Токарный станок
1. Тела вращения (простые балясины)
2. Фрезеровка плоскостей квадрата (на гнанях (плоскостях прямых) балясины)
3. Фрезеровка вращение (3д фигур)
4. Фрезеровка канелюр
Тела вращения
Если надо создать балясину 50*50 то надо тело вращения надо делать меньше 50*50 а 48*48 из-за того что балясина может быть неровной и та сторона которая меньше может быть недорез.
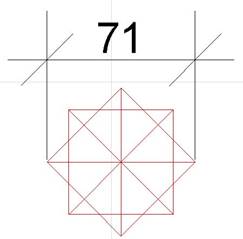
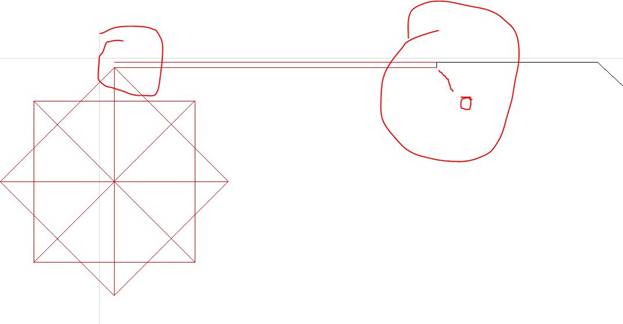
1 надо создать фигуру квадрат 50*50, скопировать ее, развернуть на 45 градусов.
2 Измерить диагональ 71 мм. Радиус 35.5 мм
5. Ноль ставим так что бы нож не задевал заготовку при холостом (не режущем проходе), то есть ставим 0 на 37 мм, или рисуем траекторию так что бы нож на нерезныех местах не задевал заготовку. Будем делать траекторию так что бы 0 ставить на заготовке (уже на токарном станке) а траектория сама будет составлена так что бы нож на нерезных местах огибал заготовку с отступом на 2 мм, то есть исключим эту проблему на уровне начальном, на уровне чертежа
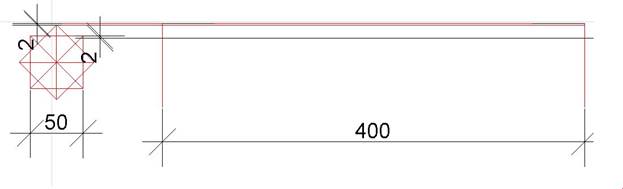
6. Допустим заготовка 400 мм 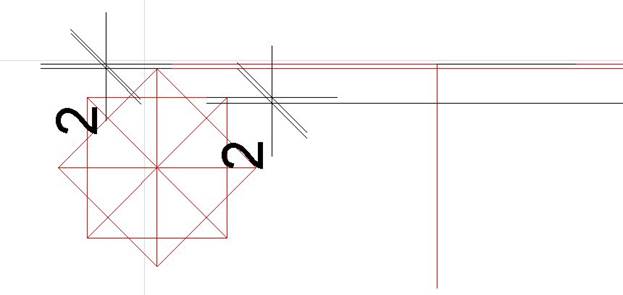
7. То есть рисуем (вспомогательные линии) линию на 2 мм выше квадрату который развернут на 45 градусов, что бы нож не задел заготовку, и рисуем линию на 2 мм ниже квадрату что бы при неровности заготовки и она меньше в некоторых местах, нож гарантированно дорезал заготовку что бы не оставалось квадратных мест где должен быть резное место.
8. 
9. 
10. Убираем вспомогательные линии 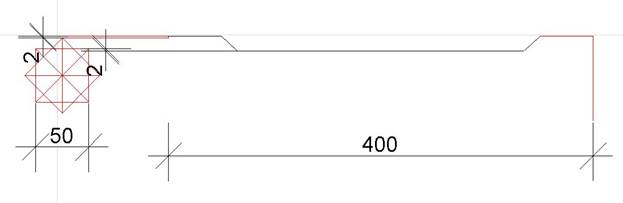
11. 
12. Траектория у нас черная линия. То есть это по которому пойдет нож. Цвет не важен, это для понимания. Нож стоит на 0, поднимается на 2 мм над заготовкой, проходит нерезное место, у нас оно 50 мм, и начинает врезаться в заготовку.
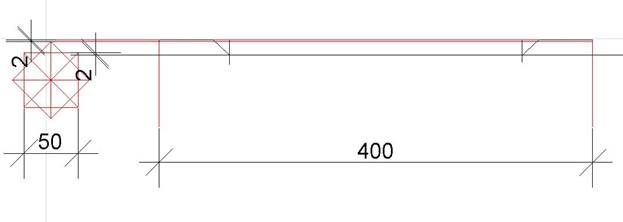
13. Второй конец заготовки нерезной траектории мы убираем полностью, что бы нож не ходил вхолостую и не задел станину станка 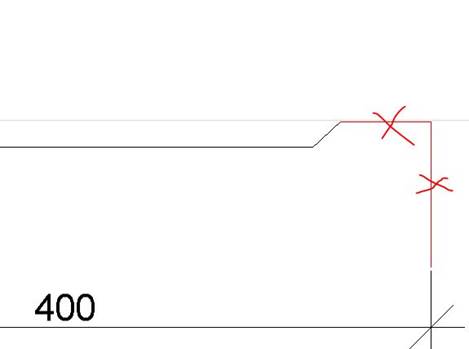
14. Должны получить в итоге такое 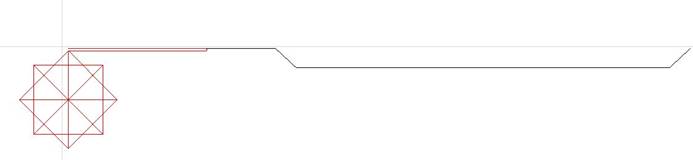
15. Убираем лишее и наша траектория готова

16. Сохраняем чертеж в формате DXF на флешку.
РАБОТА НА СТАНКЕ.
1. Отрезаем заготовку 50*50 длинной 400 мм.
2. Программа не приняла файл. Так как заготовка неверная. Слишком короткие заготовки станок не режет.
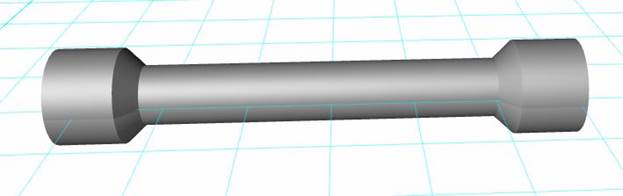
3. Должна была получиться такая балясина с квадратными концами
4. Рисуем балясину на 500 мм. Если надо вырезать такие короткие балясины или ножки коротенькие, то делаем заготовку длиннее, или делаем заготовку такую какую хотим, но рисуем траекторию длиннее, и где не нужна резьба тракеторию рисуем так что бы нож шел с отступом от балясины как и приводилось в начале на расстоянии 2 мм от заготовки
5. Отрезаем заготовку на 500 мм
6. Открываем на токарном станке 
7. 
8. 
9. Вкладка должна быть окрыта turning parameters 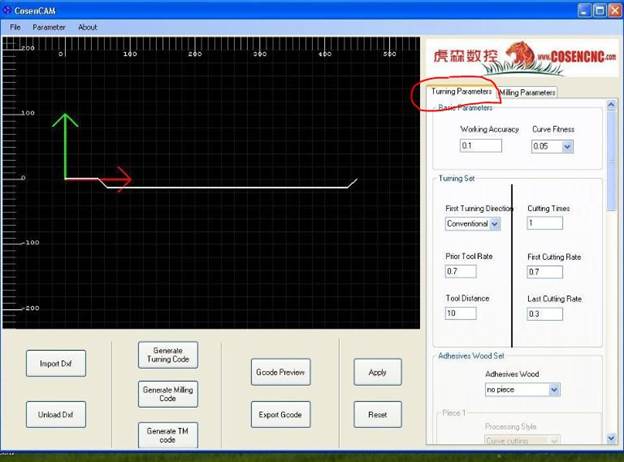
10. Нажимаем apply появиться сообщение, нажимаем ок
11. Нажимаем generate turning code, появиться сообщение нажимаем ок. 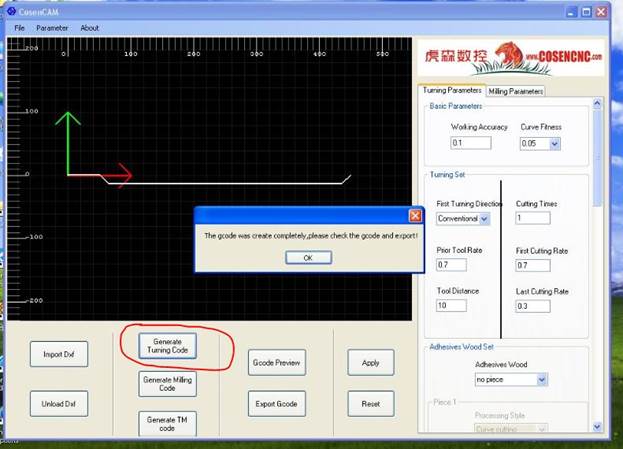
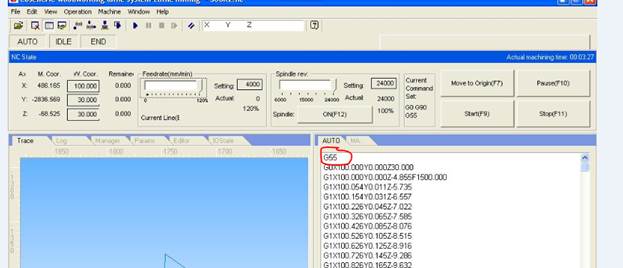
12. Нажимаем Gcode Preview должно появиться окно с надписями координатами. Как на рисунке 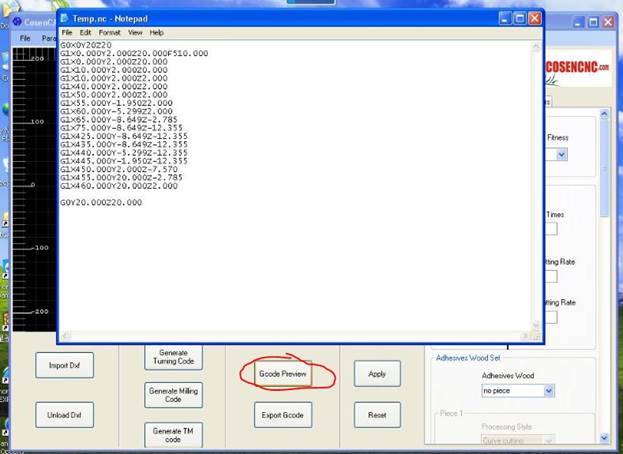
13. Нажимаем Export Gcode и сохраняем данный код в папке этой балясины, или в другом месте. Появитсья сообщение о успешной генерации 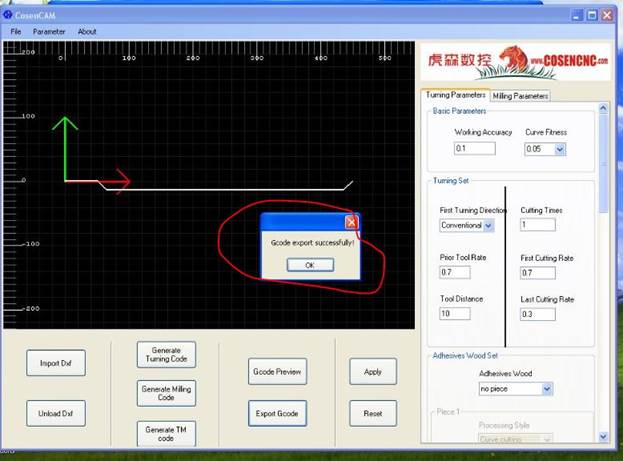
14. Настройка токарного резца, при телах вращения  turning parametrs (параметры поворота)
turning parametrs (параметры поворота)
15.  working accuracy (точность обработки)
working accuracy (точность обработки)
16.  (кривая фитнеса)
(кривая фитнеса)
17.  Направление первой обработки
Направление первой обработки
18.  количество обработок
количество обработок
19.  Первичная скорость инструмента
Первичная скорость инструмента
20.  скорость первой обработки
скорость первой обработки
21.  расстояние инструмента
расстояние инструмента
22.  Скорость последнеей обработки
Скорость последнеей обработки
23. Код готов
Подготовка станка
1. Отрезаем заготовку 500 мм
2. Чертим на заготовке диагонали и шилом центр протыкаем для закрепления на станке с обеих сторон 
3. Снимаем шпиндель 
4. Ослабляем зажим что бы шпиндель уехал наверх и не мешал точению 
5. Ослабляем гайку на 19 
6. Откручиваем фиксирующую шпиьку 
7. Ставим переключатели circ на 11 часов Plat на 13 часов 
8. plat engravure – плоский гравюра
9. радиусная гравюра - circulare
10. Ставим заготовку на место и зажимаем вручную 
11. Контрирующую не закручиваем, так как если заготовка ослабнет, то ее уже дожмет пневмоприжим, а если ее затянуть, то пневмоприжим не сможет сжать заготовку
12. Прижимаем пневмозажимом, передвигая рычажок к двигателю станка 
13. Заготовка установлена
Программа резки
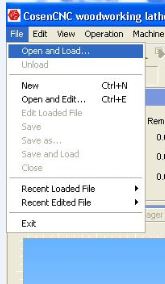
1. Открываем 
2. 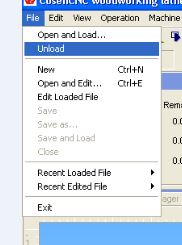 это обязательно. Unload
это обязательно. Unload
3. 
4. 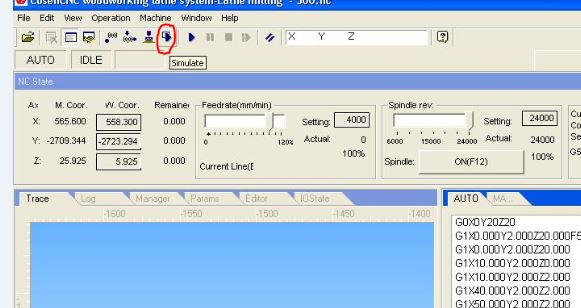
5. Смотрим траекторию правый клик мыши по синему экрану, проверяем 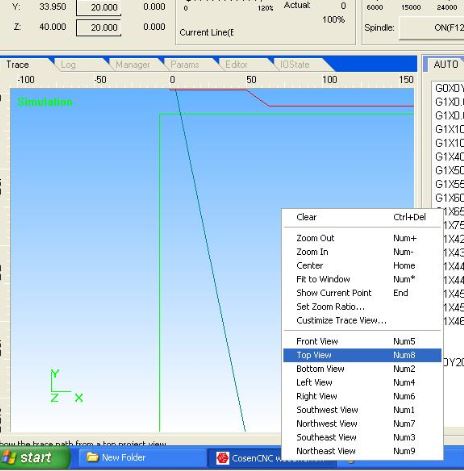 троекторию
троекторию
6. готово 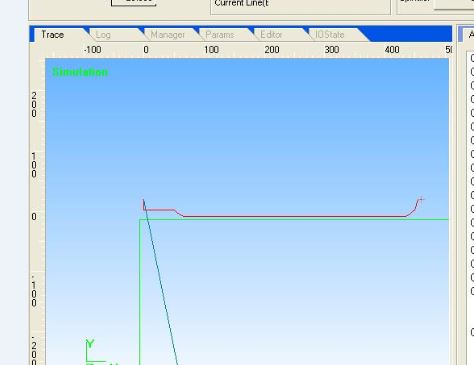
7. отключаем Simulate 
8. Переходим из вкладки AUTO на вкладку МА….. 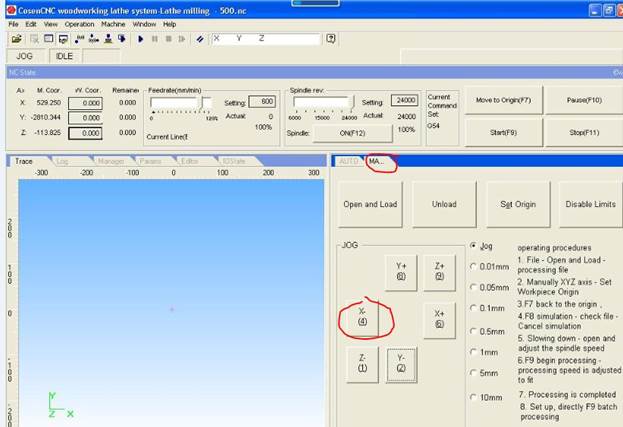
Один раз кликаем по любой координате для активации данных кнопок.
9. Должен быть нажат JOG – ручное изменение координат
10. Заготовку повернуть вокруг оси что бы наверх показывал острый угол заготовки 
11. Подгоняем нож Z к углу бруска кнопками на клавиатуре 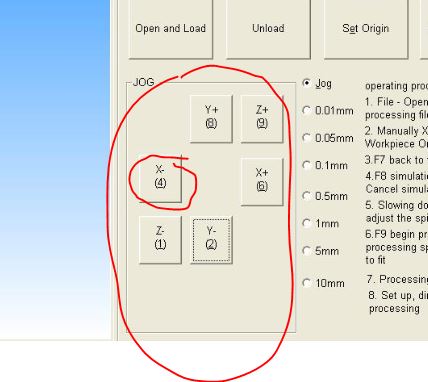
12. 
13. Вращаем брусок. Если брусок поставлен криво, или не симметричный, то ставим Z нож (на нем написано Z) таким образом что бы при вращении брусок задевал нож. То есть по самому большому выступу бруска при вращении.
14. Теперь нож Y ставим так же на на край бруска. Z нож уже на 8 мм будет дальше бруска. Так же проворачиваем брусок и по самому большому выступу его равням. 
15. Обнуляем все координаты  (кликаем мышкой по областям W.Coor). должны появитсья на всех координатах где подчеркнуто 0
(кликаем мышкой по областям W.Coor). должны появитсья на всех координатах где подчеркнуто 0
16. Если поля X Y Z грязные, то есть появились там надписи то их стираем.  Они должны быть пустыми
Они должны быть пустыми
17. Скорость подачи ставим ближе к 0 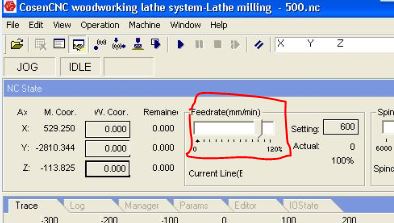
18. Для дальнейшего точения канелюр нужно сохранить координаты в любой ячейке. Для простого точения не надо, но привычку лучше эту иметь. В нашем случае это ячейка 4 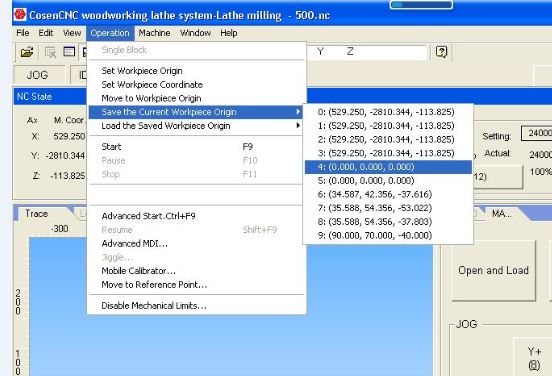
19. Нажимаем operation – move to ……. Это отгоняем ножи на безопастное расстояние 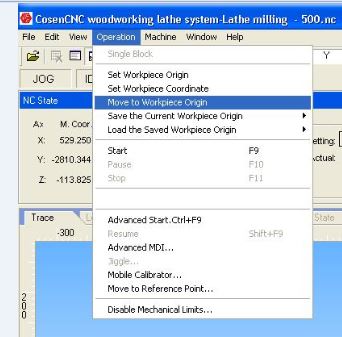
20. Переходим с вкладки МА…… на вкладку AUTO 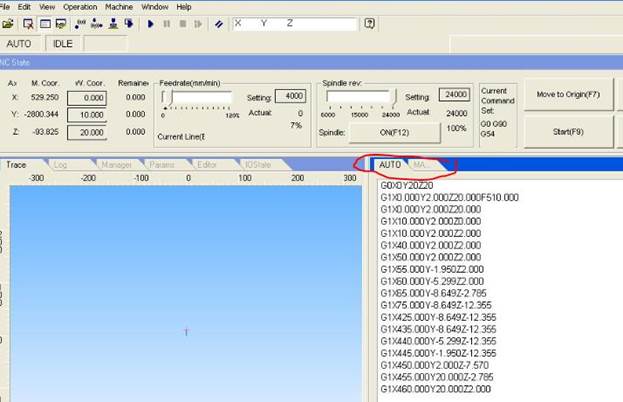
21. Далее кнопка F9 это старт, F10 это пауза, F11 это стоп. Руку держать надо на F11
22. После точения отгоняем ножи на начало, или можно там же. Нажимаем F12 просто вращение, для шлифовки. Остановка F12
23. Отгоняем на начало ножи кнопкой CTRL + 4
Балясина готова

ИЗГОТОВЛЕНИЕ КАНЕЛЮР
1. Рисуем балясину, точим ее, шлифуем.
2. Берем траекторию балясины которую выточили.
3. Открываем
4.
5.
6. Нажимаем Apply
7. Открываем вкладку Milling (фрезерование) 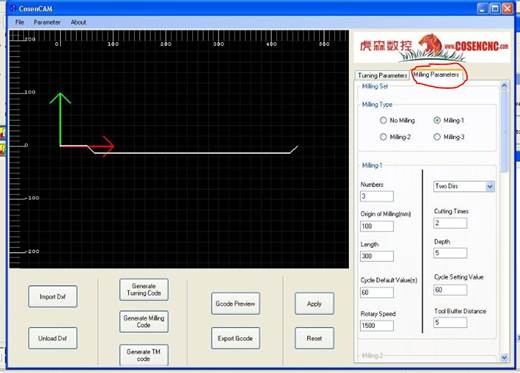
8. Количество зон фрезеровки. То есть если канелюры сплошником идет то зона 1, если надо вырезать канелюру допустим на одном отрезке, дальше будет просто место без канелюр и через некоторое расстояние будет еще канелюра то зон будет уже 2 и каждую зону надо будет настраивать по отдельности. Возьмем одну зону, на всю длину балясины 
9. Количество каналов. Ставим цифру допустим три канала 
10. 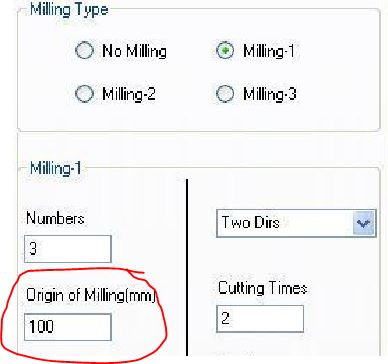 расстояние от начала канавки до начала координат(начало координат у нас это уголочек балясины) поставим 100 мм
расстояние от начала канавки до начала координат(начало координат у нас это уголочек балясины) поставим 100 мм
11. 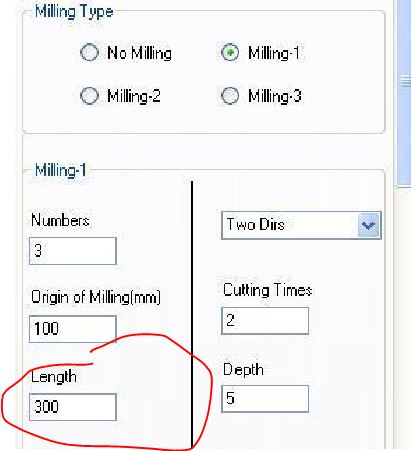 это длинна канавки. То есть у нас была балясина симметричная (то есть 50 мм осталось недорезанной – квадратной и снизу и сверху. Что бы было ссиметрично поставили от начала балясины 100 мм. Что бы канавка и от другого конца была на таком же расстоянии надо поставить 300.
это длинна канавки. То есть у нас была балясина симметричная (то есть 50 мм осталось недорезанной – квадратной и снизу и сверху. Что бы было ссиметрично поставили от начала балясины 100 мм. Что бы канавка и от другого конца была на таком же расстоянии надо поставить 300.
12.  это по часовой или против часовой, смотря какой знак. значение по умолчанию «60» – по часовой. Если «-60» то против
это по часовой или против часовой, смотря какой знак. значение по умолчанию «60» – по часовой. Если «-60» то против
13.  Скорость шпинделя наверное????? пробовал менять ничего не меняется
Скорость шпинделя наверное????? пробовал менять ничего не меняется
14.  возврат шпинделя. Или по воздуху (фреза выходит из заготовки на безопастное расстояние и идет на начало координат что бы делать следующую канавку) или внутри заготовки идет на начало. two dirs – два дира внутри заготовки туда – обратно не выходя. Single (один) dir (дир) положительный по часовой ходит (прорезал, вышел, по воздуху пришел вначало и следующий заход. Single negative против часовой
возврат шпинделя. Или по воздуху (фреза выходит из заготовки на безопастное расстояние и идет на начало координат что бы делать следующую канавку) или внутри заготовки идет на начало. two dirs – два дира внутри заготовки туда – обратно не выходя. Single (один) dir (дир) положительный по часовой ходит (прорезал, вышел, по воздуху пришел вначало и следующий заход. Single negative против часовой
15.  cutting times - (время резки) количество проходов наскольно я понял.
cutting times - (время резки) количество проходов наскольно я понял.
16.  (перевод – глубина). Глубина канавки в мм
(перевод – глубина). Глубина канавки в мм
17.  (значение параметра цикла) угол канелюры. Значении 0 будет по прямой. 60 один оборот. 120 – два оборота. Если нужен угол то значение = угол / 6. Если будет 0 то фреза режет прямо. Пример. если канавок 2 шт и Cucle Default стоит 60 и Cucle settings Value 60 то канавок будет 2 начинаются на противоположенных сторонах балясины, то есть начала напротив друг друга.
(значение параметра цикла) угол канелюры. Значении 0 будет по прямой. 60 один оборот. 120 – два оборота. Если нужен угол то значение = угол / 6. Если будет 0 то фреза режет прямо. Пример. если канавок 2 шт и Cucle Default стоит 60 и Cucle settings Value 60 то канавок будет 2 начинаются на противоположенных сторонах балясины, то есть начала напротив друг друга.
18.  (расстояние буфера инструмента) глубина 1 прохода тоже нихуя не понял
(расстояние буфера инструмента) глубина 1 прохода тоже нихуя не понял
19. Нажимаем apply
20. Нажимаем generator milling code (генератор фрезерного кода) 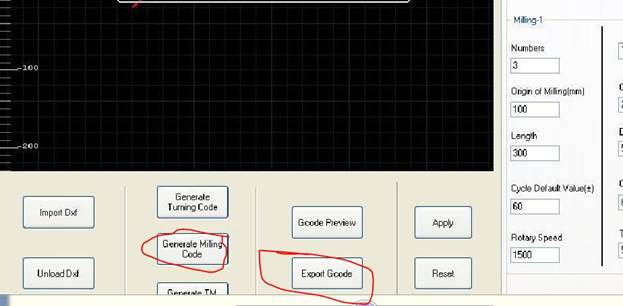
21. Далее нажимаем export Gcode и сохраняем этот код
Резьба конелюры на станке
1. Открываем
2. это обязательно. Unload
3. открываем файл который был для точения, что бы канавки повторяли траекторию балясины. Короче тот же файл что и на точнение этой балясины. То есть мы нарисовать балясину, выточить ее при помощи точения, потом этот же файл открыть в программе но уже для вырезания конавок
4.
5. Смотрим траекторию правый клик мыши по синему экрану, проверяем троекторию
6. готово лучше смотреть по NUM3
7. отключаем Simulate
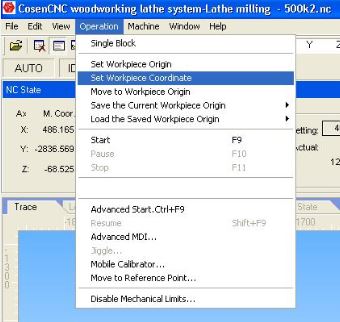
8. Проверка G кода (ОБЯЗАТЕЛЬНО). G54 – точение, а G55 – фрезеровка (milling). Если стоит G54 то его надо поменять на G55. Делается это так.
9. 
10. 
11. 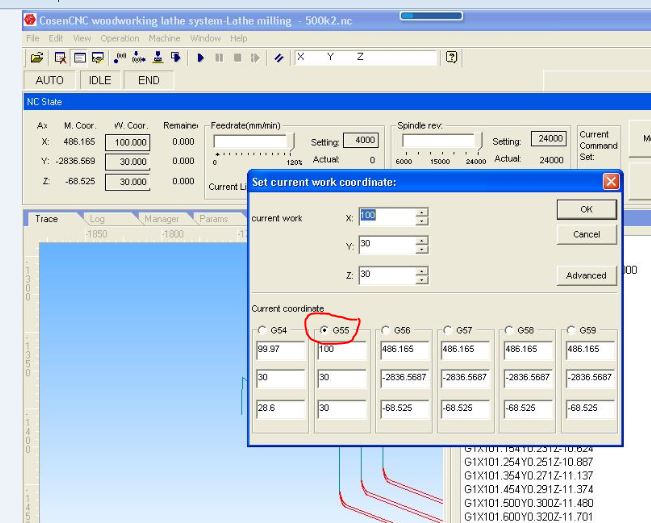 нажимаем G55 фрезерование (milling) и жмем “ок».
нажимаем G55 фрезерование (milling) и жмем “ок».
Переходим из вкладки AUTO на вкладку МА….. Один раз кликаем по любой координате для активации данных кнопок.
12. Z и Y отгоняем на безопастное расстояние, что бы когда шпиндель опустился, фрезой не задел заготовку или статину станка.
13. Ослабляем зажим который держит фрезу по высоте 
14. Опускаем фрезер  переключая эти кнопки в такое положение
переключая эти кнопки в такое положение
15. Зажимаем зажим
16. Ставим заготовку
17. Ставим фрезу на угол заготовки 
18. Z и Y и X делаем нулями 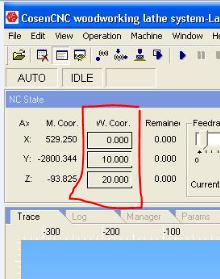 просто кликаем мышкой по этим полям
просто кликаем мышкой по этим полям
19. Проверяем поля что были пустыми 
20. Отгоняем фрезу на безопастное расстояние 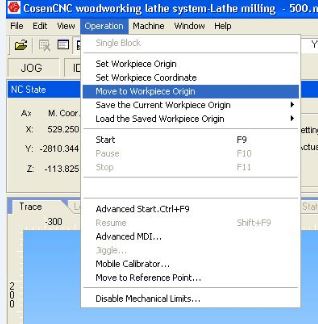
21. Запускаем программу F9. F11 аварийная остановка F10 пауза. F7 перемещение фрезы назад в начальное положение