Задание
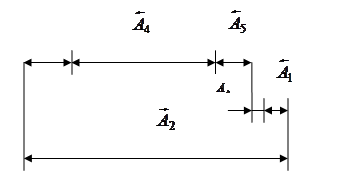
Рассчитать сборочную размерную цепь (рисунок 1) методом:
а) полной взаимозаменяемости;
б) вероятностным методом.
Таблица 1 – Исходные данные для расчета размерной цепи
| А1, мм | А2, мм | А3, мм | А4, мм | А5,мм | АΔmax, мм | АΔmin, мм | ТА5, мкм |
| 0,8 | 0,2 |

Рисунок 1 – Чертёж для расчета размерной цепи
Содержание
1. Расчет размерной цепи методом полной взаимозаменяемости. 4
2. Расчет размерной цепи вероятностным методом. 7
Вывод по методам расчета. 10
Список использованных источников. 11
Расчет размерной цепи методом полной взаимозаменяемости
|

Определяем значение АΔ:
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Определяем среднее значение коэффициента точности:
 , где
, где  ;
;

 , что соответствует
, что соответствует  , для которого
, для которого  .
.
Принимаем для составляющих звеньев IT11 и по таблице допусков размеров находим значение допусков составляющих звеньев.

Проводим проверку выполнимости условия


Назначаем предельные отклонения (поля допусков на составляющие звенья цепи):

Проводим проверку правильности назначенных полей допусков:
 Определим координаты середины полей допусков
Определим координаты середины полей допусков  :
:

Определим координату середины поля допуска увязочного звена:

Найдем предельные отклонения увязочного звена:

Подбираем ближайшее стандартное поле допуска звена А2.
Ближайшим стандартным полем допуска является  .
.
Проводим проверку правильности назначенных полей допусков по формулам:
1) 

2) 
 – условие не соблюдается.
– условие не соблюдается.
На звено А1 назначим отклонение в системе вала:

Проводим проверку правильности назначенных полей допусков по формулам:
1) 

2) 

Таблица 2. Расчетные данные размерной цепи методом максимума-минимума
| Обозначение звена | Номинальный размер, мм | Квалитет точности | Значение допуска, мкм | Поле допуска | Предельное отклонение | Координата середины поля допуска, мкм | |
| Es, мкм | Ei, мкм | ||||||
| АΔ | – | 
| -200 | -800 | -500 | ||
| A1 | 
| -60 | -30 | ||||
| A2 | 
| -405 | -595 | -500 | |||
| A3 | 
| +45 | -45 | ||||
| A4 | 
| +160 | +80 | ||||
| A5 | – | 
| -100 | -50 |
Расчет размерной цепи вероятностным методом
|

Определяем значение АΔ:
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
Определяем среднее значение коэффициента точности по формуле
 ,
,  ;
;

Учитываем, что рассеивание подчиняется нормальному закону распределения и осуществляется равновероятный выход отклонений за обе границы поля допуска, тогда


Назначаем на звенья А1, А3 и А4 IT13, а на звено А2 IT12. Находим значение допусков составляющих звеньев.

Проводим проверку выполнимости условия
 ;
;


Назначаем предельные отклонения (поля допусков на составляющие звенья цепи):

Определим координаты середин полей допусков 

Проводим проверку правильности назначенных полей допусков по формулам:
1) 

2) 

Таблица 3 – Расчетные данные размерной цепи вероятностным методом
| Обозначение звена | Номинальный размер, мм | Квалитет точности | Значение допуска, мкм | Поле допуска | Предельное отклонение | Координата середины поля допуска, мкм | |
| Es, мкм | Ei, мкм | ||||||
| АΔ | – |
| -200 | -800 | -500 | ||
| A1 | 
| +70 | -70 | ||||
| A2 | 
| -300 | -150 | ||||
| A3 | 
| +110 | -110 | ||||
| A4 | 
| +390 | +195 | ||||
| A5 | – |
| -100 | -50 |
Выводы
Сравнивая результаты решения данной размерной цепи методом максимума-минимума и вероятностным методом, нетрудно заметить преимущество последнего. Допуски составляющих размеров при вероятностном методе оказались больше соответствующих по методу максимума-минимума при практическом отсутствии риска появления бракованных изделий (Р = 0,27%).
Список использованных источников
1. Лисовская, З.П. Цепи размерные: Основные понятия. Методы расчета линейных цепей: Учебное пособие / З.П. Лисовская, О.Н. Анохин. – Орел: ОрелГТУ, 2005. – 148 с.
2. Лисовская, З.П. Нормирование точностных параметров типовых соединений деталей приборов и машин (в курсовом и дипломном проектировании): Учебное пособие/ З.П. Лисовская, В.Н. Есипов. – Орел: ОрелГТУ, 2002. – 122 с.
3. Допуски и посадки: Справочник. В 2-х ч./В.Д. Мягков, М.А. Палей, А.Б. Романов, В.А. Брагинский. – 6-е изд., перераб. и доп. – Л.: Машиностроение. Ленингр. отд-ние, 1982. – Ч. 1 543 с, ил.