ПРОИЗВОДСТВО ДРЕВЕСНЫХ ПЛИТ
Красноярск 2016
Министерство образования и науки Российской Федерации
ФГБОУ ВО «Сибирский государственный аэрокосмический университет имени академика М.Ф. Решетнева»
М.А. Баяндин
А.И. Криворотова
В.Л. Соколов
ПРОИЗВОДСТВО ДРЕВЕСНЫХ ПЛИТ
Учебного пособие по освоению части курса для студентов направлений 38.03.02 «Менеджмент» профиля подготовки «Производственный менеджмент» 15.03.02 «Технологические машины и оборудование», профиля «Машины и оборудование лесного комплекса» и 27.03.01. «Стандартизация и метрология» профиля подготовки «Стандартизация и сертификация» очной, очно-заочной и заочной форм обучения
Красноярск 2016
УДК 674.815
ББК 37.2
Баяндин, М.А. Производство древесных плит: учебное пособие по освоению части курса для студентов направлений 38.03.02 «Менеджмент» профиля подготовки «Производственный менеджмент» 15.03.02 «Технологические машины и оборудование», профиля «Машины и оборудование лесного комплекса» и 27.03.01. «Стандартизация и метрология» профиля подготовки «Стандартизация и сертификация» очной, очно-заочной и заочной форм обучения / М. А. Баяндин, А.И. Криворотова, В.Л. Соколов.- Красноярск: СибГАУ, 2016. - 78 с.
Табл. 16. Ил. 21. Библиогр.: 26 назв;
В учебном пособии приведены основные характеристики древесных плит выпускаемых в промышленных условиях. Представлены описания технологических процессов производства плитных материалов. Подробно изложены вопросы получения древесных частиц путем утилизации отходов лесопильно-деревообрабатывающих производств, сортировки измельченной древесины, смешивания со связующими и вяжущими веществами. Рассмотрены аспекты модификации древесных плит с цель повышения их эксплуатационных свойств.
Рецензенты: главный технолог деревообрабатывающего цеха
Ильченко И.А. (ООО «Сибремстройсервис»);
доцент Романова Н. А. (научно-методический совет СибГТУ).
ã М.А. Баяндин, 2016
ã А.И. Криворотова, 2016
ã В.Л. Соколов, 2016
ã ФГБОУ «Сибирский государственный аэрокосмический университет имени академика М.Ф. Решетнева»
Содержание
| Введение | |
| 1 Древесностружечные плиты ….………………………………………... | |
| 1.1 Древесностружечные плиты общего назначения …………….. | |
| 1.2 Ориентировано-стружечные плиты…………………………... | |
| 1.3 Специальные виды древесностружечных плит ……………… | |
| 2 Древесноволокнистые плиты ………………………………………….. | |
| 2.1 Древесноволокнистые плиты мокрого способа производства.. | |
| 2.2 Древесноволокнистые плиты сухого способа производства... | |
| 2.3 Теплоизоляционные древесноволокнистые плиты …………… | |
| 3 Плитные материалы на основе минеральных вяжущих ……………. | |
| 3.1 Цементно-стружечные плиты ……………………………………….. | |
| 3.2 Гипсостружечные и гипсоволокнистые плиты ……………………... | |
| Контрольные вопросы…………………………………………………….. | |
| Заключение ……………………………………………………………….. | |
| Библиографический список ………………………………………………. | |
| Приложение А (Справочное) Перечень ключевых слов …….……….. |
На мировом рынке композиционных материалов наблюдается тенденция роста производства и потребления древесных плит. Технологии плитных материалов способствуют повышению эффективности использования древесного сырья, за счет вовлечения неликвидных отходов деревообработки и использования малоценных древесных пород. В настоящее время это высокотехнологичные производства, которые позволяют обеспечить потребности в листовых материалах для производства мебели. Широкие возможности вариации эксплуатационных свойств позволяют использовать древесные плиты в такой отрасли как строительство, в частности в малоэтажном домостроении.
Часть курса «Производство древесных плит» является неотъемлемой составляющей при изучении таких дисциплин как «Технология композиционных материалов» для направления 38.03.02 «Менеджмент» профиля подготовки «Производственный менеджмент», «Технология композиционных материалов и древесных плит» для направления 15.03.02 «Технологические машины и оборудование», профиля «Машины и оборудование лесного комплекса» и «Основы технологий лесопромышленного комплекса» для направления 27.03.01. «Стандартизация и метрология» профиля подготовки «Стандартизация и сертификация». Материалы теоретической части данных дисциплин разработаны с учетом современных достижений отечественной и зарубежной науки и техники в области производства древесных плит.
В результате освоения теоретической части дисциплины «Технология композиционных материалов» у обучающегося направления 38.03.02 «Менеджмент» профиля подготовки «Производственный менеджмент» формируются следующие профессиональные компетенции (ПК):
ПК 21: готовность участвовать во внедрении технологических и продуктовых инноваций.
В результате освоения теоретической части дисциплины «Технология композиционных материалов и древесных плит» у обучающегося направления 15.03.02 «Технологические машины и оборудование», профиля «Машины и оборудование лесного комплекса» формируются следующие компетенции:
ПК-11: способность проектировать техническое оснащение рабочих мест с размещением технологического оборудования, умение осваивать вводимое оборудование;
ПК-12: способность участвовать в работах по доводке и освоению технологических процессов в ходе подготовки производства новой продукции, проверять качество монтажа и наладки при испытаниях и сдаче в эксплуатацию новых образцов изделий, узлов и деталей выпускаемой продукции;
ПК-13: умение проверять техническое состояние и остаточный ресурс технологического оборудования, организовывать профилактический осмотр и текущий ремонт технологических машин и оборудования;
ПК-15: умение выбирать основные и вспомогательные материалы, способы реализации технологических процессов, применять прогрессивные методы эксплуатации технологического оборудования при изготовлении технологических машин;
ПСК-1: способность применять деревоперерабатывающее оборудование и инструмент для производства изделий из древесины и древесных материалов.
В результате освоения теоретической части дисциплины «Основы лесопромышленного комплекса» у обучающегося по направлению 27.03.01. «Стандартизация и метрология» профиля подготовки «Стандартизация и сертификация» формируются следующие компетенции:
ПК 4: способность определять номенклатуру измеряемых и контролируемых параметров продукции и технологических процессов, устанавливать оптимальные нормы точности измерений и достоверности контроля, выбирать средства измерений и контроля, разрабатывать локальные поверочные схемы и проводить поверку, калибровку, юстировку и ремонт средств измерений.
1 Древесностружечные плиты
1.1 Древесностружечные плиты общего назначения
Древесностружечные плиты являются наиболее производимым листовым материалом на основе древесины. Это обусловлено рядом причин:
- экономия лесных ресурсов за счет использования практически всех отходов лесозаготовок и деревообработки;
- возможность полной механизации и автоматизации технологического процесса
- получение большеформатных плит с высокими физико-механическими свойствами.
1.1.1 Классификация древесностружечных плит
Согласно ГОСТ 10632-2014 приводится следующее определение:
Древесностружечная плита общего назначения – это материал применяемый в условиях, защищенных от увлажнения, изготовленный методом горячего плоского прессования древесных частиц, смешанных со связующим, используемый для товаров народного потребления, производства мебели и других видов продукции.
- по физико-механическим показателям – на марки Р-1 и Р-2;
- по качеству поверхности – на 1 и 2 сорта;
- по виду поверхности – на плиты с обычной и мелкоструктурной (М) поверхностью;
- по степени обработки поверхности – на шлифованные (Ш) и нешлифованные;
- по гидрофобным свойствам – на плиты с повышенной (В) и обычной водостойостью;
- по содержанию формальдегида – на классы эмиссии Е-0,5, Е-1, Е-2.
Таблица 1.1 - Стандартные размеры плит
| Параметры | Значение, мм | Предельное отклонение, мм |
| толщина | от 1 и более с градацией 1 | ± 0,3* (для шлифованных плит) -0,3/+1,7 |
| длина | от 1800 и более с градацией 10 | ± 5,0 |
| ширина | от 1200 и более с градацией 10 | ± 5,0 |
*Как в одной плите, так и в партии плит.
Физико-механические показатели плит плотностью от 550 кг/м3 до 820 кг/м3 должны соответствовать нормам, указанным в таблице 1.2.
| Наименование показателя | Норма для марок | |
| Р-1 | Р-2 | |
| Влажность, % | от 5 до 13 | |
| Предел прочности при изгибе, МПа, для плит толщиной, мм: от 6 до 13 от 13 до 20 от 20 до 25 | 10,5 10,0 10,0 | 11,0 11,0 10,5 |
| Предел прочности при растяжении перпендикулярно пласти, МПа, для плит толщиной, мм: от 6 до 13 от 13 до 20 от 20 до 25 | 0,28 0,24 0,20 | 0,40 0,35 0,30 |
| Шероховатость поверхности пласти, мкм, для нешлифованных плит |
В зависимости от содержания формальдегида плиты изготавливают трех классов эмиссии, указанных в таблице 1.3.
Таблица 3 - Классы эмиссии формальдегида
| Класс эмиссии | Содержание свободного формальдегида, мг на 100 г абсолютно сухой плиты |
| Е-0,5 | до 4 включительно |
| Е-1 | до 8 включительно |
| Е-2 | свыше 8 до 30 включительно |
По конструкции (числу слоев стружки): однослойные, трехслойные, пятислойные, многослойные.
В качестве сырья для изготовления древесностружечных плит применяют низкокачественную древесину хвойных и лиственных пород (ГОСТ9463-88), отходы лесопиления и деревообработки (горбыли, рейки, обрезки досок, стружку, опилки и т.д.), а также отходы фанерного производства (карандаши, шпон-рванину) и лесосечные отходы (сучья, откомлевки, вершинки).
Дровяная древесина для технологических нужд должна соответствовать требованиям ТУ 13-02-73685-404-89.
Технологические дрова для гидролизного производства и изготовления плит (ОСТ 13200-85). Диаметр сырья d≥20 мм; длина сырья b > 1 м. ДСтП могут изготавливаться из отходов фанерного производства (карандаш, шпон-рванина) путем переработки в технологическую щепу и дальнейшем измельчении в стружку. Физико-механические свойства данных материалов значительно не отличаются.
Для производства ДСтП используют технологическую щепу марки ПС согласно ГОСТ 15815-83. Требования к технологической щепе представлены в таблице 1.4.
Таблица 1.4 – Требования к технологической щепе в производстве ДСтП
| Наименование показателя | Щепа марки ПС |
| Содержание коры, % | 15,0 |
| Содержание гнили, % | 5,0 |
| Содержание минеральных примесей, % | 0,5 |
| Породный состав, %: хвойных лиственных | не регламентируется не регламентируется |
| Фракционный состав, %: остаток на ситах диаметром 30 мм остаток на ситах диаметром 20 и 10 мм остаток на ситах диаметром 5 мм на поддоне | не более 5,0 не менее 75,0 не менее 10,0 не более 10,0 |
Обугленные частицы и металлические включения не допускаются. Количество щепы, не соответствующей данным требованиям, не должно превышать 30% от объема всей партии. В большинстве случаев для производства древесностружечных плит используется технологическая щепа влажностью от 30 до 50 % [14].
Таблица 1.5 - Доля внутренних и наружных слоев ДСтП различной конструкции
| Конструкция и характер окончательной обработки плиты | Доля слоев в общей толщине плиты, % | ||
| Наружных | Промежуточных | Внутренних | |
| Трехслойные шлифованные | от 35 до 40 | - | от 60 до 65 |
| Пятислойные шлифованные | от 25 до 30 | от 15 до 20 | от 50 до 60 |
1.1.3 Технологический процесс производства ДСтП
Наиболее широкое распространение производства древесностружечных плит получили технологии изготовления трехслойных ДСтП, поэтому в данном пособии рассматриваются именно операции получения данных плит.
1 из круглых лесоматериалов (технологического сырья);
2 из технологической щепы или кусковых отходов.
На первой стадии технологического процесса необходим комплекс мер по подготовке сырья, который включает в себя следующие этапы:
1 Сортировка сырья по породам и качеству (отделяются легкодеформируемые породы для наружных слоев плиты и бревна с гнилью).
2 Гидротермическая обработка сырья (оттаивание зимой, увлажнение сухого сырья летом для получения качественной стружки).
3 Окорка круглых лесоматериалов.
4 Поперечная разделка круглых лесоматериалов на метровые отрезки на установках слешерного типа ДЦ-10.
5 Продольная разделка метровых отрезков для удаления гнили и уменьшения размеров крупных чурок на дровокольных станках типа КГ, КМ, КЦ.
При использовании в качестве сырья технологической щепы дополнительно привлекаются отходы лесопиления и деревообработки и низкокачественные круглые лесоматериалы, которые перерабатываются в щепу в рубительных машинах типа МРГ, МРН, МРП-10. После этого производится сортировка щепы на установках типа СЩ-1 или СЩ-120.
Изготовление ДСтП из технологического сырья осуществляется по по схеме представленной на рисунке 1.1.
 | |||||||
 | |||||||
 |
Рисунок 1.1- Технологическая схема производства трехслойных ДСтП

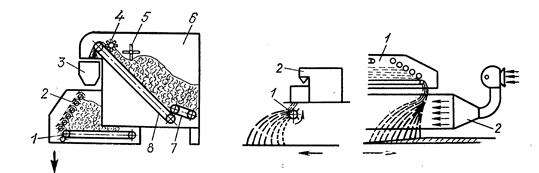
1 – загрузочный транспортёр, 2 – редуктор, 3 – привод транспортёра, 4 – натяжной ролик, 5 – питатель, 6 – привод питателя, 7 – ремённая передача, 8 – редуктор, 9 – ножевой вал, 10 – привод ножевого вала
Рисунок 4.1 – Схема центробежного станка ДС-6
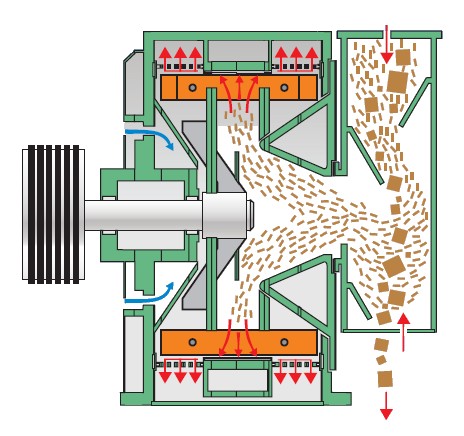
В настоящее время, несмотря на то, что стружка, получаемая на станках с ножевым валом из круглых лесоматериалов позволяет обеспечить высокие механические характеристики плит, все большее распространение получают центробежные стружечные станки. Данная группа станков предназначена для измельчения технологической щепы в стружку (игольчатого вида) применяют станки типа ДС-7, Maier MRZ и их модификации (рисунок 1.3).


Рисунок 1.3 – Схема центробежного станка
Согласно представленной схеме загружаемая сверху щепа попадает на крыльчатку, вращающуюся внутри ножевого барабана. На внутренней стороне барабана установлены ножи, которые измельчают щепу, прижимаемую к ним под действием центробежных сил. Размер получаемой стружки зависит от выступа ножей и от величины зазора между ножом и корпусом барабана.
Межоперационное хранение стружки. Для обеспечения бесперебойной работы основного технологического оборудования на предприятия производящих ДСтП предусматриваются межоперационные запасы стружки. В большинстве случаев хранение стружки производится в вертикальных бункерах, емкость которых зависит от часового расхода материалов на предыдущей операции.
Подача стружки в бункера, может осуществляется пылевыми вентиляторами по воздуховодам или при помощи транспортеров. Бункеры снабжены ворошителями и дозаторами для равномерной подачи стружки на последующую операцию.
Сушка стружки в технологии ДСтП. Начальная влажность сырья в производстве ДСтП колеблется в широких пределах: от 6 до 12% (у отходов деревообработки) до 100% (у круглых лесоматериалов). Влажность стружки наружных слоев должна быть больше влажности стружки внутренних слоев для того, чтобы при прессовании испаряемая под действием температуры влага наружных слоев в виде перегретого пара под давлением поступало во внутренние более рыхлые слои плиты, ускоряя процесс желатинизации клея внутренних слоев.

1- циклон; 2- пылевой вентилятор; 3 – сушильный барабан; 4 - дозатор
Рисунок 1.4– Схема барабанной сушильной установки
Требуемая конечная влажность стружки в зависимости от способа прессования и слоя плиты составляет от 0 до 4%.
В зависимости от начальной влажности сырья сушка стружки может производиться в одну и две стадии. При влажности сырья выше 80% производят стружку в две стадии. На первой стадии стружку подсушивают до влажности от 60 до 80%, на второй стадии сушат до конечной требуемой влажности. Желательно производить сушку стружки для наружных и внутренних слоев раздельно.
На данной технологической операции чаще используют барабанные сушилки и сушилки с сопловым дутьем. На первой стадии сушки с высокой влажностью используют трубу сушилку или циклонную приставку.
Сортировка стружки и её доизмельчение. Целью операции сортировки является разделение стружки по размерам. В случае производства трех и пятислойных плит при сортировке разделяют стружку для каждого из слоев. Мелкую стружку и пыль могут сжигать, крупную стружку измельчают в молотковых дробилка или зубчато-ситовых мельницах.
 |
|

Рисунок 1.5 – Схема работы сортировочного устройства
На второй стадии производят пневматическую сортировку стружки. Механическая сортировка позволяет сортировать стружку по длине и ширине, пневматическая – по массе (толщине).
Доизмельчение стружки. Необходимость в дополнительном измельчении стружки возникает из-за чрезмерной ширины частиц, получаемых на стружечных станках, как центробежных, так и с ножевым валом. Станки вторичного измельчения отличаются большим многообразием типов и конструкций. Особенно распространены молотковые дробилки и мельницы с зубчато-ситовыми барабанами. В них крупные частицы размалываются на более мелкие путём истирания.
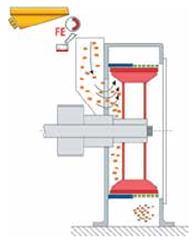


Рисунок 1.6 – Мельница для доизмельчения древесной стружки
Приготовление связующего. Клей готовится в отдельном помещении в клеемешалках. Предварительно определяются: вязкость, рН, концентрация смолы, расход отвердителя (в процентах к массе смолы).
Отвердитель первоначально разводится водой и вмешивается в смолу при постоянном перемешивании. Концентрация готового клея с учетом наличия отвердителя должна составлять:
- для наружных слоев от 50 до 56 %;
- для внутренних слоев от 54 до 60 %.
Повышенная концентрация клея для внутренних слоев необходима для ускорения его желатинизации, так как стружка внутренних слоев прогревается позже, чем стружка наружных слоев.
Расход клея составляет:
- для наружных слоев от 11 до 14 %;
- для внутренних слоев от 8 до10 %.
Готовый клей шестеренчатыми насосами дозированным объемом по трубопроводам подается в смеситель стружки с клеем.
Осмоление древесной стружки. Смешивание стружки со связующим производится в смесителях, куда дозированным объемом поступает стружка (рисунок 1.7).
Клеевоздушная смесь по пустотелому валу форсунками распыляется в вихреобразный поток стружки, создаваемый вращающимся валом с лопатками. Толщина клеевой пленки на поверхности стружки составляет от 7 до 30 мкм. Осмоленная стружка в конце смесителя подается на ленточный конвейер, идущий к формирующим машинам. Производительность смесителя – от 2 до 10 тыс. кг/час, коэффициент заполнения смесителя – 65 %. Для охлаждения смесителя 6 полый корпус подаётся холодная проточная вода.

1- барабан; 2 – вал; 3, 4 – лопасти; 5 – окно загрузки; 6 – распылитель; 7 – центральный канал вала; 8 – канал для охлаждения вала; 9 – окно разгрузки
Рисунок 1.7 – Схема быстроходного смесителя
На первой стадии производят формирование нижнего наружного слоя, за тем формируют внутренний слой, и на последней стадии производят формирование верхнего наружного слоя.
а б в
Рисунок 1.8 – Схемы формирующих машин
От работы формирующих машин зависит качество получаемой плиты и распределение плотности по ее толщине. В случае некачественной работы формирующих машин, при последующей механической обработке готовых плит может происходить частичное удаление наружного слоя. Не семеричная настилка ковра приводит к короблению готовых плит при изменении температурно-влажностных условий при эксплуатации изделий.
Контроль качества стружечных пакетов. Данная операция осуществляется весовым методом для отдельных пакетов. Коэффициент вариации точности формирования составляет от 7 до 8 %.
При периодическом прессовании ковер разделяется на пакеты, длина которых равна длине плиты с припуском на обрезку. Несоответствующие по массе пакеты после взвешивания сбрасываются с конвейера, и стружка вновь поступает в формирующую машину.
Холодная подпрессовка пакетов. Производится для уменьшения толщины пакета и предотвращения просыпания мелких частиц внутрь пакета. Для реализации данной операции используют: одноэтажные плоские вальцовые и гусеничные пресса. При этом используют следящие режимные параметры обработки стружечного пакета:
- давление – от 0,8 до 1,2 МПа;
- температура – 20 ºС;
- продолжительность прессования – от 15 до 20 с.
Горячее прессование плит. Производительность цеха по производству ДСтП определяется производительностью головного оборудования – прессовой установки.
Под режимом прессования понимают условия, при которых осуществляется процесс прессования плит. Основными характеристиками режима прессования являются:
- температура прессования (плит пресса);
- давление прессования;
- удельная продолжительность прессования;
Под диаграммой прессования понимают график изменения давления прессования во времени. Давление прессования выбирается с учетом плотности готовых плит. Во время прессования величина давления должна быть несколько больше, чем упругое сопротивление пакета сжатию. Пример построения диаграммы прессования приведен на рисунке 1.9.

τз - продолжительность загрузки пресса; τс - продолжительность смыканиия плит; τп - продолжительность подъёма давления; τвд - продолжительность выдержки при давлении Р = max; τсн - продолжительность снижения давления; τвыд - продолжительность прессования; τо - продолжительность выдержки пакета при давлении Р = 0; τр -продолжительность размыкания плит пресса; τц - продолжительность цикла работы пресса.
Рисунок 1.9 – Диаграмма прессования древесностружечных плит
Обработка готовых плит. Начинается с операции охлаждения (кондиционирования). Охлаждение плит необходимо производить после прессования, перед механической обработкой. Данную операцию рекомендуют производить в веерных охладителях и климатических камерах. Кондиционирование плит в ряде случаев производят перед операциями калибрования и шлифования. Для этого плиты выдерживают на складе в стопах, составляют из пачек толщиной не более 400 мм. Целью данной операции является снижение температуры плит, выравнивание влажности по сечению материала и снятие внутренних напряжений.
Для придания плитам требуемого формата предусмотрена операция форматной обрезки. Готовые плиты поступают на круглопильные станки с фрезерными головками, где их обрезают с четырех сторон. Обрезки плиты доизмельчаются фрезерными готовками. Полученная таким образом стружка возвращается с производственный процесс – по системе пневмотранспорта поступает в бункера сухой стружки.
Далее готовые плиты сортируют, маркируют, если это требуется, упаковывают и отгружают потребителю.
1.2 Ориентировано-стружечные плиты
Ориентированно-стружечные плиты (ОСП или OSB) это - листовой материал, изготовленный из склеенной между собой древесной стружки определенной формы, ориентированной в наружных слоях, преимущественно, параллельно ее длине или ширине, а во внутреннем слое перпендикулярно ее направлению или расположенной произвольно.
Данный материал в отличии от ДСтП сориентирован на строительную отрасль, как заменитель фанеры.
1.2.1 Классификация ОСП
Требования к ОСП регламентируются ГОСТ 32567-2013, согласно, которого вводятся следующие классификации плит.
По применению в зависимости от физико-механических показателей плиты разделяют на четыре типа:
- ОСП-1 - плиты, не несущие нагрузку, предназначенные для применения внутри помещения в сухих условиях;
- ОСП-2 - плиты, несущие нагрузку, предназначенные для использования в сухих условиях;
- ОСП-3 - плиты, несущие нагрузку, предназначенные для использования во влажных условиях;
Сухие условия применения плит: Условия, которые характеризуются влажностью материала, приведенной к температуре воздуха 20 °С и относительной влажности окружающего воздуха, превышающей значение 65% только в течение нескольких недель в году.
Влажные условия: Условия, которые характеризуются влажностью материала, приведенной к температуре воздуха 20 °С и относительной влажности окружающего воздуха, превышающей значение 85% только в течение нескольких недель в году.
Плиты, несущие нагрузку, плиты, несущие повышенную нагрузку. Плиты, имеющие физико-механические показатели, позволяющие использовать их в несущих конструкциях, элементов зданий, а также в иных объектах с повышенной нагрузкой.
В зависимости от содержания формальдегида в плите, выделения формальдегида в воздух плиты подразделяют на три класса эмиссии формальдегида – Е-0,5, Е-1 и Е-2.
Плиты по степени обработки поверхности разделяют на нешлифованные (НШ) и шлифованные (Ш).
Значение физико-механических свойств плит указываются в соответствии с марками плит и подробно представлены в стандарте.
1.2.3 Сырье и материалы
Введу того что, основной сферой применения ОСП является строительство, предопределяющее жесткие условия эксплуатации данные плиты отечественной промышленностью изготавливаются с применением фенолоформальдегидных смол. Наиболее широко используется смола СФЖ-3014, физико-химические свойства представлены в таблице 1.6.
| Наименование показателей | Величина показателей |
| Внешний вид | Однородная жидкость от красновато-коричневого до темно-вишневого цвета, в пределах одной партии одного цвета,без механических примесей |
| Массовая доля сухого остатка,% | от 50 до 55 |
| Массовая доля свободного формальдегида,%, не более | 0,05 |
| Вязкость условная по вискозиметру ВЗ-246 (диаметр сопла 4мм),с | от 17 до 90 |
| Время желатинизации при 100 оС, с | от 50 до 120 |
| Массовая доля щелочи, % | от 4,5 до 5,5 |
| Предел прочности при скалывании по клеевому слою фанеры после кипячения в воде в течение 1 ч, МПа, | от 1,6 до 1,8 |
1.2.2 Технологический процесс производства ОСП
Производство ОСП аналогично технологии древесностружечных плит общего назначения, но при этом существует ряд различий. Наиболее значимым является размеры древесных частиц и соответственно способы их получения.
Получение крупноразмерной стружки. Крупная плоская стружка (стрэнды) толщиной от 0,4 до 0,9 мм, шириной от 30 до 40 мм и длинной до 150 мм, для плит OSB производится на специальных стружечных станках, которые бывают дисковые и барабанные. Сырьём служат окорённые длинные брёвна или мерные чураки диаметром не менее 50 мм. Нарезаемая стружка сортируется после сушки, древесная пыль идёт на сжигание, а слишком крупные частицы возвращаются в станок на повторное измельчение. На рисунке 1.8 показан стружечный станок, предназначенный для изготовления стрэндов заданной длины, ширины и толщины – как из коротких сортиментов, так и из длинномерного сырья.

Рисунок 1.10 – Барабанный станок для получения крупноразмерной стружки
Осмоление крупноразмерной стружки. Нанесение связующего традиционными способами в быстроходных смесителях применяемых в технологиях древесностружечных плит с учетом размерных храктеристик стружки для ОСП плит не представляется возможным. Это обусловлено, прежде всего измельчением частиц, что приводит к снижению механических свойств ориентировано-стружечных плит. Поэтому в данных технологиях применяются тихоходные смесители.
Формирование стружечного ковра с ориентацией стружки. В большинстве случаев ОСП по конструкции представляют собой трехслойные плиты с взаимно перпендикулярным расположением стружки в слоях. Поэтому материал обладает разными свойствами, по главной оси (наружные слои) прочность плит в 1,5 – 2 раза выше, чем по вспомогательной оси (внутренний слой). Схема ориентации стружки на стадии формирования ковра представлена на рисунке 1.11.
 |

Рисунок 1.11 – Схема формирования ковра и ориентации стружки
В остальном технология ориентированно-стружечных плит в многом сходна с технологией ДСтП. Горячее прессования осуществляется по диаграмме ранее представленной на рисунке 1.8. Окончательная обработка плит предполагает операции кондиционирования, обрезки по формату и при необходимости шлифования.
1.3 Специальные виды древесностружечных плит
Придание древесностружечным плитам таких свойств как повышенная водостойкость, огнестойкость и биостойкость предопределяет введение модифицирующих добавок или использование специальных связующих. В большинстве случаев гидрофобизаторы (повышение водостойкости), антипирены (отвечают за снижение горючести) и антисептики (повышение биостойкости) вводятся на стадии осмоления древесных частиц. Ранее существовали способы модификации древесины, однако введу их малой эффективности, данное направление практически не реализовывалось.