ОБРАБОТКА FENIX NTM
1.1. Резка
Обработка FENIX NTM подробно описана в следующих главах: резка, фрезерование, сверление,
693/5000
FENIX NTM Тонкий должен быть разрезан с помощью пил с использованием лопастей с вкладышами из карбида вольфрама; эти являются долговечными, но их следует обрабатывать с осторожностью, поскольку они могут быть легко повреждены, если они вступают в контакт с металлическими поверхностями.
Резка вручную
Ручные циркулярные пилы используются только в определенных обстоятельствах, где требуется работа на месте.
Инструмент должен быть хорошо заточен, чтобы не требовалось большое давление, что уменьшало риск забивания и / или растрескивание материала. Операция всегда должна выполняться в соответствии с кодами практики и правил безопасности.
Профили вольфрамовых или алмазных вставок установлены на диски пилы, доступные в настоящее время.

Резка пилами
Это по существу связано с циркулярными пилами.
Чтобы получить хорошие результаты с помощью ленточных циркулярных пил, важно:
• разместить панель FENIX NTM с декоративной стороной в направлении, противоположном вращению лезвие. Кроме того, лист должен хорошо поддерживаться и закрепляться с помощью регулируемого инструмента высокого давления для предотвращать движение и вибрацию.
• Использовать точное руководство.
• Убедитесь, что пильное полотно выровнено с рабочей поверхностью и имеет правый выступ.
Также можно разрезать несколько листов вместе. В случае панелей с отделкой только с одной стороны, все листы должны быть размещены с их декоративными сторонами вверх. Альтернативно, стопка листов следует размещать на «жертвенной панели», которая имеет ту же самую или превосходную твердость и текстуру, что и те будучи отрезанным к форме.
Рекомендуемая спецификация для циркулярных пил:
• Шаг зуба от 10 до 15 мм
• Скорость резания, от 3000 до 4000 об / мин
• Скорость наконечника, от 60 до 100 м / с
• Скорость форварда, от 15 до 30 м / мин.
Лезвия не должны быть слишком тонкими; если они имеют толщину менее 2 мм, они теряют жесткость, а затем вибрируют, делая резкость менее точной.
Наклон вперед

Резка композитных панелей
Все упомянутое до сих пор также относится к резке композитных панелей с декоративной частью
склеенных на одну или обе стороны подложки.
В этом случае ленточные пилы также не рекомендуются.
Наилучшие результаты достигаются с помощью фиксированных циркулярных пил, оснащенных книжками, и путем тщательной регулировки лезвия рост.
Качество разреза также зависит от профиля и количества зубов, скорости наконечника, вперед
скорости и угла входа и выхода лезвия.
Для резки композитных панелей рекомендуется:
1. выбрать наиболее подходящее лезвие
2. использовать низкую скорость вперед и не «атаковать» материал
3. для работы пылесборника во время обработки.
Операции должны выполняться в соответствии с правилами и правилами техники безопасности.
Круглопильные станки с зажимным лезвием 
ФРЕЗЕРОВАНИЕ (Бурение)
В зависимости от обстоятельств фрезерование может выполняться различными способами, используя ручные инструменты или фиксированное оборудование.
Фрезерование ручными инструментами:
Для точной работы всегда важно использовать обрабатывающие центры.
Ручные резаки, а также ленточные шлифмашины или шлифовальные круги используются, в частности, для обрезки проецирующих края панелей уже приклеены к опоре. В этом случае основание резака должно быть покрыто войлоком для защиты стороны декоративной отделки во время работы.
Поверхность ламината должна быть очищена от пыли и песка, и необходимо удалить стружки во время
операции, всасыванием.
Для правильной обработки обрабатываемой детали требуется скорость вращения не менее 20 000 об / мин.
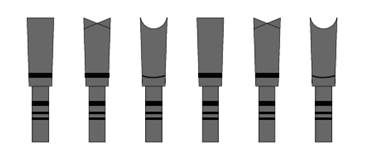
Резаки с двумя лопастями, один прямой и один наклонный, подходят как для квадратного разреза, так и для снятия фасок.
Чтобы избежать повреждения инструментов, раздел панели, подлежащей фрезерованию, не должен выходить за пределы поддержки более 2 - 3 мм.
Для непрерывных операций или для крупных работ рекомендуется использовать электроинструменты с параллельными лезвиями.
Фрезерование с использованием фиксированного оборудования:
Могут использоваться фрезерные станки или деревообрабатывающие центры со шпинделями со сменными лезвиями.
Рекомендуемые навесные приспособления: резаки, диски или биты в твердом карбиде вольфрама или в стали с вольфрамом карбидных или алмазных вставок и с одним или несколькими вертикальными, или угловыми зубьями.
В случае изогнутых краев лучше сначала вырезать необработанную форму, оставляя излишек 1 мм.
Следующим шагом будет фрезерование до необходимой формы.
Сглаживание вручную:
Чтобы закончить края или скосить углы вручную, можно использовать различные инструменты, такие как файлы или наждачная бумага.
Чтобы обрезать края или закруглить острые углы, используются квадратные (а не фрезерованные) файлы,
используйте их в направлении от декоративной стороны к сердечнику.
Также возможно использование тонких файлов или абразивной бумаги (100-150 наждачной бумаги) и сдвоенных скребок. Избежать царапая поверхность, важно действовать осторожно и, возможно, в два этапа: сначала с более грубой, а затем с более тонкой наждачной бумагой.
1.3. Сверление
Приведенные методы применимы как для сверления отдельных листов FENIX NTM, так и для сверлильных панелей, которые уже приклеены к поддержке.
Эти операции также должны выполняться в соответствии с правилами и правилами техники безопасности.
Для достижения наилучших результатов и для предотвращения риска расколов и трещин в будущем важно иметь в виду следующее:
• Отверстия для винтов должны иметь диаметр не менее 0,5 мм больше диаметра самого винта.
Это связано с тем, что винт должен иметь некоторую «игру» во всех направлениях, не касаясь краев отверстия, для обеспечения незначительных размерных движений в панели, вызванных изменениями условий окружающей среды и во избежание появления трещин вокруг самой дыры.
• Скорость сверления никогда не должна быть такой, чтобы перегревать поверхность декоративной панели и повредить ее.
• Чтобы избежать расщепления материала вокруг отверстия для выхода бурового долота, рекомендуется установить панель на доску из твердой древесины.
• Чтобы не повредить винты с круглой головкой слишком сильно, пластмассовые или резиновые шайбы могут быть используемый.
• После сверления рекомендуется проверить, чтобы край отверстия был чистым и гладким. Если это не так, тщательно исправьте его, потому что любое микрорасщепление может привести к растрескиванию в будущем.
Буровые инструменты
Выбор инструментов зависит от размера отверстия, которое должно быть выполнено. В основном это ручные инструменты, инструменты стойки или обрабатывающий центр, который может фрезеровать, а также сверлить.
а) сверлильные сверла
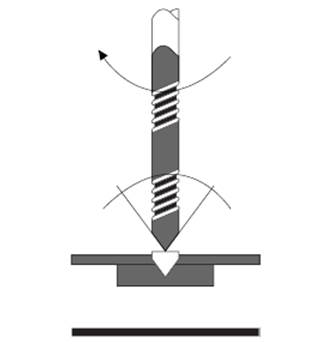
Наиболее подходящими битами для сверления панелей FENIX NTM являются специальные стальные сверлильные сверла для пластмасс, с углом наклона 60 ° - 80 ° (вместо 120 ° обычных металлических битов), резкий угол спирали и широкую канавку для быстрого удаления стружки. Рекомендуемый угол поворота составляет 7 ° с углом атаки 8 °.
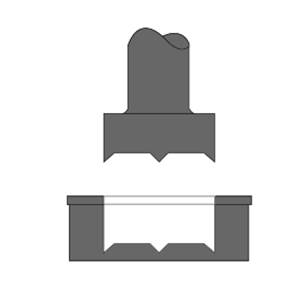
b) Отрезные фрезы. Они рекомендуются для больших отверстий.
Бурение с использованием сверлильного сверла
Бурение с помощью сверла
Как сделать внутренние порезы
Нижеследующее относится как к панелям FENIX NTM, так и к композитным панелям с использованием листов FENIX NTM с одной или с обеих сторон.
При проведении внутренней резки важно знать, что прямые угловые разрезы могут привести к поломке или растрескивание материала. Чтобы этого избежать, все углы внутренних вырезов должны быть равномерно округлые, полированные и чистые, чтобы удалить любые чипы. Внутренний радиус закругленного угла должен как можно больше.
Для внутренних вырезов с боковыми размерами до 250 мм округление углов должно создавать
радиус не менее 5 мм. Если длина разреза больше, радиус углов также должен быть больше.
Перед разрезанием стороны отверстия лучше сформировать внутренние углы непосредственно с фрезерным станком или сверлить, закругленные до требуемого радиуса.
Если дизайн требует внутренних прямых углов, это должно быть достигнуто путем сборки панелей FENIX NTM вместе на каждом углу с стыковыми соединениями.
Прямоугольные вырезы могут привести к поломке или растрескиванию в панели

Уголки внутренней отделки должны быть закруглены
1.4. КРАЙ
Панели FENIX NTM, в тонкой версии, могут быть обрезаны по краям с использованием того же цвета с толщиной 1,2 мм («Тематическое ядро») или с использованием ленточной ленты ABS / PP, разработанной в партнерстве с производителями (например, Rehau и Döllken). Полиуретановый клей следует использовать для обрезки кромок. Панели FENIX NTM толщиной 1,2 мм. АБС или полимерные кромкооблицовые полоски можно склеить с использованием горячего расплава клеи, с новыми лазерными системами или с воздушными системами.
1.5. Изготовление
0,9 мм. FENIX NTM может быть холодным, с радиусом не менее 15 см, с использованием «формы-счетчика» / «mouldcounter плесени». Мы рекомендуем горячее изгиб с использованием динамического постформинга, потому что акриловая поверхность панелей FENIX NTM, в случае операций обработки, как указано, может быть предметом к поверхностному микротрещину на декоративной части.