Нарезание круговых зубьев конических колес может вестись по методу обката и копирования (врезания). Схема нарезания круговых зубьев по методу обката показана на рис. 4.7. Также как и при обработке конических прямозубых колес, на станке имитируется зацепление воображаемого производящего конического колеса 1 и заготовки 2. В процессе обработки зуборезная головка 3 с трапецеидальными резцами получает вращение вокруг оси  - главное движение резания
- главное движение резания  . Одновременно с этим люлька 4 с расположенным на ней инструментом поворачивается вокруг оси
. Одновременно с этим люлька 4 с расположенным на ней инструментом поворачивается вокруг оси  производящего колеса. Вращение заготовки согласовано с вращением люльки таким образом, что при повороте производящего колеса на
производящего колеса. Вращение заготовки согласовано с вращением люльки таким образом, что при повороте производящего колеса на  оборота заготовка повернется вокруг своей оси на
оборота заготовка повернется вокруг своей оси на  оборота, где
оборота, где  - число зубьев производящего колеса. При этом резцы головки спрофилируют одну впадину заготовки. После этого заготовка отводится от инструмента, следует её возврат в исходное положение (движение
- число зубьев производящего колеса. При этом резцы головки спрофилируют одну впадину заготовки. После этого заготовка отводится от инструмента, следует её возврат в исходное положение (движение  ) и деление на зуб. Принципиальная кинематическая схема зуборезного станка для нарезания гипоидных и конических колес с круговыми зубьями подобна схеме зубофрезерного станка с той лишь разницей, что вместо резцов используется зуборезная головка.
) и деление на зуб. Принципиальная кинематическая схема зуборезного станка для нарезания гипоидных и конических колес с круговыми зубьями подобна схеме зубофрезерного станка с той лишь разницей, что вместо резцов используется зуборезная головка.
Обработку зубьев можно осуществлять как двусторонней, так и односторонними резцовыми головками. При обработке зубьев двусторонней головкой наружные резцы формируют вогнутые стороны зубьев заготовки, а внутренние – выпуклые стороны. В зависимости от типа производства используют 3 способа нарезания зубьев шестерни и колеса.
При двойном двустороннем способе черновая и чистовая обработка зубьев шестерни и колеса осуществляется двусторонними резцовыми головками. Способ отличается сравнительно высокой производительностью, однако, пятно контакта в передаче получается сильно локализованным по длине зубьев из-за разницы радиусов r и R, на которых располагаются режущие кромки внутренних и наружных резцов (рис. 4.8.).
|
|
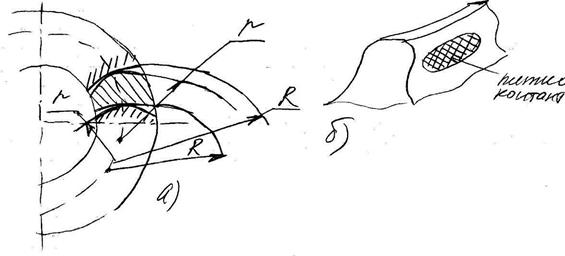
Рис. 4.8. – Схема зацепления зубьев, обработанных двусторонней головкой.
Управление длиной пятна контакта при этом способе формообразования зубьев невозможно. Вследствие этого способ применяют для мелкомодульных колес с небольшой шириной венца и при изготовлении неответственных зубчатых колес в единичном производстве.
При одностороннем способе черновая обработка шестерни и колеса осуществляется двусторонней головкой, а чистовая обработка выпуклых и вогнутых сторон зубьев сопряженных колес производится раздельно односторонними головками. Наряду с достоинствами – высокой точностью обработки, простотой управления длиной пятна контакта, способ имеет существенный недостаток – низкую производительность, т.к. каждое колесо нарезается в 3 установа.
При двусторонне-одностороннем (простом двустороннем) способе чистовое нарезание зубьев шестерни осуществляется последовательно двумя односторонними головками, а чистовое нарезание зубьев колеса – двусторонней головкой за 1 установ. Черновая прорезка впадин у шестерней колеса производится двусторонними головками. Данный способ производительней, чем односторонний, и позволяет управлять длиной пятна контакта. Этот способ применяют для изготовления высококачественных конических колес в массовом производстве.
|
|
Для повышения производительности был разработан способ изготовления полуобкатных передач. Зубья колеса 1 в такой передаче нарезают методом копирования двусторонней головкой. В результате они имеют трапецеидальный профиль (рис. 4.9.). Зубья шестерни 2 нарезают методом обката при раздельной чистовой обработке выпуклых и вогнутых сторон. При этом изменение профиля зуба колеса компенсируется изменением профиля зуба шестерни. Для этого на станке имеется специальный механизм модификации обката.

Рис. 4.9. – Схема зацепления колес полуобкатной передачи.
Преимущество полуобкатных передач по сравнению с обкатным в том, что обработка зубьев колеса осуществляется более производительно. В основном это относится к чистовому нарезанию, которое осуществляется в 3-5 раз быстрее. Полуобкатные передачи применяют, если передаточное число пары 3:1 и более.
При изготовлении колес с циклоидальными зубьями формообразование впадины обеспечивается согласованием угловой скорости вращения  заготовки со скоростями вращения инструмента вокруг его оси (главное движение резания
заготовки со скоростями вращения инструмента вокруг его оси (главное движение резания  ) и оси производящего колеса (движение
) и оси производящего колеса (движение  ). Таким образом, обработка ведется по методу обката с непрерывным делением. Зуборезная головка содержитN групп резцов. В каждой группе по 2 резца – один наружный и один внутренний. Резцы каждой группы последовательно прорезают одну из впадин колеса. За один оборот головки формируется n впадин. За 1 рабочий ход (поворот инструмента вокруг оси производящего колеса) формируются все зубья заготовки. Для обеспечения высокой точности шага зубьев число групп резцов не должно быть кратно числу зубьев заготовки. Метод отличается высокой производительностью, т.к. отсутствуют потери времени на деление и вспомогательные ходы.
). Таким образом, обработка ведется по методу обката с непрерывным делением. Зуборезная головка содержитN групп резцов. В каждой группе по 2 резца – один наружный и один внутренний. Резцы каждой группы последовательно прорезают одну из впадин колеса. За один оборот головки формируется n впадин. За 1 рабочий ход (поворот инструмента вокруг оси производящего колеса) формируются все зубья заготовки. Для обеспечения высокой точности шага зубьев число групп резцов не должно быть кратно числу зубьев заготовки. Метод отличается высокой производительностью, т.к. отсутствуют потери времени на деление и вспомогательные ходы.