Все известные типы шнековых прессов могут быть разбиты на три группы:
1) прессы для предварительного съема масла (форпрессы);
2) прессы для окончательного съема масла (экспеллеры);
3) прессы двойного действия (предварительный и окончательный съем масла осуществляется в одной машине).
Прессы для неглубокого съема масла применяют в технологической схеме форпрессование - экстракция и в схеме двукратного прессования для предварительного съема масла.
Прессы для глубокого съема масла применяют в технологической схеме двукратного прессования для окончательного съема масла и в схеме однократного прессования. В последнем случае масло отжимается на прессах двойного действия, которые имеют дополнительный вертикальный прессующий шнековый вал. Прессы двойного действия обеспечивают глубокий съем масла, и их также называют экспеллерами.
Характерными признаками форпрессов являются большие диаметры зеерного цилиндра и шнекового вала, достигающие в приемной части 220-250 мм. Частота вращения шнекового вала составляет 18-26 об/мин, а в некоторых новых конструкциях достигает 32-100 об/мин. Толщина выходящей из пресса жмыховой ракушки составляет не менее 6-7 мм, но чаще бывает 8-12 мм. Съем масла на форпрессах составляет 60-85% от его содержания в исходной мезге.
В качестве прессов для предварительного съема масла - применяются прессы МСП (СССР), ФП (ГДР.), ЛЦ (Англия), МП (СССР). Наибольшее распространение имеют прессы ФП и МП.
Пресс ФП (рис.9) обеспечивает хорошие качественные и количественные показатели. С качественной стороны работа рассматриваемого пресса характеризуется величиной съема масла, которая в нормальных условиях составляет 70-75% всего масла, содержащегося в поступающей мезге. При снижении частоты вращения шнекового вала съем масла увеличивается до 85%.

Рисунок 9. Форпресс ФП.
Станина пресса 1состоит из двух чугунных стоек - передней и задней; они скреплены между собой четырьмя круглыми стяжками диаметром 45 мм. На передней стойке смонтированы редуктор и электродвигатель питателя 3. На задней стойке на специальном кронштейне укреплен концевой опорный подшипник шнекового вала. Между задней стойкой и концевым подшипником расположен регулятор давления 6конусного типа. Редуктор 2соединен со шнековым валом 5 при помощи дисковой муфты,выполняющей одновременно роль предохранительной защитной муфты: при перегрузке шнекового вала соединительные пальцы срезаются.
Зеерный барабан 4состоит из четырех ступеней, которые разъединяются в горизонтальной плоскости. Зазор между зеерными пластинками создается благодаря специальным приливам на их боковых поверхностях. Величина этого зазора уменьшается по направлению движения мезги к выходу.
Шнековый вал пресса - составной и обычно состоит из восьми отдельных витков и десяти установочных колец, надетых на общий вал. Внутренний диаметр зеера, диаметр тела шнека, а также его длина имеют такие размеры, что свободный объем витка по длине вала беспрерывно уменьшается, причем вначале очень резко и более плавно в конце.
Общая теоретическая степень сжатия, обеспечиваемая шнековым валом, равна 13. На конце шнекового вала помещен конусный регулятор, при помощи которого изменяется ширина выходной щели.
Пресс ФП зарекомендовал себя хорошо, однако он не лишен недостатков. Основные из них следующие:
ручное изменение ширины выходной щели с обязательной остановкой пресса;
быстрое изнашивание концевого подшипника скольжения, что приводит к расцентровке пресса;
наличие ременной передачи для привода шнекового вала и отдельного электродвигателя для питающего вала (это приводит к тому, что при ослаблении ремня скорость вращения шнекового вала снижается при неизменном количестве мезги, подаваемой питателем, что может вызвать запрессовку мезги в прессе).

Пресс МП (рис.10) значительно отличается от рассмотренной выше конструкции.
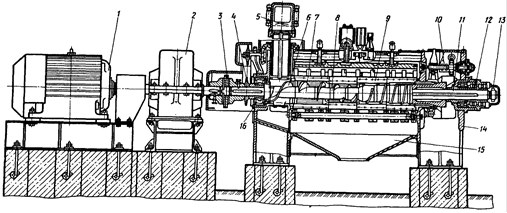
Рисунок 10. Пресс МП-68.
Маслопресс МП-68 - отечественный шнековый пресс, имеющий геометрические размеры рабочих органов, совпадающие с аналогичными размерами пресса МП. Основными его узлами (рис 11) являются следующие.
Станина 14 выполнена литой, ее опорные стойки соединены между собой сварными трубами и двумя швеллерами. На станине со стороны выхода жмыха укреплен корпус упорного подшипника шнекового вала.
Шнековый вал 7 включает девять отдельных шнековых витков 6 и переходных колец 8, собранных на оси вала и стянутых концевой гайкой, и зеерный цилиндр 9 - не отличающихся от аналогичных узлов пресса ФП. Ось шнекового вала опирается на радиальные сферические двухрядные подшипники 16, которые смонтированы на станине. Вращение шнековому валу передается от вала редуктора с помощью предохранительной крестовой муфты 3, одна из полумуфт которой установлена на оси шнекового вала. Предохранение пресса от поломок при перегрузках происходит путем срезания штифтов муфты. Рядом с полумуфтой на оси шнекового вала закреплена звездочка 4 цепной передачи привода вращающейся течки питателя 5 пресса.
Зеерная камера 9 состоит из двух половин, имеющих вертикальный раэъем, шарнирное соединение снизу и клиновое соединение сверху, что вместе с лебедкой облегчает раскрытие и закрытие зеерной камеры. Внутри зеерной камеры имеются специальные ножи с выступами, которые препятствуют проворачиванию мезги вместе со шнековым валом.
Питатель 5 представляет собой вращающуюся трубу с неподвижными скребками, очищающего стенки от налипшего материала. Сверху корпус питателя закреплен на нижнем чане жаровни. Вращение трубе передается через цепную передачу и пару конических шестерен, одна из которых насажена на вращающуюся течку.
Механизм для изменения толщины выходящего из пресса жмыха 10 размещен в корпусе станины.
Маслосборное устройство 15 состоит из сливного листа и сборника масла и закреплено между передней и задней стойками станины на швеллерах. Привод маслопресса состоит из электродвигателя 1 и редуктора 2, которые соединены муфтой 3. Электродвигатель трехскоростной; изменяя число его полюсов, можно получить различную скорость вращения.

Экспеллеры характеризуются меньшим диаметром зеерного цилиндра и шнекового вала, порядка 130-150 мм, толщиной жмыховой ракушки, равной 5-7 мм, и частотой вращения шнекового вала от 4,5 до 35,6 об/мин.
Для окончательного отжима масла из жмыхов всхеме двукратного прессования применяют экспеллер ЕП, который может использоваться и в схеме однократного прессования (рис.11).
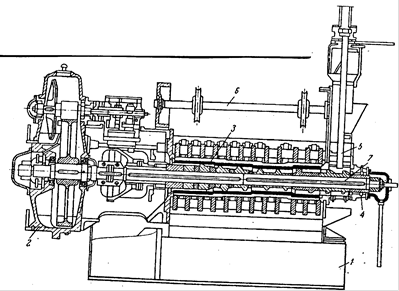
Рисунок 11. Экспеллерный агрегат ЕП.
Станина 1 пресса в отличие от других типов прессов сварная. На задней стойке станины укреплен чугунный кожух редуктора 2. Между передней и задней стойками станины установлен зеер 3,состоящий из двух половинок. На передней стойке установлены опорный подшипник вала 4и питатель 5.
Зеерный барабан четырехступенчатый и имеет такой же профиль, как и в прессе ФП. Зазор между пластинками также создается специальными приливами на боковых поверхностях пластинок. Величина этих зазоров меняется по длине зеерного барабана и уменьшается по направлению к выходу жмыха.
Зеерный барабан имеет разъем в горизонтальной плоскости; для простоты его обслуживания над ним установлен вал 6с двумя блоками. Шнековый вал 7, как и в других типах прессов, составной и собирается из семи отдельных витков и восьми установочных колец, набираемых на вал и стягиваемых зажимной гайкой.
Шнековый вал пресса в отличие от других конструкций валов имеет сверленый канал, по которому пропускается охлаждающая вода или пар. Это конструктивное мероприятие очень полезно, так как пропуск пара через вал позволяет значительно сократить время шнекового процесса в период пуска. Однако прогрев вала шнекового пресса нужно вести осторожно, так как при быстром прогреве в теле витков, в месте шпоночной канавки, могут образоваться трещины из-за возникновения больших термических напряжений.
Шнековый вал со стороны питателя лежит в подшипнике скольжения; другой конец вала при помощи продольно-свертной муфты соединен с выходным валом редуктора. Осевые усилия, получающиеся при работе шнекового вала, поглощаются в редукторе установленным роликовым упорным подшипником. Частота вращения шнекового вала обычно 4,9 об/мин
Общая теоретическая степень сжатия мезги в этом прессе составляет 3,25. В отличие от фор-прессов положение регулировочного конуса, т.е. ширину выходной щели пресса, изменяют не вручную, а при помощи специального устройства.
Прессу ЕП присущи некоторые недостатки:
изгиб передней стойки станины (до 10-15 мм), что приводит к серьезным авариям (во избежание этого стойкам станины необходимо придать большую жесткость путем установки двух стяжных болтов);
отсутствие механической защиты шнекового вала;
частый отрыв соединительных болтов муфты, связывающей редуктор со шнековым валом, из-за отсутствия второго опорного подшипника вала;
неудовлетворительная конструкция жмыхоломалки (это приводит к попаданию ракушки между шестернями регулирующими положение конуса, что вызывает самопроизвольный уход конуса и вывод из строя концевого выключателя).
Техническая характеристика пресса ЕП
Частота вращения шнекового вала, об/мин 4, 9-5, 8
Масличность получаемой ракушки, % до 4, 5
Мощность электродвигателя, кВт 12-15
Габариты, мм:
длинаХширинаХвысота 2842X1680X3651
Масса пресса с жаровней, кг 5650
Материальный баланс прессования мезги:
| Приход | % | кг/т | Расход | % | кг/т |
| Мезга, всего в т. ч. | 830,8 | Масло прес. в т. ч. | 43,5 | 361,0 | |
| - влага | 5,5 | 45,7 | -сухое в-во | 10,0 | 33,3 |
| -масло | 54,1 | 449,0 | Жмых, всего в т. ч. | 52,2 | 433,7 |
| - сухое в-во | 40,4 | 333,2 | -влага | 5,5 | 45,7 |
| -масло | 10,7 | 88,0 | |||
| - сухое в-во | 36,1 | 300,0 |