МДК0201 Теплотехническое оборудование. Занятие №3.
Отжиг проводят в специально предназначенных печах печах – вспомогательных.
Печи отжига классифицируются по принципу действия: непрерывные, периодические; -по виду топлива: электрическое, газовое, жидкое; - по способу обогрева: прямого нагрева, муфельного, полумуфельного.
В печах муфельных передача тепла изделиям осуществляется за счет излучения и теплопроводности через стенки муфеля. Движение газов внутри муфеля – естественное, в каналах муфеля – принудительное.
Печи периодического действия.
Весь цикл отжига 16-18 часов.
Камерные печи используются для отжига изделия с большой толщиной стенок и сложной конфигураций.
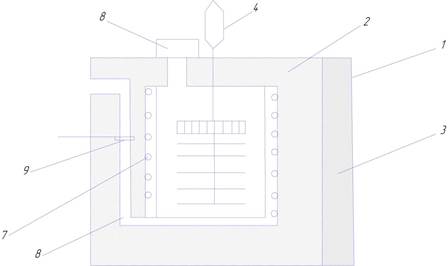
1-корпус,2- огнеупорная кладка,3-теплоизоляция,4-электродвигатель,5-вентилятор,6-этажерка,7-нагреватели,8-воздушные каналы,9- шибер.
В металлическом кожухе кладка выполняется с использованием огнеупоров и изоляции, для ускорения охлаждения печи и для лучшего регулирования температурного режима печи внутри кладки есть воздушный канал. В конструкции предусмотрен вентилятор. Вентилятор усиливает движение воздуха в печи и обеспечивает выравнивание т-ры по высоте камеры. Распределение температуры регулируется 4 режима:
1. Разогрев с максимальной допустимой скоростью (увеличить оборачиваемость печи)
2. Загрузка, к концу этого периода т-ра в печи должна соответствовать выше т-ры отжига, продолжительность периода определяется тем временем необходимым для заполнения печи(до 7-8 часов) Если осуществляется 2й отжиг то в период загрузки.
3. Отжиг, создается требуемый режим (медленное охлаждение, отжиг быстрое охлаждение)
4. Разгрузка по продолжительности от 1-5 часов в зависимости от размеров изделия.
Конвейерные печи для отжига стеклянной тары, сортовой посуды и других штучных изделий особенности конструкции и принцип действия. Преимущества и недостатки.
Конвейерные печи отжига - отжиг однотипных изделий, выпускаемых в больших количествах- стеклянная тара, сортовая посуда и тд.
Сооружают такие печи: Антонини, car-met, horn, MT Forni.
Различают печи прямого и косвенного обогрева (муфельное).
При прямом обогреве туннель тепловой обработки состоит из отдельных секций оснащенных системой циркуляции воздуха. Рециркулируемый воздух всасывается вентилятором,который располагается в полке секции по системе каналов подает под транспортирующую сетку, равномерно распределенную по всей длине канала печи отжига.
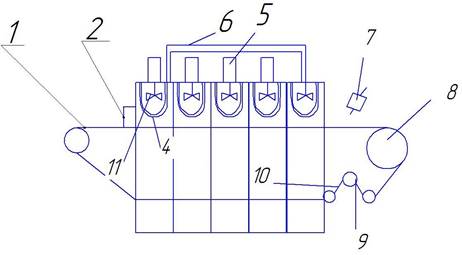
1-столзагрузки;2-шибера;3-горелки;4-U-нагреватели;5-электродвигатель;6-отбор дым. газов;7- осевой вентилятор; 8- приводные станции; 9-натяжные стаеции;10-лента контроля; 11- вентиляторы.
Горелки располагаются по боковым стенам секции и входят в трубки для сжигания газа. Процесс горения регулируется с помощью термопар.
Через воздушный канал всасывается воздух,а по декомпрессионному каналу выбрасывается избыток горячего газа из печи.
Режим охлаждения регулируемый с помощью клапанов. Регулировка для каждой секции: если муфельный или косвенный обогрев, то обогрев осуществляется с помощью U-образных трубчатых элементов. На одном конце этого элемента стоит горелка, а другие соединены системой забора дымовых газов.
При косвенном обогреве используют любое топливо; при прямом – газ. Печи муфельного типа для отжига и декорирования сортовых изделий.
Отжиг – это процесс термообработки, при котором снимаются внутренние напряжения материала (керамики, стекла, металлов) за счет нагрева и медленного снижения температуры. При этом происходит восстановление кристаллической решетки, повышается однородность обрабатываемого состава, облегчается последующая механическая обработка.
Вакуумные печи
Печь для отжига стеклоизделий должна нагревать заготовку до высокой температуры, с последующим медленным остыванием. Таким образом кристаллическая решетка металла, достигнув определенной температуры, начинает изменяться, при этом устраняются внутренние дефекты структуры. В зависимости от вида, различают полный отжиг, при котором осуществляется выдержка металла при максимальных температурах в течение времени, достаточного для полного восстановления структуры кристаллической решетки и неполный отжиг, при котором устраняются незначительные дефекты.
Печь непрерывного отжига представляет собой конвейер, подающий обрабатываемый материал в камеру нагрева, с последующим прохождением камеры охлаждения. Такие установки применяются для отжига прокатных и листовых материалов. Для крупных деталей такие печи не подходят, поскольку время нагрева и охлаждения не позволит полностью восстановить структуру объемных заготовок. Непрерывность процесса и высокая степень автоматизации являются отличительными признаками таких печей.
Печи для отжига стекла могут быть периодического действия. В их число входят колпаковые печи для отжига, являющиеся разновидностью муфельных. В конструкции таких печей используется наружный колпак, на котором размещаются горелки и внутренний муфель, обеспечивающий защиту от продуктов сгорания и агрессивной среды. Во внутреннем колпаке может создаваться защитная газовая среда, исключающая образование и проникновение в структуру металла вредных примесей.
Колпаковая печь отжига позволяет производить термическую обработку даже больших рулонов листовых материалов благодаря специальным приспособлениям, позволяющим свободно нагревать все слои металла. Для обеспечения циркуляции и равномерного прогрева в конструкции колпака предусматривается возможность обеспечения циркуляции защитного газа с помощью вентилятора. Печи для отжига в азоте (печи светлого отжига) относятся к данному типу оборудования и обеспечивают защиту деталей при помощи азота.
Производители электрических печей для отжига используют различные способы нагрева обрабатываемых деталей. Для этого могут применяться электрические резисторные нагреватели, индукторный способ нагрева и различные виды топлива. Печи для отжига с выкатным подом обычно применяют при обработке крупных деталей с точным соблюдением температурного режима во время всего технологического процесса. Изоляция камеры, в которой осуществляется термообработка, осуществляется в строгом соответствии с требованиями к температурным режимам, герметичности, наличию или отсутствию защитной среды. Тележка, на которой располагается под, обычно приводится в действие электрическим приводом. Все части пода изготавливаются из жаростойких сплавов, обеспечивающих сохранность конструкции при отжиге. Существуют печи, предназначенные для отжига керамики или стеклянных изделий. Конструктивно они практически не отличаются от печей для отжига металлов, за исключением более высоких температур и большим сроком остывания стеклянных и керамических деталей для получения необходимого результата. Кроме указанных видов, для отжига небольших деталей могут применяться лабораторные печи. Такой отжиг позволяет исследовать качество обработки и разрабатывать новые температурные режимы термообработки.
В процессе развития промышленности, постепенно повышались требования к качеству материалов. Вакуумная печь была разработана и получила распространение благодаря уникальным свойствам получаемых в ней материалов. В зависимости от технологических требований, объемов, возможностей подключения, необходимой степени автоматизации, используемому способу нагрева и многих других факторов происходит выбор необходимой печи, полностью соответствующей им. Вакуумные технологии позволяют использовать печи для закалки, отпуска, нормализации, карбонитрирования, вакуумной пайки, отжига, спекания стекла, порошков металлов и керамики, нитроцементации и выплавки сплавов. Для термообработки и расплавления металлов могут применяться различные способы нагрева, каждый из которых обладает своими достоинствами и недостатками. Наибольшее распространение в вакуумных печах получили электрические способы нагрева:
- дуговой (происходит взаимодействие электрода с расплавляемым материалом);
- индукционный (нагрев осуществляется благодаря воздействию токов индукции, наведенных на плавящийся материал с помощью специальных индукторов);
- электронно-лучевой (обычно используется в лабораторном оборудовании);
- резисторный (электрический ток проходит через тугоплавкий проводник, значительно нагревая его).
Вакуумная печь для термообработки позволяет выполнять различные виды термического воздействия на стекло, металлы, сплавы и керамические изделия без агрессивного воздействия воздушной среды. Таким образом исключается образование оксидов на поверхности металла, осуществляется дегазация поверхности. В зависимости от требований заказчика, печи могут выполняться как с вертикальной загрузкой (шахтного типа), так и с горизонтальной. Для обеспечения максимального качества, в камере с расплавом создается вакуум, который замещается чистым азотом. Для получения однородного состава также применяется вакуумная индукционная плавильная печь. Благодаря тому, что воздействующие на расплав индукционные токи заставляют перемешиваться его частицы, получается максимально однородный состав, а вакуум защищает от подмешивания вредных примесей. Вакуумная индукционная печь позволяет очень точно контролировать весь процесс плавки, а использование автоматики значительно упрощает точное соблюдение технологии.
Лабораторная вакуумная индукционная печь отличается от промышленной степенью автоматизации, размерами, мощностью и возможностью управления процессом термообработки согласно заданных условий, обеспечивая необходимый прогрев, выдержку и режим остывания исследуемых деталей. В отличие от других видов, вакуумные печи имеют подключение к системе, предназначенной для получения необходимого разрежения, а некоторые модели предусматривают закачку инертных газов. Не менее важным условием работы вакуумных печей является хорошая герметизация камеры, в которой находится обрабатываемая деталь или расплав.
Практически все вакуумные печи выполняются периодического действия, так как создавать вакуум при непрерывном движении конвейера очень проблематично. В вакуумных индукционных печах, для создания глубокого вакуума в рабочей камере муфеля, необходимо поддерживать разрежение между внутренней стенкой печи и наружной муфеля. Для создания необходимой степени разрежения могут применяться несколько различных видов вакуумных насосов.
Задание: 1. Подготовить конспект лекции в печатном word-документе.
2. Предоставить схемыконструктивных особенностей печей отжига стеклоизделий.
Срок выполнения 04.09.2020.