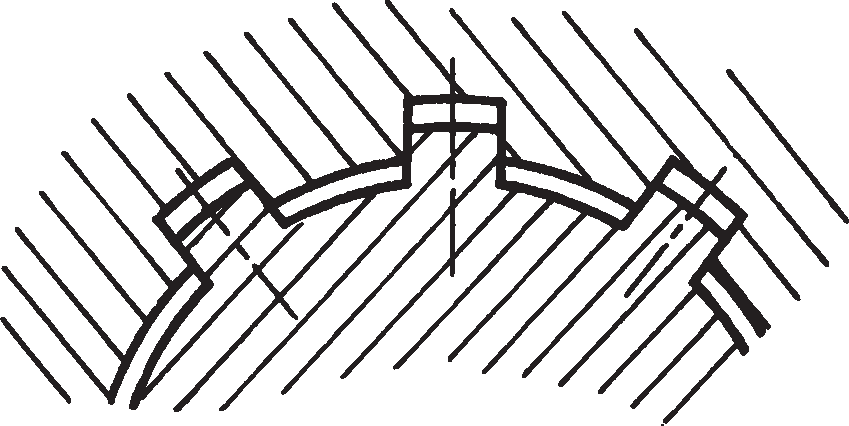
Шпоночные соединения предназначены для соединения валов со ступицами различных деталей вращения (зубчатых колес, шкивов, эксцентриков, маховиков и т.п.); их используют для передачи крутящего момента от вала к ступице или наоборот. Широко распространенные ненапряженные соединения осуществляют призматическими и сегментными шпонками, а напряженные — клиновыми и тангенциальными (рис. 10).
Шестигранные и комбинированные шпонки применяют для соединения тел вращения по торцовым поверхностям. У призматических шпонок рабочими являются боковые, более узкие грани. Между верхней широкой гранью шпонки и дном паза ступицы предусмотрен зазор. Использование призматических шпонок дает возможность точно центрировать сопрягаемые элементы и получать как неподвижные, так и скользящие соединения. Простые призматические шпонки бывают трех исполнений: с закругленными торцами, с одним закругленным и одним плоским торцами и с плоскими торцами. Шпонка обрабатывается с припуском 0,1…0,15 мм с учетом последующей подгонки на краску по шпоночным канавкам вала и сопрягаемой детали.
Простые шпонки устанавливают в паз вала без крепления; направляющие шпонки дополнительно крепят к валу винтами для устранения перекоса при перемещении (рис. 10, в). Призматические шпонки, скользящие вместе со ступицами вдоль вала, применяют при больших осевых перемещениях. Их выполняют с цилиндрическими выступами-головками, которые входят в соответствующие отверстия в ступицах.
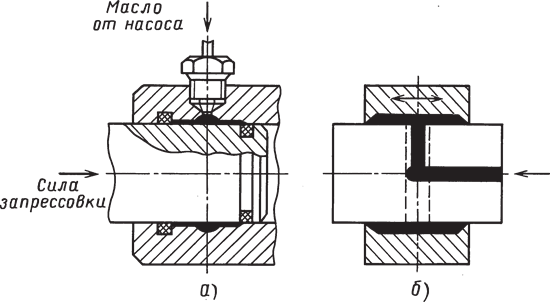
Рис. 9. Схемы гидропрессовой сборки при подводе масла через отверстие во втулке (а), в валу (б)
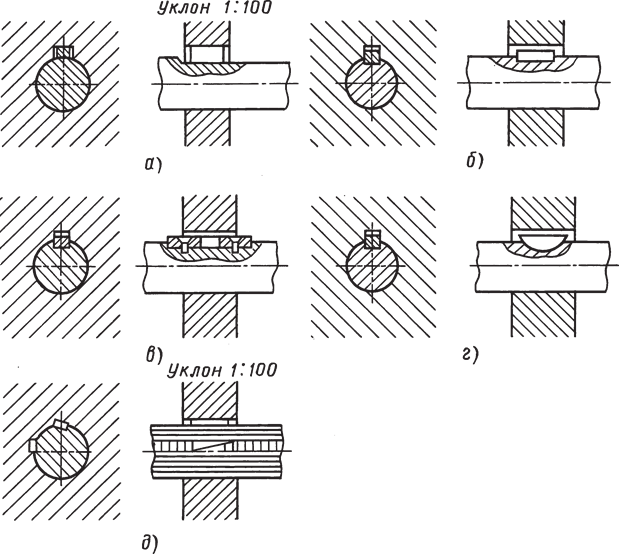
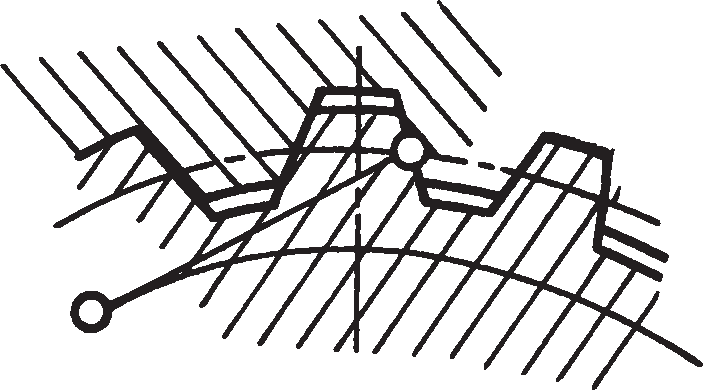
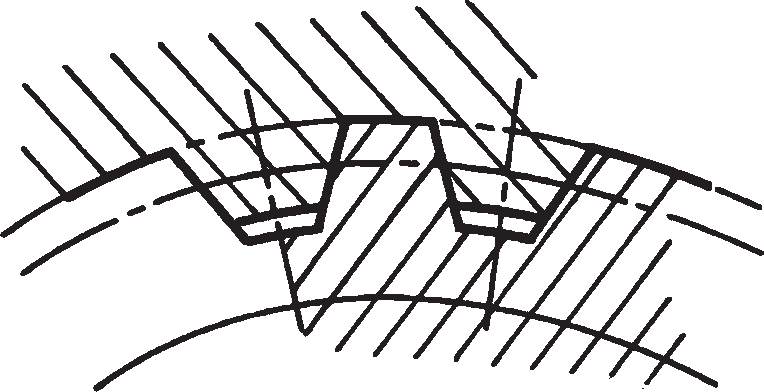
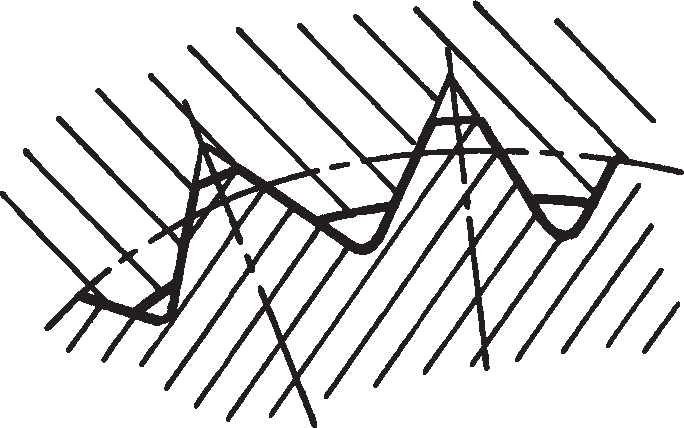
Рис. 10. Типы шпонок: а — клиновая; б — призматическая; в — направляющая; г — сегментная; д — тангенциальная
Различают свободные, нормальные и плотные шпоночные соединения с призматическими шпонками. На размер по ширине призматической шпонки устанавливают поле допуска h9. Поля допусков на ширину пазов валов установлены в зависимости от типа соединения: для свободных Н9; для нормальных N9; для плотных Р9; соответственно ширина паза во втулке D10, JS9 и Р9.
Свободное соединение имеет посадку с зазором, а нормальное и плотное — переходные посадки. Призматические шпонки по сравнению с клиновыми обеспечивают более высокую точность центрирования, а по сравнению с сегментными в меньшей степени ослабляют вал.
Сегментные шпонки (рис. 10, г) обладают некоторыми технологическими преимуществами перед призматическими. Положение сегментных шпонок на валу более устойчиво вследствие большей глубины врезания.
При необходимости по длине ступицы устанавливают две сегментные шпонки. Для сегментных шпонок и пазов под них приняты следующие поля допусков: h9 для ширины шпонки; N9 для ширины паза вала в нормальном соединении и Р9 в плотном; JS9 для ширины паза втулки в нормальном соединении и Р9 в плотном. Если детали термообработаны, применяют поля допусков Н11 для ширины паза вала и D10 для ширины паза втулки. Для упрощения и облегчения сборки соединений с сегментными шпонками, как и с призматическими, между шпонкой и дном паза ступицы вала предусмотрен зазор.
Клиновые и тангенциальные шпонки используют в тех случаях, когда требования к соосности соединяемых деталей не имеют существенного значения (шкивы, маховики и т.п.). Клиновые шпонки (рис. 10, а) изготовляют: с головками; с закругленными и прямыми торцами; с одним закругленным и одним прямым торцами. Верхняя поверхность клиновой шпонки имеет уклон 1:100. Натяг между валом и ступицей создают забиванием шпонки или затяжкой ступицы гайкой на шпонку, установленную на валу в шпоночном пазе. Клиновая шпонка должна плотно прилегать ко дну шпоночного паза вала и ступицы, а по боковым поверхностям иметь зазор. Клиновые шпонки создают напряженное соединение, способное передавать не только крутящий момент, но и осевую силу. Установка клиновой шпонки вызывает радиальное смещение оси ступицы. Уменьшения биения ступицы достигают сокращением посадочного зазора и обеспечением равенства уклонов шпонки и дна паза ступицы.
В соединениях с тангенциальными (рис. 10, д) клиновыми шпонками натяг между валом и ступицей создается не в радиальном, а в касательном направлении. Шпонки в таких соединениях работают на сжатие. Каждую шпонку составляют из двух односкосных клиньев, обращенных вершинами в разные стороны с параллельными наружными рабочими гранями. Соединения тангенциальными шпонками применяют в тяжелом машиностроении при больших динамических нагрузках для валов диаметром 60…100 мм. Поле допуска толщины шпонок принимают до h11, а угла
наклона до  . Тангенциальные клиновые шпонки устанавливают попарно при ударах молотка с медным или свинцовым наконечником либо с использованием специального приспособления.
. Тангенциальные клиновые шпонки устанавливают попарно при ударах молотка с медным или свинцовым наконечником либо с использованием специального приспособления.
В шпоночных соединениях контролируют:
· отклонения формы и размеров шпонки, а также пазов вала и ступицы по всей длине;
· отсутствие заусенцев и забоин на рабочих поверхностях шпонки и осей пазов;
· отклонения от параллельности осей вала или отверстия ступицы;
· отклонения от симметричности боковых поверхностей пазов вала и ступицы относительно диаметральной плоскости;
· качество пригонки рабочих поверхностей шпонки и пазов;
· наличие зазоров по высоте для призматических и сегментных шпонок и по ширине для клиновых шпонок.
Порядок сборки соединений с обыкновенной призматической шпонкой:
· подготовка нужной шпонки (из чисто тянутого прутка);
· пригонка шпонки по пазу вала (припиливание или шабрение по краске);
· запрессовка шпонки в вал прессом, струбцинами или с ударами медного молотка;
· проверка щупом отсутствия зазора между боковыми сторонами шпонки с минимальным зазором для неподвижных соединений и с гарантированным зазором для подвижных.
При сборке соединений с клиновой шпонкой:
· готовят нужную шпонку;
· шпонку и пазы вала и ступицы смазывают машинным маслом;
· ступицу надевают на вал, пазы их совмещают;
· шпонку вводят в паз и ударом по широкой торцовой части или головке заклинивают;
· при этом головка шпонки не должна доходить до ступицы, что гарантирует наличие натяга в соединении;
· при наличии зазора (проверяется щупом с обеих сторон ступицы), который образуется при несовпадении уклонов шпонки и ступицы, соединение разбирают и соприкасающиеся поверхности пригоняют.
Шлицевыми называют соединения цилиндрических деталей, образованные выступами — зубьями на валу, входящими во впадины соответствующей формы в ступице. Шлицевые соединения применяют в качестве неподвижных для постоянного соединения ступицы с валом, подвижных без нагрузки, например для переключения зубчатых колес, и подвижных под нагрузкой. По форме профиля зубьев различают три типа соединений: прямобочные, эвольвентные и треугольные.
Шлицевые соединения обладают по сравнению со шпоночными следующими преимуществами: большей несущей способностью; более хорошим центрированием деталей на валах и лучшим направлением при осевом перемещении.
Соединения с прямобочными зубьями составляют 80…90 % от всех шлицевых соединений; их выполняют с центрированием по боковым граням зубьев; по наружному и внутреннему диаметру вала.
Эвольвентные шлицевые соединения с углом профиля 30° по сравнению с прямобочными отличаются повышенной точностью благодаря большому числу зубьев, их утолщению и закреплению у основания, достаточно технологичны при изготовлении. Эвольвентные шлицевые соединения применяют для валов диаметром 12…400 мм.
Области использования шлицевых соединений определяются их типами и способами центрирования (табл. 7).
Сборку соединений начинают с осмотра шлицев собираемых деталей. На их поверхностях не должно быть забоин, заусенцев или задиров. Для предупреждения возможного заедания шлицев необходимо, чтобы были выполнены все наружные фаски на торцах деталей и закругления шлицев. Сопрягаемые поверхности должны быть смазаны. В соединениях, работающих в тяжелом режиме, прилегание шлицев проверяют по краске.
Таблица 7. Области применения шлицевых соединений
| Форма профиля | Способ центрирования | Примерное назначение |
Прямобочная
| По наружному диаметру | Для простых способов центрирования. Отверстия втулки без термообработки или с термическим улучшением |
| По внутреннему диаметру | Для точного центрирования. Втулка и вал термообработаны |
| По боковым граням | Для тяжелонагруженных соединений с равномерным распределением нагрузки при термически улучшенной поверхности втулки |
Эвольвентная
| По боковым граням | Для тяжелонагруженныхсоединений без повышенных требований к центрированию, обеспечивает равномерное распределение нагрузки. Втулка и вал без термообработки |
| По наружному диаметру | То же, с более высокими требованиями к центрированию |
Треугольная
| По боковым граням | Для слабонагруженных соединений с тонкостенными втулками |
В зависимости от применяемой посадки центрирующих поверхностей шлицев соединения подразделяются на три группы: тугоразъемные, легкоразъемные и подвижные.
В тугоразъемных соединениях охватывающую деталь напрессовывают специальным приспособлением. Собирать такие соединения с помощью молотка или кувалды не рекомендуется. Неравномерные удары вызывают перекос охватывающей детали на шлицах и даже задир. При сборке тугих шлицевых соединений диаметром свыше 50 мм целесообразно охватывающую деталь перед запрессовкой нагреть до 80…120 °С.
Зазоры в легкоразъемном шлицевом соединении являются причиной перекоса сопрягающих деталей, особенно при нагрузке, действующей несимметрично относительно средней плоскости охватывающей детали. Дополнительные осевые силы, вызванные колебательными движениями деталей шлицевого соединения, обусловливают усиленный износ последних. После установки и закрепления охватывающей детали на шлицах соединение проверяют на биение. Допускаемые радиальное и торцовое биения зависят от назначения соединения и указываются на сборочном чертеже или в технических требованиях на сборку.
В легкоразъемных и подвижных шлицевых соединениях охватывающие детали устанавливают под действием небольших сил. Осевое перемещение охватывающей детали в правильно собранной сборочной единице осуществляется легко, без заеданий, а тангенциальное — под действием крутящего момента, создаваемого вручную, допускается в узких пределах. В подвижных соединениях отверстия охватывающей детали и шлицевого вала должны быть соосны. При полной соосности все шлицы вала контактируют со шлицами отверстия; если такого контакта не будет, ухудшаются условия работы соединения.