МДК0201 Теплотехническое оборудование. Занятие №9.
Сушка керамических изделий (полуфабрикатов) может быть естественной на открытом воздухе (под навесами, в сараях и т. д.) и искусственной (в специальных устройствах, сушилках). Процесс естественной сушки очень длителен (до 20 суток). В нашей стране естественным путем сушат всего, около 6% выпускаемого керамического кирпича.
Для искусственной сушки в керамической промышленности чаще всего применяют туннельные и камерные сушилки, работающие по принципу противотока: навстречу сырцу движется теплоноситель (горячий воздух, топочные газы и т. д.), поступающий в туннель со стороны выгрузочного отверстия. Туннельная сушилка непрерывного действия представляет собой камеру длиной 24—36 м, высотой 1,4—1,8 м, шириной 1 —1,2 м (рис. 1). Сырец поступает в сушилку на вагонетках, которые перемещаются в туннелях по рельсовым путям с помощью передвижных или канатных толкателей. Отдельные туннели объединяют в блоки по 4—20 туннелей, имеющих общие каналы для подачи и забора теплоносителя. Основные преимущества туннельных сушилок: поточность производства, высокий уровень механизации, высокая производительность труда. К недостаткам туннельных сушилок относятся: большое количество вагонеток и необходимость их пополнения, подверженность металлических изделий вагонеток коррозии, неравномерность сушки изделий по поперечному сечению туннеля (вверху температура теплоносителя выше, чем внизу) и необходимость круглосуточной загрузки и разгрузки вагонеток.
Параметры режима сушки кирпича в туннельных сушилках: срок сушки 12—50 ч, температура теплоносителя 50—80°С, температура отработанных газов 25—40°С, относительная влажность 75—95%, расход теплоносителя на один туннель 3000—10 000 м3/ч, скорость движения теплоносителя в туннеле 0,8—2 м/с. Начальная влажность массы 18—25%, конечная — 5—7%.
Использование отработанного теплоносителя (до 70—80%) Для сушки позволяет повысить влагосодержание свежего теплоносителя, смягчить режим сушки и сократить его срок.
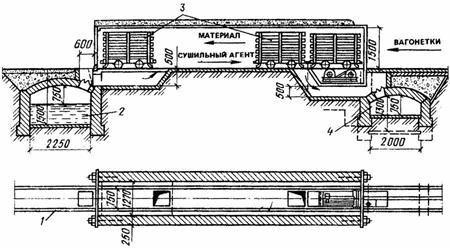
Рис. 1. Туннельная сушилка: 1 — рельсовые пути; 2 — канал для подачи теплоносители; 3 — вагонетка; 4 — канал для отвода теплоносителя
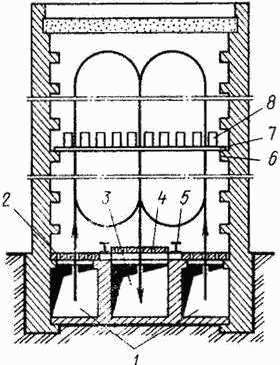
Рис. 2. Камерная сушилка Гипрострома: 1— подводящие каналы; 2, 4 — щели; 3 — отводящий канал; 5 — рельс; 6 — выступ; 7 — сушильная рамка; 8 — изделие.
Камерные сушилки относятся к сушилкам периодического действия (рис. 2). Камеры длиной 10—18, шириной 1,3—1,5 м объединены в блоки по 24—48 шт. Внутренние стены камеры имеют выступы, на которые с помощью десятиполочных вагонеток укладывают рамки с сырцом. Теплоноситель поступает в камеру через нижние подводящие каналы. Охлаждаясь и насыщаясь влагой, он опускается и отводится через вытяжной канал.
Параметры режима сушки кирпича в камерных сушилках: срок сушки 32—72 ч, температура теплоносителя 130—170 °С, температура отработанного теплоносителя 40—50 °С, расход теплоносителя 1000— 4000 м3/ч. Всего загружают 2800—4000 шт. сырца.
Недостатки камерных сушилок: неравномерная сушка изделий из-за различной температуры теплоносителя и насыщенности его влагой по поперечному сечению камеры, небольшая скорость теплоносителя, периодичность работы, длительность процесса, связанная с потерями времени (до 10%) на загрузку и выгрузку изделий. Однако в камерных сушилках возможна сушка сформованных изделий по индивидуальному режиму.
Современные камерные и туннельные сушилки оборудованы вентиляторами, создающими внутреннюю принудительную интенсивную циркуляцию теплоносителя, что позволяет выровнять температурное поле по вертикальному сечению туннеля или камеры, значительно уменьшить неравномерность сушки и повысить ее скорость.
Новейшие методы сушки и конструкции сушилок позволяют производить процесс сушки более эффективно. Методы кондуктивного, диэлектрического, сверхвысокочастотного, плазменного и высокотемпературного нагрева, инфракрасного излучения основаны на повышении температуры изделий без участия газовой (воздушной) среды как передатчика теплоты. Например, при нагреве сырца инфракрасными лучами происходит поглощение материалом лучистой энергии, которая, преобразуясь в тепловую, быстро проникает в тело изделий, способствуя диффузии.
Для скоростной сушки изделий в керамической промышленности применяют конвективные сушилки с направленной подачей теплоты на изделие, радиационные с обогревом изделий электрическими или газовыми излучателями и комбинированные (конвективно-радиационные).
Выбор типа сушилки и режима сушки зависит от состава массы, формы и размеров изделий. Например, фаянсовые и полуфарфоровые изделия (умывальники, унитазы, смывные бачки и т. д.) сушат в туннельных сушилках или конвейерных противоточных и радиационных сушилках. Крупноразмерные и толстостенные изделия (ванны, мойки и т. д.) сушат в камерных или радиационных сушилках, а иногда комбинированным способом. Керамические плитки сушат на конвейерных ленточно-сетчатых сушилках, оборудованных панельными или микрофакельными газовыми горелками, или на роликовых щелевых сушилках.
Во время работы сушильщик должен контролировать: температуру теплоносителя и разрежения на входе в сушилку; температуру в отдельных ее зонах; влажность теплоносителя; разрежение на выходе из сушилки перед вентиляторами и в подводящих каналах.
При работе конвейерных сушилок проверяют: состояние горелок, плавность хода и натяжения сетки вентилятора, свободное вращение роликов. Следят за работой горелок (пламя должно быть устойчивым, спокойным и иметь голубой цвет), режимом сушки, показаниями контрольно-измерительных приборов, давлением газа.
Интересно предложение П. И. Воженова и др. о замене передела сушки сырца на обработку его паром под давлением. При этом в сырце образуется прочный каркас из гидросиликатов кальция и удаляется свободная вода. Автоклавный метод подготовки сырца к обжигу вместо обычной сушки практически ликвидирует воздушную усадку изделий, снижает на 100—200 °С температуру и продолжительность обжига при увеличении прочности, морозостойкости изделий. Экономия теплозатрат при этом составляет около 30%. Целесообразен при производстве крупноразмерных керамических изделий. Приведенные данные подтверждены выпуском опытных партий в заводских условиях Гродненского и Ульяновского комбинатов строительных материалов, опытного завода ВНИИстрома и др.
Задание: 1. Подготовить конспект лекции в печатном word-документе.
2. Предоставить схемы других сушилокдля технической керамики.
Срок выполнения 25.09.2020.