Московский Государственный Технический Университет
Им. Н.Э. Баумана
Г.Р.Сагателян
АНАЛИЗ ПОКАЗАТЕЛЕЙ
ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ
Методические указания
Для выполнения лабораторной работы по курсу
«Основы технологии приборостроения»
Учебное пособие
Москва 2012
УДК 621.9+681.2
ББК 30.6
Рецензенты: В.С. Кондратенко, С.Б. Одиноков
Сагателян Г.Р.
Анализ показателей технологичности деталей: Методические указания по курсу: «Основы технологии приборостроения»: Учебное пособие. – М.: Издательство «Спутник+», 2012 – 25 с., ил.
ISBN 978-5-9973-1601-3
Изложены требования к выполнению лабораторной работы, являющейся третей в цикле лабораторных работ, посвященных определению показателей технологичности деталей, сборочных единиц и изделий в целом. Даны примеры: построения математических моделей для расчета обобщающих показателей технологичности, а также построение математических моделей для расчета комплексных показателей технологичности деталей.
Для студентов приборостроительных специальностей.
Пособие содержит 16 иллюстраций.
УДК 621.9+681.2
ББК 30.6
ISBN 978-5-9973-1601-3 Сагателян Г.Р., 2012
ЦЕЛЬ РАБОТЫ
Целью работы является закрепление основных понятий и определений, используемых в курсе «Основы технологии приборостроения» при описании изделия, а также технологичности его конструкции.
В рамках выполнения лабораторной работы №3 следует произвести расчет обобщающих показателей технологичности конструкции деталей сборочных единиц по вариантам индивидуальных заданий. Кроме того, необходимо составить структуру технологических процессов изготовления деталей.
На основании данной лабораторной работы в последующей лабораторной работе определяют комплексные показатели технологичности изделия.
ПОСТРОЕНИЕ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ ДЛЯ РАСЧЁТА ОБОБЩАЮЩИХ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ
ДЕТАЛЕЙ СБОРОЧНЫХ ЕДИНИЦ
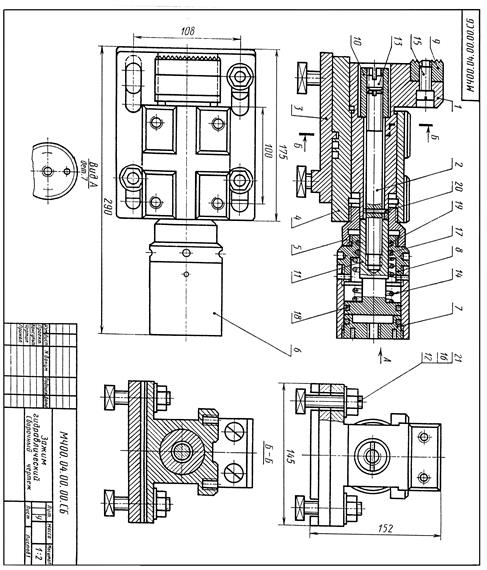
Методику расчета комплексных показателей технологичности конструкции деталей будем рассматривать на примере изделия «Зажим гидравлический» (рис. 1). В предыдущей лабораторной работе применительно к этому изделию был построен граф показателей технологичности (рис.2).
Вершины  графа (см. рис. 2) являются числами, лежащими в диапазоне [0;1], количественно характеризующими технологичность конструкций конкретной детали.
графа (см. рис. 2) являются числами, лежащими в диапазоне [0;1], количественно характеризующими технологичность конструкций конкретной детали.
Детали, входящие в одну сборочную единицу, характеризуются обобщающим их технологичность показателем, который также должен быть числом из диапазона [0;1].
Считается, что в формировании обобщающего показателя технологичности больший вклад должны вносить более сложные детали.
Обобщающий показатель технологичности  (см. рис. 2) деталей, входящих непосредственно в «Зажим гидравлический» рассчитывается по формуле
(см. рис. 2) деталей, входящих непосредственно в «Зажим гидравлический» рассчитывается по формуле
 ; (1)
; (1)
где  ,
,  и
и  - комплексные показатели технологичности деталей соответственно «Плита» (поз 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4).
- комплексные показатели технологичности деталей соответственно «Плита» (поз 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4).
 ,
,  и
и  - количество размеров, которые необходимо выдержать для изготовления деталей «Плита» (поз. 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4) соответственно.
- количество размеров, которые необходимо выдержать для изготовления деталей «Плита» (поз. 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4) соответственно.
Предлагается, что сложность конструкции детали определяется количеством выдерживаемых размеров, необходимых для её изготовления.
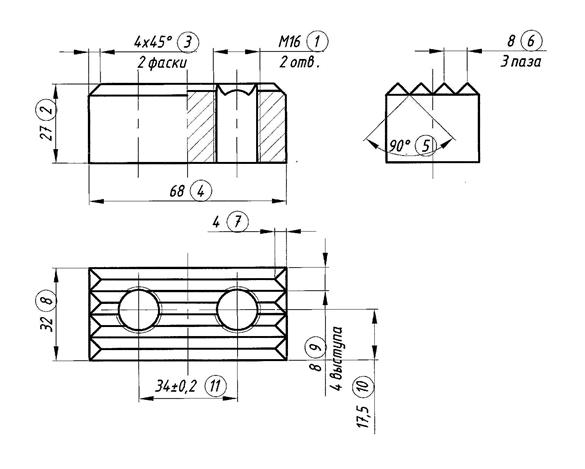
Для определения величин , и на рис. 3, 4 и 5 приведены чертежи деталей «Плита» (поз. 3), «Болт М16» (поз. 12) и «Корпус» (поз. 4).
Непосредственным подсчётом количества выдерживаемых размеров деталей на этих чертежах получаем:

| Формат | Зона | Позиция | Обозначение | Наименование | Колич. | Прим. |
| А2 А3 А3 А3 А3 А4 А3 А4 А3 А4 А4 А3 А4 А4 А4 | МЧ00.04.00.00.СБ МЧ00.04.00.01 МЧ00.04.00.02 МЧ00.04.00.03 МЧ00.04.00.04 МЧ00.04.00.05 МЧ00.04.00.06 МЧ00.04.00.07 МЧ00.04.00.08 МЧ00.04.00.09 МЧ00.04.00.10 МЧ00.04.00.11 МЧ00.04.00.12 МЧ00.04.00.13 МЧ00.04.00.14 | Документация Сборочный чертеж Детали Зажим Винт Плита Корпус Гайка Цилиндр Крышка Крышка Пластина Втулка Поршень Болт М16 Пробка Пружина Стандартные изделия Винт А.М16х30.58 ГОСТ 1491-80 Гайка М16.5 ГОСТ 5915-70 Кольцо 0288-033-30 ГОСТ 9833-73 Кольцо 055-060-30 ГОСТ 9833-73 Кольцо СГ 28-17-3 ГОСТ 6418-81 Штифт 4h8x25 ГОСТ 3128-70 Шайба 16.01.019 ГОСТ 11371-78 |
Описание работы изделия. Гидравлический зажим одностороннего действия,
предназначенный для закрепления обрабатываемой детали.
Зажим устанавливают в поперечный паз стола станка при помощи нижнего выступа
плиты поз.3 и закрепляют четырьмя болтами поз.12. Зажим устанавливают в одно из
трех фиксируемых положений (верхний выступ в плите поз.3 соответственно входит в
одну из трех канавок в корпусе поз.4) перпендикулярно станочным пазам, что
обеспечивает его неподвижность при большом зажимном усилии.
В корпусе поз.4 расположен зажим поз.1, соединенный с винтом поз.2 и
поршнем поз.11 гидроцилиндра. К резьбовому отверстию крышки поз.7 присоединяют гибкий шланг системы. Под давлением масла поршень перемещается влево, действуя на зажим поз.1, который закрепляет обрабатываемую деталь. В исходное положение зажим возвращает пружина поз.14. Уплотнительные кольца поз. 17,18,19 обеспечивают герметичность гидроцилиндра.
Материал Деталей: Поз.1,4 – 6, 8 – Отливка 15Л-1 ГОСТ 977-25; Поз.2,10,12,13 – Сталь 20 ГОСТ 1050-74; Поз. 14 – Сталь 65Г ГОСТ 1050-74; Поз. 3, 7 – сталь 45; Поз. 9 – сталь У8А; Поз. 11 – сталь 40х.
Рис. 1. Зажим гидравлический.


|

|

|




 | |||
|
 ;
;
 ;
;
 .
.
Обобщающие показатели технологичности деталей, входящих в состав сборочных единиц, определяем по формулам, аналогичным формуле (1).
Так, обобщенный показатель технологичности деталей сборочной единицы СЕ2 «Зажим с пластиной» определяется по формуле:
 ; (2)
; (2)
где  и
и  - комплексные показатели технологичности деталей Д1 «Зажим» (поз. 1) и Д2 «Пластина» (поз. 9);
- комплексные показатели технологичности деталей Д1 «Зажим» (поз. 1) и Д2 «Пластина» (поз. 9);
 и
и  - количество выдерживаемых размеров для изготовления тех же деталей.
- количество выдерживаемых размеров для изготовления тех же деталей.
Для определения величин и выполнены чертежи деталей «Зажим» (рис. 6) и «Пластина» (рис. 7), из непосредственного расчёта количества выдерживаемых размеров на которых имеем:
 ;
;
 .
.
Обобщающий показатель технологичности деталей сборочной единицы СЕ3 «Винт в сборе» определяется по формуле:
 ; (3)
; (3)
где Кд 3, Кд 4 и Кд 5 - комплексные показатели технологичности деталей Д3 «Винт» (поз. 2), Д4 «Пробка» (поз. 13) и Д5 «Втулка» (поз. 10).
N 3, N 4 и N 5 - количество размеров, которые необходимо выдержать для изготовления деталей Д3 «Винт», Д4 «Пробка» и Д5 «Втулка» соответственно.
Для определения величин N 3, N 4 и N 5 на рис. 8, 9, 10 приведены чертежи деталей «Винт» (поз. 2), «Пробка» (поз. 13) и «Втулка» (поз. 10).
Непосредственным подсчётом количества выдерживаемых размеров деталей на этих чертежах получаем:
 ;
;
 ;
;
 .
.
Далее, обобщающий показатель технологичности деталей сборочной единицы СЕ4 «Гидроцилиндр в сборе» определяется по формуле:
 ; (4)
; (4)
где Кд 10 и Кд 14 - комплексные показатели технологичности деталей Д10 «Пружина» (поз. 14) и Д14 «Цилиндр» (поз. 6);
N 10 и N 14 - количество выдерживаемых размеров для изготовления тех же деталей.

 | |||||
| |||||
|
|



| |||||||
| |||||||
|




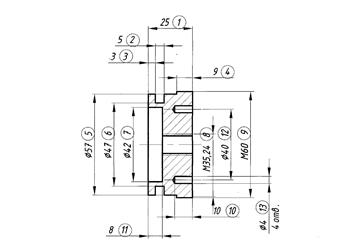
Для определения величин  и
и  на рис. 11 и 12 приведены чертежи деталей «Пружина» (поз. 14) и «Цилиндр» (поз. 6).
на рис. 11 и 12 приведены чертежи деталей «Пружина» (поз. 14) и «Цилиндр» (поз. 6).
Непосредственным подсчётом количества выдерживаемых размеров деталей на этих чертежах получаем:
 ;
;
 .
.
Обобщенный показатель технологичности деталей сборочной единицы СЕ5 «Крышка в сборе левая» определяется по формуле:
 ; (5)
; (5)
где  и
и  - комплексные показатели технологичности деталей Д6 «Крышка» (поз. 8) и Д7 «Гайка» (поз. 5);
- комплексные показатели технологичности деталей Д6 «Крышка» (поз. 8) и Д7 «Гайка» (поз. 5);
 и
и  - количество выдерживаемых размеров для изготовления тех же деталей.
- количество выдерживаемых размеров для изготовления тех же деталей.
Для определения величин и выполнены чертежи деталей «Крышка» (рис. 13) и «Гайка» (рис. 14). Из непосредственно подсчёта количества выдерживаемых размеров на этих чертежах имеем:
 ;
;
 .
.
Обобщающий показатель технологичности деталей сборочной единицы СЕ6 «Поршень в сборе» совпадает с комплексным показателем технологичности детали Д8 «Поршень» (поз. 11), чертеж которой приведён на рис. 15:
 . (6)
. (6)
Аналогично, обобщающий показатель технологичности деталей сборочной единицы СЕ7 «Крышка в сборе правая» совпадает с комплексным показателем технологичности детали Д9 «Крышка» (поз. 7), чертеж которой приводится на рис. 16:
 . (7)
. (7)
ПОСТРОЕНИЕ МАТЕМАТИЧЕСКИХ МОДЕЛЕЙ ДЛЯ РАСЧЁТА
КОМПЛЕКСНЫХ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧНОСТИ ДЕТАЛЕЙ
Комплексные показатели технологичности деталей  (i =1,…14), входящих в состав формул (1)-(7), определяются по следующей формуле:
(i =1,…14), входящих в состав формул (1)-(7), определяются по следующей формуле:
 , (8)
, (8)
где  - показатель технологичности конструкции заготовки для данной детали;
- показатель технологичности конструкции заготовки для данной детали;
 - показатель технологичности конструкции данной детали для механообработки;
- показатель технологичности конструкции данной детали для механообработки;
 - показатель технологичности конструкции данной детали при её термообработке;
- показатель технологичности конструкции данной детали при её термообработке;
|


|


|


 | |||||
 | |||||
| |||||
|


|
 - показатель технологичности конструкции данной детали при нанесении на неё покрытий;
- показатель технологичности конструкции данной детали при нанесении на неё покрытий;
 - относительные трудоемкости соответствующих этапов технологического процесса изготовления детали (получение заготовки, механообработка, термообработка, нанесение покрытий), при чём должно выполняться условие:
- относительные трудоемкости соответствующих этапов технологического процесса изготовления детали (получение заготовки, механообработка, термообработка, нанесение покрытий), при чём должно выполняться условие:
 . (9)
. (9)
Численные значения, входящие в формулу (9) величин могут быть определены по табл. 1.
Эти значения используют в том случае, если в технологическом процессе изготовления детали применяют все указанные виды производства (этапы). Если же того или иного этапа в предполагаемом технологическом процессе нет, то соответствующие относительные трудоемкости tн прибавляют к относительным трудоемкостям применяемых видов производства по следующей схеме. Если при наличии механообработки нет нанесения покрытий и (или) термообработки, то принимают  и (или)
и (или)  , а
, а  или
или  . Если нет механообработки, то принимают
. Если нет механообработки, то принимают  = 0, a
= 0, a  . Если нет этапа получения заготовки, т. е деталь изготавливается из прутка или листа, то
. Если нет этапа получения заготовки, т. е деталь изготавливается из прутка или листа, то  . В любом случае должно выполняться условие (9).
. В любом случае должно выполняться условие (9).
Для определения состава слагаемых, составляющих формулу (8) и конкретизации содержания каждого этапа технологического процесса изготовления каждой детали, составляем таблицу 2, в которой приводим соответствующие решения, принимаемые нами по каждой детали.
Основываясь на табл. 1 и табл. 2, составляем формулы для расчёта комплексных показателей технологичности деталей.
«Зажим» (поз. 1):
 ; (10)
; (10)
«Пластина» (поз. 9):
 ; (11)
; (11)
«Винт» (поз. 2):
 ; (12)
; (12)
«Пробка» (поз. 13):
 ; (13)
; (13)
«Втулка» (поз. 10):
 ; (14)
; (14)
«Крышка» (поз. 8):
 ; (15)
; (15)
«Гайка» (поз. 5):
 ; (16)
; (16)
«Поршень» (поз. 11):
 ; (17)
; (17)
Таблица 1.
Нормативные значения относительных трудоемкостей tН по видам производства.
| № п/п | Виды производства | Применяемые материалы или методы | 
| 
| 
| 
|
| Изготовление деталей из пластмасс | Термопласты | 0,90 | 0,10 | 0,00 | 0,00 | |
| Реактопласты | 0,70 | 0,30 | 0,00 | 0,00 | ||
| Литье металлов | По выплавляемым моделям | 0,65 | 0,30 | 0,03 | 0,02 | |
| Под давлением | 0,60 | 0,35 | 0,03 | 0,02 | ||
| В кокиль | 0,55 | 0,40 | 0,03 | 0,02 | ||
| В песчаные формы | 0,30 | 0,65 | 0,03 | 0,02 | ||
| П3 | Обработка давлением | Листовая штамповка, гибка | 0,65 | 0,30 | 0,03 | 0,02 |
| Объемная холодная штамповка | 0,60 | 0,35 | 0,03 | 0,02 | ||
| Объемная горячая штамповка | 0,45 | 0,50 | 0,03 | 0,02 | ||
| Свободная ковка | 0,20 | 0,75 | 0,03 | 0,02 | ||
| Механообработка из прутков, листов и т.д. | Металлов | 0,00 | 0,95 | 0,03 | 0,02 | |
| Пластмасс | 0,00 | 1,00 | 0,00 | 0,00 | ||
| • 5 | Порошковая металлургия | Металлов: | 0,90 | 0,05 | 0,03 | 0,02 |
| Керамики | 0,85 | 0,10 | 0,00 | 0,05 |
Таблица 2
Структура технологических процессов изготовления деталей
| Поз | № дет. | Наименование детали | Материал | Заготовка | Механообработка | Термообработка | Нанесение покрытий | ||
| Д1 | Зажим | Сталь 15Л | Литье в песчаные формы | Есть | Есть | Лакокрасочное | |||
| Д3 | Винт | Сталь 20 | Нет (из прутка) | Есть | Нет | Нет | |||
| Д11 | Плита | Сталь 45 | Нет (из листа) | Есть | Есть | Лакокрасочное | |||
| Д13 | Корпус | Сталь 15Л | Литье в песчаные формы | Есть | Есть | Лакокрасочное | |||
| Д7 | Гайка | Сталь 15Л | Литье по выплавляемым моделям | Есть | Нет | Лакокрасочное | |||
| Д14 | Цилиндр | Сталь 15Л | Литье в кокиль | Есть | Нет | Электрохимическое | |||
| Д9 | Крышка | Сталь 45 | Нет (из прутка) | Есть | Нет | Электрохимическое | |||
| Д6 | Крышка | Сталь 15Л | Литье по выплавляемым моделям | Есть | Нет | Электрохимическое | |||
| Д2 | Пластинка | Сталь У8А | Нет (из листа) | Есть | Есть | Электрохимическое | |||
| Д5 | Втулка | Сталь 20 | Нет (из прутка) | Есть | Есть | Электрохимическое | |||
| Д8 | Поршень | Сталь 40Х | Объемная горячая штамповка | Есть | Есть | Нет | |||
| Д12 | Болт М16 | Сталь 20 | Объемная холодная
| Есть | Нет | Электрохимическое | |||
| Д4 | Пробка | Сталь 20 | Нет (из прутка) | Есть | Нет | Электрохимическое | |||
| Д10 | Пружина | Сталь 65Г | Гибка | Есть | Есть | Нет |
«Крышка» (поз. 7):
 ; (18)
; (18)
«Пружина» (поз. 14):
 ; (19)
; (19)
«Плита» (поз. 3):
 ; (20)
; (20)
«Болт М16» (поз. 12);
 ; (21)
; (21)
«Корпус» (поз. 4);
 ; (22)
; (22)
«Цилиндр» (поз. 6);
 ; (23)
; (23)
ЗАДАНИЕ ПО ЛАБОРАТОРНОЙ РАБОТЕ
Для предложенного варианта изделия:
1) Построить математические модели для расчета обобщающих показателей технологичности конструкции деталей сборочных единиц;
2) Построить математические модели для расчета комплексных показателей технологичности деталей;
СПИСОК ЛИТЕРАТУРЫ
1. Сагателян Г.Р. Разработка технологического процесса сборки изделия: Методические указания для выполнения лабораторной работы по курсу «Основы технологического приборостроения»: Учебное пособие. – М.: Издательство «Спутник+», 2011. – 16 с.
2. Сагателян Г.Р. Определение количественных показателей технологичности сборочных единиц изделия: Методические указания для выполнения лабораторной работы по курсу «Основы технологического приборостроения»: Учебное пособие. – М.: Издательство «Спутник+», 2011. – 24 с.
ОГЛАВЛЕНИЕ
Цель работы.. 3
Построение математических моделей для расчета обобщающих показателей технологичности конструкции деталей сборочных единиц. 3
Построение математических моделей для расчета комплексных показателей технологичности деталей. 13
Задание по лабораторной работе. 23
Список литературы.. 24