Соединения деталей, применяемые в машино- и приборостроении, принято делить на подвижные, обеспечивающие перемещение одной детали относительно другой, и неподвижные,в которых две или несколько деталей жестко скреплены друг с другом (рис. 88).
Виды соединений деталей:
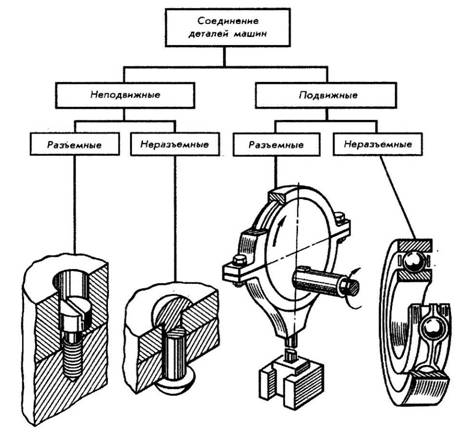 Рис. 88
Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемныминазываются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, а также соединения, осуществляемые переходными посадками. Разъемные подвижные соединения имеют подвижные посадки (посадки с зазором) по цилиндрическим, коническим, винтовым и плоским поверхностям.
Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения или недопустимых остаточных деформаций одного из элементов конструкции. Неразъемные неподвижные соединения осуществляются механическим путем (запрессовкой, склепыванием, загибкой, кернением и чеканкой), с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием) и путем погружения деталей в расплавленный материал (заформовка в литейные формы, в пресс-формы и т. п.)
Подвижные неразъемные соединения собирают с применением развальцовки, свободной обжимки. В основном это соединения, заменяющие целую деталь, если изготовление ее из одной заготовки технологически невозможно или затруднительно и неэкономично.
Соединения деталей являются очень важными составными частями готовых к эксплуатации конструкций. Неудовлетворительное качество, как самих деталей, так и выполненных с их использованием различных видов подвижных или неподвижных соединений, во многих случаях может привести к возникновению неполадок в оборудовании или серьезных аварийных ситуаций.
Резьбовые соединениядеталей выполняют с использованием болтов, винтов и шпилек с различными классами прочности, комплектуемых гайками и шайбами с точно подобранными характеристиками механических свойств прочности и твердости. На этапе, предшествующем окончательной сборке изделий, всегда производится расчет для каждого вида соединений деталей, таких, например, как болт-гайка.
При выполнении многих видов разъемных соединений, где функцию основных деталей выполняют болты, возможны различные ситуации в процессе проведения предварительных расчетов прочности собранной конструкции. Здесь необходимо учитывать наличие или отсутствие действия внешней нагрузки на такие виды резьбовых соединений с болтом, как ненапряженное или напряженное.
Штифтовые соединения
Штифты применяются для фиксации взаимного расположения соединяемых деталей, а таже для передачи сил и моментов. Штифты цилиндрические Штифты изготавливают под различные посадки. Для предотвращения выпадания штифтов с засверленными концами после постановки в сквозное отверстие их расклепывают. С этой же целью применяют насечные.
Шлицевые и профильные соединения
Шлицевые соединения с прямобочным и эвольвентным профилями стандартизованы, а шлицевые соединения с треугольным профилем и профильные соединения выполняют по отраслевым нормалям. Соединения шлицевые прямобочные Форма сечения шлицевой втулки предусмотрена в одном исполнении. Форма сечения шлицевого вала в зависимости от вида.
Соединения с натягом и коническими кольцами
Соединения характеризуются большой несущей способностью, хорошим восприятием ударных нагрузок, простотой изготовления. Основные отклонения и допуски Приведены значения основных отклонений валов и отверстий по ГОСТ 25346-89 и допусков размеров, используемых в соединениях с натягом. Дан пример расположения полей.
Шпоночные соединения
Шпоночные соединения предназначены для передачи крутящего момента от вала к ступице или в обратном направлении. Различают напряженные и ненапряженные шпоночные соединения. В зависимости от формы шпонки бывают призматические, сегментные, клиновые и другие. Соединения призматическими шпонками.
Места под гаечные ключи
Для возможности завинчивания (отвинчивания) винтов и гаек вокруг каждой из них должно быть оставлено необходимое пространство для размещения ключа и возможности его поворота. Гаечные ключи имеют согласованный с размерами головок болтов и гаек ряд номинальных размеров.
Крепление к фундаменту
Представлены способы крепления оборудования. Болт с цангой является самоанкирующимся. От вертикального смещения его удерживает корпусная цанга, четыре сухаря которой прижимаются к стенкам колодца при вхождении в нее конусного конца болта. Боковая поверхность сухарей имеет накатку или нарезку для лучшего сцепления.
Стопорение гаек и винтов
Для стопорения чаще всего применяют дополнительные элементы, которые характеризуются высокой надежностью. Упругие шайбы способствуют сохранению затяжки и препятствуют самоотвинчиванию вследствие зацепления острых скошенных концов шайб с гайкой и корпусом. Стопорение деформируемыми шайбами более надежно.
Шайбы и шплинты
Шайбы Стопорные шайбы применяют для стопорения гайки и головки винта по отношению к детали. Такой способ стопорения является высоконадежным и имеет широкое распространение. Стопорные шайбы с зубьями повышают сцепление между гайкой, шайбой и деталью благодаря врезанию острых зубьев шайбы в торец гайки и плоскость детали.
Гайки
Гайки общего и специального назначения. Наиболее широко распространены шестигранные гайки. Прорезные и корончатые гайки применяют при необходимости стопорения гаек шплинтами, круглые гайки - для крепления деталей на валах с помощью различных шайб, гайки-барашки - для часто собираемых и разбираемых соединений с небольшой силой затяжки
Шпильки
Выпускают шпильки нормального В и повышенного А классов точности. Шпильку ввинчивают в деталь концом с резьбой длиной b1, конец шпильки с резьбовым концом b предназначен для навинчивания гайки. Длину ввинчиваемого конца выбирают из условия равнопрочности тела стальной шпильки и витков резьбы в деталях, изготовленных из различных материалов.
Винты
Винты общего назначения Винты с цилиндрической головкой и шестигранным углублением под ключ применяют в тех случаях, если толщина детали достаточная, для того чтобы частично или полностью утопить цилиндрическую головку винта. При i < b винты изготовляют с резьбой по всей длине стержня: резьба по ГОСТ 24705-81, сбег и недорез резьбы нормальные.
Болты
Болты с шестигранной головкой Болты применяют для соединения деталей с гладкими сквозными отверстиями (винт+гайка), а таже крышки с корпусом, в котором делают резьбовые отверстия для болтов. Болты с уменьшенной головкой позволяют уменьшить размеры фланцев крышек. Болты для отверстий из-под развертки применяют для соединений деталей.
Типы крепежных изделий
Для болтов, винтов, шпилек и гаек общемашиностроительного применения по ГОСТ 1759.1-82 установлены три класса точности: А, В и С, отличающиеся полем допуска на резьбу, допуском на размеры (под ключ, высоту и диаметр головки, длину стержня и т. д.), отклонением формы и расположения поверхностей, параметром шероховатости.
Типы резьбовых соединений
Резьбы цилиндрические Метрическая резьба с симметричным треугол. профилем (угол профиля 60 градусов) характеризуется большим трением по отношению трению дюймовой резьбы. Трубная резьба обладает симметричным треугольным профилем с углом профиля 55 градусов. Скругленные вершины и впадины в купе с отсутствие зазоров по ним обеспечивают хорошую
Сварные соединения
Сварные соединения применяются в производстве широкой номенклатуры изделий. В единичном и мелкосерийном производствах сварные соединения выполняют методом ручной дуговой сварки, в средне- и крупносерийном производствах по возможности применяют автоматическую и полуавтоматическую дуговую и контактную сварку. Конструктивные элементы сварных соединений
Паяные соединения
Пайка — технологическая операция, необходимая для получения неразъёмного соединения деталей из различных материалов путём введения между данными деталями расплавленного материала (припоя) с более низкой температурой плавления, чем материал(ы) соединяемых деталей. Спаиваемые элементы деталей и сами припой и флюс вводятся в контакт и подвергаются.
Рис. 88
Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемныминазываются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, а также соединения, осуществляемые переходными посадками. Разъемные подвижные соединения имеют подвижные посадки (посадки с зазором) по цилиндрическим, коническим, винтовым и плоским поверхностям.
Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения или недопустимых остаточных деформаций одного из элементов конструкции. Неразъемные неподвижные соединения осуществляются механическим путем (запрессовкой, склепыванием, загибкой, кернением и чеканкой), с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием) и путем погружения деталей в расплавленный материал (заформовка в литейные формы, в пресс-формы и т. п.)
Подвижные неразъемные соединения собирают с применением развальцовки, свободной обжимки. В основном это соединения, заменяющие целую деталь, если изготовление ее из одной заготовки технологически невозможно или затруднительно и неэкономично.
Соединения деталей являются очень важными составными частями готовых к эксплуатации конструкций. Неудовлетворительное качество, как самих деталей, так и выполненных с их использованием различных видов подвижных или неподвижных соединений, во многих случаях может привести к возникновению неполадок в оборудовании или серьезных аварийных ситуаций.
Резьбовые соединениядеталей выполняют с использованием болтов, винтов и шпилек с различными классами прочности, комплектуемых гайками и шайбами с точно подобранными характеристиками механических свойств прочности и твердости. На этапе, предшествующем окончательной сборке изделий, всегда производится расчет для каждого вида соединений деталей, таких, например, как болт-гайка.
При выполнении многих видов разъемных соединений, где функцию основных деталей выполняют болты, возможны различные ситуации в процессе проведения предварительных расчетов прочности собранной конструкции. Здесь необходимо учитывать наличие или отсутствие действия внешней нагрузки на такие виды резьбовых соединений с болтом, как ненапряженное или напряженное.
Штифтовые соединения
Штифты применяются для фиксации взаимного расположения соединяемых деталей, а таже для передачи сил и моментов. Штифты цилиндрические Штифты изготавливают под различные посадки. Для предотвращения выпадания штифтов с засверленными концами после постановки в сквозное отверстие их расклепывают. С этой же целью применяют насечные.
Шлицевые и профильные соединения
Шлицевые соединения с прямобочным и эвольвентным профилями стандартизованы, а шлицевые соединения с треугольным профилем и профильные соединения выполняют по отраслевым нормалям. Соединения шлицевые прямобочные Форма сечения шлицевой втулки предусмотрена в одном исполнении. Форма сечения шлицевого вала в зависимости от вида.
Соединения с натягом и коническими кольцами
Соединения характеризуются большой несущей способностью, хорошим восприятием ударных нагрузок, простотой изготовления. Основные отклонения и допуски Приведены значения основных отклонений валов и отверстий по ГОСТ 25346-89 и допусков размеров, используемых в соединениях с натягом. Дан пример расположения полей.
Шпоночные соединения
Шпоночные соединения предназначены для передачи крутящего момента от вала к ступице или в обратном направлении. Различают напряженные и ненапряженные шпоночные соединения. В зависимости от формы шпонки бывают призматические, сегментные, клиновые и другие. Соединения призматическими шпонками.
Места под гаечные ключи
Для возможности завинчивания (отвинчивания) винтов и гаек вокруг каждой из них должно быть оставлено необходимое пространство для размещения ключа и возможности его поворота. Гаечные ключи имеют согласованный с размерами головок болтов и гаек ряд номинальных размеров.
Крепление к фундаменту
Представлены способы крепления оборудования. Болт с цангой является самоанкирующимся. От вертикального смещения его удерживает корпусная цанга, четыре сухаря которой прижимаются к стенкам колодца при вхождении в нее конусного конца болта. Боковая поверхность сухарей имеет накатку или нарезку для лучшего сцепления.
Стопорение гаек и винтов
Для стопорения чаще всего применяют дополнительные элементы, которые характеризуются высокой надежностью. Упругие шайбы способствуют сохранению затяжки и препятствуют самоотвинчиванию вследствие зацепления острых скошенных концов шайб с гайкой и корпусом. Стопорение деформируемыми шайбами более надежно.
Шайбы и шплинты
Шайбы Стопорные шайбы применяют для стопорения гайки и головки винта по отношению к детали. Такой способ стопорения является высоконадежным и имеет широкое распространение. Стопорные шайбы с зубьями повышают сцепление между гайкой, шайбой и деталью благодаря врезанию острых зубьев шайбы в торец гайки и плоскость детали.
Гайки
Гайки общего и специального назначения. Наиболее широко распространены шестигранные гайки. Прорезные и корончатые гайки применяют при необходимости стопорения гаек шплинтами, круглые гайки - для крепления деталей на валах с помощью различных шайб, гайки-барашки - для часто собираемых и разбираемых соединений с небольшой силой затяжки
Шпильки
Выпускают шпильки нормального В и повышенного А классов точности. Шпильку ввинчивают в деталь концом с резьбой длиной b1, конец шпильки с резьбовым концом b предназначен для навинчивания гайки. Длину ввинчиваемого конца выбирают из условия равнопрочности тела стальной шпильки и витков резьбы в деталях, изготовленных из различных материалов.
Винты
Винты общего назначения Винты с цилиндрической головкой и шестигранным углублением под ключ применяют в тех случаях, если толщина детали достаточная, для того чтобы частично или полностью утопить цилиндрическую головку винта. При i < b винты изготовляют с резьбой по всей длине стержня: резьба по ГОСТ 24705-81, сбег и недорез резьбы нормальные.
Болты
Болты с шестигранной головкой Болты применяют для соединения деталей с гладкими сквозными отверстиями (винт+гайка), а таже крышки с корпусом, в котором делают резьбовые отверстия для болтов. Болты с уменьшенной головкой позволяют уменьшить размеры фланцев крышек. Болты для отверстий из-под развертки применяют для соединений деталей.
Типы крепежных изделий
Для болтов, винтов, шпилек и гаек общемашиностроительного применения по ГОСТ 1759.1-82 установлены три класса точности: А, В и С, отличающиеся полем допуска на резьбу, допуском на размеры (под ключ, высоту и диаметр головки, длину стержня и т. д.), отклонением формы и расположения поверхностей, параметром шероховатости.
Типы резьбовых соединений
Резьбы цилиндрические Метрическая резьба с симметричным треугол. профилем (угол профиля 60 градусов) характеризуется большим трением по отношению трению дюймовой резьбы. Трубная резьба обладает симметричным треугольным профилем с углом профиля 55 градусов. Скругленные вершины и впадины в купе с отсутствие зазоров по ним обеспечивают хорошую
Сварные соединения
Сварные соединения применяются в производстве широкой номенклатуры изделий. В единичном и мелкосерийном производствах сварные соединения выполняют методом ручной дуговой сварки, в средне- и крупносерийном производствах по возможности применяют автоматическую и полуавтоматическую дуговую и контактную сварку. Конструктивные элементы сварных соединений
Паяные соединения
Пайка — технологическая операция, необходимая для получения неразъёмного соединения деталей из различных материалов путём введения между данными деталями расплавленного материала (припоя) с более низкой температурой плавления, чем материал(ы) соединяемых деталей. Спаиваемые элементы деталей и сами припой и флюс вводятся в контакт и подвергаются.
|
Задание № 3.
Чтение чертежа:
На данном чертеже представлен проект кольца из золота с драгоценными камнями(алмазами). Данное изделие выполнено путем прорезного орнамента со вставками из алмазов. В верхней части чертежа изделия представлено в масштабе 5:1, здесь отмечены размеры кольца и его составных частей. Можно заметить, что кольцо имеет размер 16, а его высота- 18,5 мм. Размер вставок из алмазов – 0.03 кар. Основная часть может изготавливаться путем лазерной резки с последующей резкой декоративных элементов. Далее же она сгибается. Вид закрепки драгоценных камней в данном кольце- корнеровая закрепка. Данный вид закрепки очень сложный и является одним из самых интересных, рисунок закрепления камней также представлен на чертеже. Камни надежно закреплены в золотом кольце маленькими корнерами (бусинки или шарики). По всему ободку кольца идут сами камни (с верхней и нижней стороны изделия). В качестве материала используется желтое золото 750 пробы. По итогу изделие необходимо отполировать, отшлифовать (на мягком войлоке), привести к финальному виду. Готовое изделие имеет вес 6 граммов, где 6 граммов - вес золота, 0,2 грамма – вес камней, остальной вес добавляется в процессе паяния (припой).
| Форм. | Зона | Поз. | Обозначение | Наименование | Кол. | Примеч. | ||||||||||
| Документация | ||||||||||||||||
| А33 | СПБГУПТД 000.000.02 | Сборочный чертеж | 1 | |||||||||||||
| Сборочные единицы | ||||||||||||||||
| 1 | СПБГУПТД 000.000.02.01.00 | Кольцо | 1 | |||||||||||||
| Детали | ||||||||||||||||
| А3 | 2 | СПБГУПТД 000.000.02.00.01 | Шинка кольца | 1 | ||||||||||||
| А3 | 3 | СПБГУПТД 000.000.02.00.02 | Вставки | 42 | ||||||||||||
| А3 | 4 | СПБГУПТД 000.000.02.00.03 | Каст | 42 | ||||||||||||
| Материалы | ||||||||||||||||
| 5 | Желтое золото 750 пр. ГОСТ 30649-99 | 6 | кг | |||||||||||||
| 6 | Бриллианты ГОСТ Р 52913-2008 | 2 | Грамма | |||||||||||||
| 7 | Клей для камня ГОСТ 30535-97 | 0,005 | КГ | |||||||||||||
| СПБГУПТД 000.000.02 | ||||||||||||||||
| Изм | Лист | № докум. | Подп. | Дата | ||||||||||||
| Разраб. | Лисунова К. | 22.06..20 | Кольцо | Лит. | Лист | Листов | ||||||||||
| Пров. | Егорова Е. | У | ||||||||||||||
| 2-ИДА-3 | ||||||||||||||||
| Н.контр. | ||||||||||||||||
| Утв. | ||||||||||||||||