Тема урока: «Посадки в ЕСДП СЭВ»
План.
1. Образование посадок.
2. Обозначение на чертежах.
3. Посадки с зазором.
4. Посадки с натягом.
5. Переходные посадки.
6. Посадки в системе отверстия и в системе вала.
1. При создании механизмов машин возникает необходимость соединения двух или нескольких деталей друг с другом. Характер соединений диктуется их функциональным назначением и определяет степень
допустимости их относительных перемещений после сборки. Основные задачи, которые решают при нормировании точности и обеспечении взаимозаменяемости, связаны с вопросами соединения деталей, т.е. с образованием посадок. При этом вне зависимости от конфигурации соединяемых элементов, условно принято один элемент называть «валом», а другой — «отверстием» (рис1).
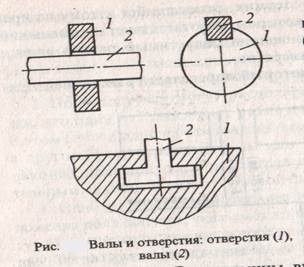
Вал — термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и элементы, ограниченные плоскими поверхностями.
Отверстие — термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей, включая и элементы, ограниченные плоскими поверхностями.
Термины «вал» и «отверстие» относятся не ко всей детали, а к ее элементам и применяются не только к замкнутым поверхностям, но
и полуоткрытым. Эти термины введены для удобства нормирования требований к точности размеров поверхностей без оглядки на различие
форм деталей.
Соединение отверстий с валами образует сопряжение или, как часто говорят, «посадку». При этом в зависимости от размеров соединяемых валов и отверстий они могут после сборки иметь различную степень свободы относительного взаимного смещения. В одних случаях после соединения одна деталь может смещаться относительно другой на определенную величину, а в других — такой возможности нет. Можно дать более точное определение посадки.
|
|
Посадка — характер соединения деталей, определяемый значениями получающихся в ней зазоров и натягов.
В ЕСДП СЭВ установлены рекомендуемые посадки для всех интервалов размеров. Для размеров от 1 до 500 мм установлено 69 посадок общего применения в системе отверстия (табл. 3.33 стр.69) и 61 посадка в системе вала. Из посадок общего применения выделены предпочтительные (17 посадок в системе отверстия и 10 – в системе вала) (табл. 3.33 и 3.34).
В машиностроении преимущественно применяют посадки системы отверстия. Посадки системы вала применяют для соединения нескольких деталей с гладким валом (штифтом) по разным посадкам; для установки изделий массового производства в корпусные детали (например, для соединения наружных колец подшипников качения с корпусами).
2. Нанесение предельных отклонений на чертежах регламентируется ГОСТ 2.307-68, входящим в Единую систему конструкторской документации (ЕСКД).
Предусмотрено три способа указания отклонений:
- числовыми значениями предельных отклонений:

-условными обозначениями полей допусков:
120F8; 315H9; 260k7;
- условными обозначениями полей допусков с указанием справа в скобках числовых значений предельных отклонений:

Во всех трех случаях вначале указывается номинальный размер
(в нашем примере — 120, 315, 260, 50 и 60).
Если одно из предельных отклонений равно нулю, то его можно
не указывать
Числовые значения предельных отклонений проставляются на чертежах, предназначенных для использования при изготовлении деталей в единичном производстве, при ремонтных работах, когда рабочий применяет универсальный измерительный инструмент.
|
|
Если чертеж предназначен для использования в серийном и массовом производстве, где для контроля точности изготовления пользуются предельные калибры, то на нем проставляются условные обозначения полей допусков.
Предпочтительным является третий способ, так как рабочему удобно пользоваться чертежом в любом случае.
Обозначение посадки на сборочном чертеже регламентируете ГОСТ 2.307—68 и состоит из указаний номинального размера и полей допусков сопрягаемых деталей в виде дроби: в числителе указывается поле допуска отверстия, а в знаменателе — поле допуска вала, например:
 ;
;
3. Механизмы всех машин и приборов состоят из взаимосоединяемых деталей и сборочных единиц. Характер соединений должен обеспечивать точность положения или перемещения деталей и сборочных единиц, надежность эксплуатации, простоту ремонта машин и приборов, поэтому конструкции соединений могут быть различными и к их характеру могут предъявляться различные требования. В одних случаях необходимо получить подвижное соединение с зазором, в других — неподвижное соединение с натягом.
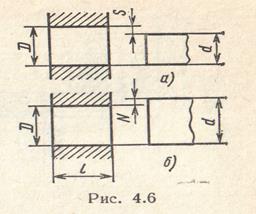
Зазором S называют разность размеров отверстия и вала, если размер отверстия больше размера вала, т. е. S = D — d (рис. 4.6, а).
Натягом N называют разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия (рис. 4.6, б). При подобном соотношении диаметров d и D натяг можно считать отрицательным зазором, т. е.
|
|
N= -S= -(D-d)=d-D.
Зазоры и натяги обеспечиваются не только точностью размеров отдельно взятых деталей, но главным образом соотношением размеров сопрягаемых поверхностей — посадкой.
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. В зависимости от расположения полей допусков отверстия и вала посадки подразделяют на три группы:
посадки с зазором обеспечивают зазор в соединении (поле допуска отверстия расположено над полем допуска вала, см. рис. 4.5);
посадки с натягом обеспечивают натяг в соединении (поле допуска вала расположено над полем допуска отверстия, см. рис. 4.8);
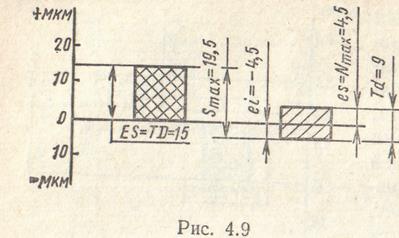
переходные посадки дают возможность получать в соединении как зазора, так и натяга (поля допусков отверстия и вала перекрываются, см. рис.4.9).
Посадки с зазором характеризуются предельными зазорами — наибольшим и наименьшим (см. рис. 4.5).
Наибольший зазор Smax равен разности наибольшего предельного размера отверстия и наименьшего предельного размера вала
 (4.15)
(4.15)
Наименьший зазор Smn равен разности наименьшего предельного размера отверстия и наибольшего предельного размера вала
 (4.16)
(4.16)
Формулы (4.15) и (4.16) можно преобразовать для вычисления  через отклонения, для чего подставим в формулу (4.15) значения
через отклонения, для чего подставим в формулу (4.15) значения  и dmin из формул (4.9) и (4.10):
и dmin из формул (4.9) и (4.10):
Smax = ES-ei (4.17)
Аналогично найдем
Smln = EI-es (4.18)
Формулами (4.17) и (4.18) удобно пользоваться, так как при этом отклонения выбирают по справочникам и не нужно предварительно находить предельные размеры.
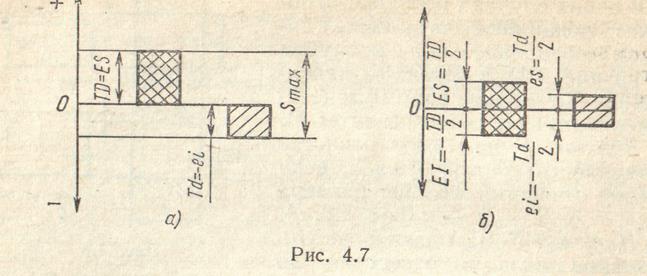
К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала (рис. 4.7, а). У этих посадок, как у всех посадок с зазором поле допуска отверстия располагается над полем допуска вала, но
Smln = 0.
Посадки с натягом.
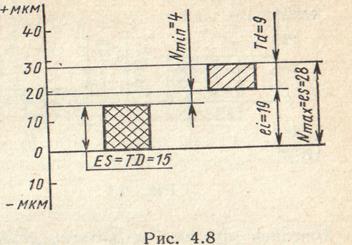
Для образования натяга диаметр вала до сборки обязательно должен быть больше диаметра отверстия. В собранном состоянии диаметры обеих деталей в зоне сопряжения уравниваются. Это означает, что сборка осуществляется в результате упругих деформаций материала, и детали соединяются неподвижно. Посадки с натягом характеризуются предельными натягами. Наибольший натяг  (рис. 4.8) равен разности наибольшего предельного размера вала и наименьшего предельного размера отверстия; наименьший натяг
(рис. 4.8) равен разности наибольшего предельного размера вала и наименьшего предельного размера отверстия; наименьший натяг  равен разности наименьшего предельного размера вала и наибольшего предельного размера отверстия:
равен разности наименьшего предельного размера вала и наибольшего предельного размера отверстия:
 (4.19)
(4.19)
Предельные натяги, как и предельные зазоры, удобно вычислять через предельные отклонения:  (4.20)
(4.20)
Переходные посадки. Основной особенностью переходных посадок является то, что в соединениях деталей, относящихся к одним и тем же партиям, могут получаться или зазоры, или натяги. Переходные посадки
характеризуются наибольшими зазорами и наибольшими натягами
Допуск посадки ТП равен сумме допусков отверстия и вала, составляющих соединение:
ТП=ТD+Td (4.21)
Для посадок с зазором; допуск посадки равен допуску зазора или разности предельных зазоров:
ТП=TS=  (4.22)
(4.22)
Пользуясь рис. 4.8, аналогично можно доказать, что для посадок с натягом допуск посадки равен допуску натяга или разности натягов:
TП=TN=  (4.23)
(4.23)
При вычислении допуска переходных посадок в формулы (4.22) или (4.23) подставляют предельные зазоры или натяги с их знаками. Иначе говоря, допуск переходной посадки
ТП=  (4.24)
(4.24)
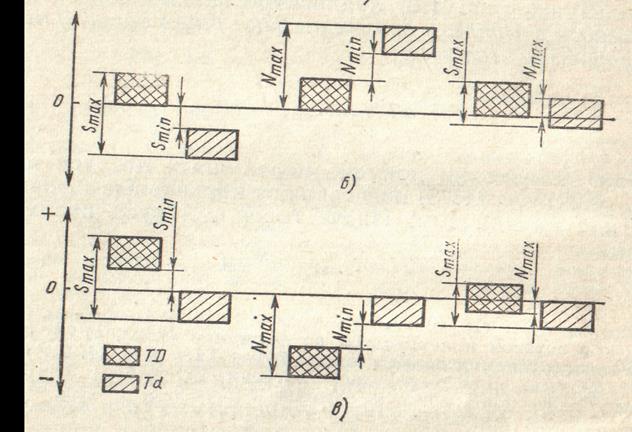
4. Посадки в системе отверстия и в системе вала
Посадки всех трех групп с различными зазорами и натягами можно получить, изменяя положения полей допусков обеих сопрягаемых деталей (рис. 4.10, а). Однако удобнее в технологическом и эксплуатационном отношениях получать разнообразные посадки, изменяя положения поля допуска только вала (рис. 4.10, б) или только отверстия (рис. 4.10, в).
Деталь, у которой положение поля допуска не завиcum от вида посадки, называют основной деталью системы. Это может быть отверстие или вал, имеющие любое основное отклонение. В системе допусков и посадок СЭВ основными деталями служат отверстия или валы, имеющие основное отклонение, равное нулю.
Таким образом, основная деталь — это деталь, поле допуска которой является базовым для образования посадок, установленных в данной системе допусков и посадок.
Основное отверстие — отверстие, нижнее отклонение которого равно нулю EI = О (см. рис. 4.7, а и 4.10, б). У основного отверстия верхнее отклонение всегда положительное и равно допуску ES — 0 = TD; поле допуска расположено выше нулевой линии и направлено в сторону увеличения номинального размера. Основной вал — вал, верхнее отклонение которого равно нулю es = 0 (см. рис. 4.7, а и 4.10, в). У основного вала Td = 0 — (— ei) = \ei\, поле допуска расположено ниже нулевой линии и направлено в сторону уменьшения номинального размера.
В зависимости от того, какая из двух сопрягаемых деталей является основной, системы допусков и посадок включают два ряда посадок: посадки в системе отверстия — различные зазоры и натяги получаются соединением различных валов с основным отверстием (см. рис. 4.10, б); посадки в системе вала — различные зазоры и натяги поручаются соединением различных отверстий с основным валом (см. рис. 4.10, в).
Нужные зазоры и натяги получают, изменяя основные отклонения неосновных деталей: валов в системе отверстия и отверстий в системе вала.