Обтачивание гладких поверхностей. Обтачивание выполняют проходными прямыми, отогнутыми и упорными резцами с напайными пластинами (рис. 3.16) и резцами с механическим креплением неперетачиваемых пластин (рис. 3.17).
Первые два типа резцов с главными углами в плане (р = 30-60° применяют преимущественно для обработки жестких деталей, ими можно обтачивать, протачивать фаски, а отогнутыми и точить торцы. Более широкое распространение в токарной практике получили упорные резцы с углом ф = 90°, которые кроме указанных работ позволяют точить уступы.
Эти резцы особенно рекомендуются для обтачивания нежестких валов, так как они вызывают наименьший по сравнению с другими резцами поперечный прогиб обрабатываемой детали.
Установка резцов на станке. Резцы должны быть правильно установлены и прочно закреплены в резцедержателе суппорта. Первое определяется положением резца относительно оси центров станка.
При наружном точении резцы устанавливаются на станке так, чтобы их вершина находилась на уровне оси центров

Рис. 3.16. Проходные резцы: а - прямой; 6 - отогнутый; в - упорный
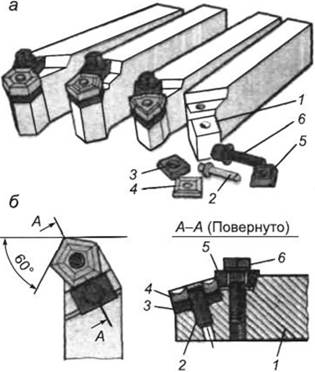
Рис. 3.17. Резцы с многокромочными пластинками из твердого сплава: а - общий вид резцов; б - конструкция резца: 1 - державка; 2 - направляющий штифт; 3 - опорная пластинка; 4 - пластинка из твердого сплава; 5 - клин; 6 - винт
(рис. 3.18). Высоту установки регулируют стальными подкладками с наименьшим вылетом из резцедержателя (рис. 3.19).
Приемы обтачивания. Чтобы получить необходимый диаметр обрабатываемой поверхности, резец устанавливают на глубину резания. Для этого его подводят до касания с поверхностью вращающейся заготовки. Когда появится слабо-
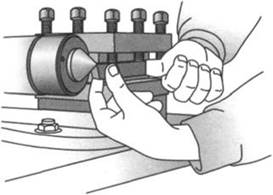
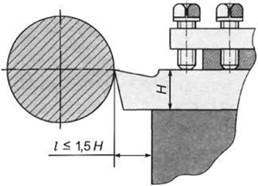
Рис. 3.19. Допустимый вылет резца из резцедержателя
|
|
заметная риска, резец отводят вправо за торец заготовки, лимб поперечной подачи устанавливают на нуль и подают суппорт вперед на требуемый размер по лимбу. Механическую продольную подачу включают после того, как резец при ручном перемещении суппорта врежется в металл.
По результатам измерения штангенциркулем (рис. 3.20, а) или при более высокой точности - микромером (рис. 3.20, б) диаметра полученной поверхности резец подают на окончательный размер по лимбу.
Длину обтачивания выдерживают разметкой заготовки или по лимбу продольной подачи. В первом случае на определенном расстоянии от торца заготовки протачивают риску, место для которой устанавливают с помощью линейки или штангенциркуля (рис. 3.21).

Рис. 3.20. Измерение диаметра: а - штангенциркулем ШЦ-1; б - микрометром
При использовании для этой цели лимба продольной подачи резец подводят к торцу заготовки, устанавливают лимб на нуль и ручным продольным перемещением суппорта врезаются в металл. Затем включают продольную подачу и выполняют обтачивание.
Подачу выключают за 2...3 мм до требуемого размера и обрабатывают оставшуюся часть ручным перемещением суппорта (рис. 3.22). Шероховатость обработки определяют визуально и сравнением поверхности детали с эталонами шероховатости.
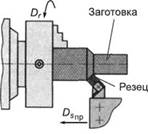

Рис. 3.21. Установка резца о — на глубину резания; б - при проточке первой риски
Особенности пользования лимбами. Подавая резец поперечно на глубину резания, следует иметь в виду, что он перемещается по радиусу к оси детали. Следовательно, диаметр последней после обтачивания уменьшается на удвоенную глубину резания. При пользовании лимбами надо знать его цену деления, под которой подразумевается величина перемещения резца, соответствующая повороту лимба на одно деление. Поэтому, чтобы определить необходимый поворот лимба, глубину резания делят на его цену деления. Например, требуется подать резец на глубину резания 1,5 мм при цене деления лимба 0,05 мм. Число делений поворота лимба будет равно 1,5: 0,05 = 30.
|
|
Обтачивание ступенчатых поверхностей. Детали со ступенчатыми поверхностями могут иметь одностороннюю или двухстороннюю ступенчатость (рис. 3.23).

Рис. 3.23. Детали с односторонней (а) и двухсторонней (б) ступенчатостью
Характерными требованиями, предъявляемыми к точности их обработки, являются соосность отдельных цилиндрических участков и перпендикулярность уступов к оси детали.
Соосность поверхностей с односторонней ступенчатостью может быть обеспечена обработкой их за одну установку в патроне или с поддержкой задним центром.
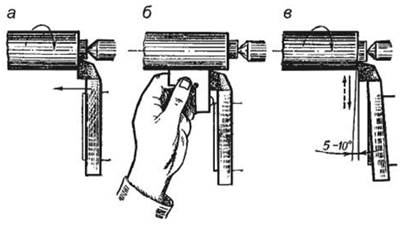
Для достижения перпендикулярности уступов к оси детали ступенчатые поверхности обрабатываются проходными упорными резцами. Ими можно в конце обтачивания точить продольной подачей уступ небольшой высоты, примерно до 5 мм (рис. 3.24, а). Резец устанавливают на станке так, чтобы главная режущая кромка располагалась перпендикулярно к оси детали по угольнику (рис. 3.24, 6). Более высокие уступы подрезают поперечной подачей. Резец при этом устанавливают так, чтобы угол между главной режущей кромкой и плоскостью уступа составляет 5-10° (рис. 3.24, в).
При изготовлении деталей со ступенчатыми поверхностями крупными партиями заметное повышение производительности труда может быть достигнуто настройкой токарного станка по продольным и поперечным упорам.
|
|
Режимы резания при обтачивании. При выборе его элементов рекомендуется принимать сначала глубину резания I, затем подачу 5 и после этого скорость резания г. Требуемую частоту вращения п определяют по формуле (1). Этот порядок действий можно изобразить так: / —»»5 —» V —»? /7.
Глубину резания выбирают в зависимости от припуска на обработку, жесткости детали и резца, точности обработки. При этом черновую обработку обычно выполняют с глубиной резания 2...5 мм; чистовую - 0,5... 1 мм. Подачу выбирают главным образом в зависимости от шероховатости поверхности. Для черновой обработки ее принимают в пределах 0,5... 1,2 мм/об, для чистовой - 0,2...0,4 мм/об.
Скорость резания оказывает наибольшее влияние на стойкость резца. С ее увеличением резко ускоряется износ инструмента, требуется более частая его замена, переточка. Поэтому скорость резания выбирается в зависимости от всех условий резания: свойств материала и инструмента, принятых значений глубины резания и подачи, геометрии резца, СОТС.
Контрольные вопросы
· 1. Какие вы знаете типы резцов для наружного точения и какова область их применения?
· 2. Как устанавливаются на станке резцы для обтачивания цилиндрических поверхностей?
· 3. В чем заключаются приемы обтачивания цилиндрической поверхности?
· 4. В чем заключаются правила пользования лимбами?
· 5. Каковы особенности обтачивания ступенчатых поверхностей?
· 6. В чем заключаются правила выбора режима резания при точении?