зубьев | |
| 1. | Наружный диаметр (разделитель позиций - знак умножения). |
| 2. | Модуль шлицевого соединения (разделитель позиций - знак умножения). |
| 3. | Посадка по боковым поверхностям шлицов (разделитель позиций - знак умножения). |
| 4. | Стандарт, регламентирующий параметры соединения. |
| Центрирование по наружному диаметру | |
| 1. | Наружный диаметр (разделитель позиций - знак умножения). |
| 2. | Посадка по наружному диаметру (разделитель позиций - знак умножения). |
| 3. | Модуль шлицевого соединения. |
| 4. | Стандарт, регламентирующий параметры соединения. |
Треугольные шлицевые соединения не стандартизованы и применяются главным образом в качестве неподвижных при тонкостенных соединяемых элементах или при наличии жёстких ограничений в диаметральных размерах. Центрирование в этих соединениях, как упоминалось выше, возможно только по боковым поверхностям шлицов. Угол впадины между боковыми поверхностями шлицов вала может составлять = 90, = 72 или = 60 (см. рис. 14.8, е). Модуль таких шлицов невелик и обычно лежит в пределах 0,2 m 1,5 мм. Иногда треугольное шлицевое соединение для удобства сборки выполняют конусным при конусности 1:16.