Лекция №47
ТЕМА: ВЕРТИКАЛЬНО-ЗАМКНУТЫЕ КОНВЕЙЕРНЫЕ ЛИНИИ
ПЛАН
1.Принцип вертикально-замкнутых систем.
2.Вибропрокатний конвейер.
ПРИНЦИП ВЕРТИКАЛЬНО - ЗАМКНУТЫХ СИСТЕМ
Самый простой способ замкнуть конвейерную линию без привлечения дополнительных производственных площадей заклечаеться в перемещении форм-вагонеток мостовым краном на исходные позиции, но такое решение ведет к нерациональному использованию сложного и дорогостоящего оборудования и применяется редко.
Эффективное применение технологических линий, работающих по принципу вертикально-замкнутых систем, с оборудованием и процессами, которые расположены и протекают на двух уровнях. Более высокая эффективность вертикально-замкнутых конвейерных линий по сравнению с эффективностью горизонтально-замкнутых конвейерных линий определяется эффективным использованием площади цеха и увеличением съема продукции с 1 м2 производственной площади.
Такие конвейерные линии бывают:
· с формовочной лентой непрерывно движется;
· поезд с форм-вагонеток и с пульсирующим движением.
Формы-вагонетки с яруса на ярус передаются специальными устройствами, подъемниками-Понизитель или на передаточных тележках по рельсам, расположенные под углом.
ВИБРОПРОКАТНИЙ Контейнер
Вибропрокатных конвейер предназначен для изготовления панелей внутренних и внешних стен, панелей перекрытия и других крупных плоских элементов сборного домостроения, промышленного и дорожного строительства.
Железобетонные детали изготавливают на формовочной ленте непрерывно движется, на которой последовательно выполняют все основные операции цикла.
В комплект вибропрокатных конвейера входит оборудование:
· для дозирования компонентов;
· приготовления сырьевой смеси;
· укладки бетонной смеси и ее уплотнение;
· обработки поверхности;
· тепловой обработки отформованного изделия;
· распалубки;
· снятие с конвейера готового изделия.
Укладку, уплотнение, прогрев бетонной смеси осуществляют на формовочной ленте, которая оборудована участками (картами) с использованием отделю ных балок, расстояние между которыми определяет длину изделия, формируется.
По длине конвейер разделен на участки:
· И - подготовки к формированию;
· II - формирования;
· III - тепловой обработки;
· IV - распалубки и съема изделия.
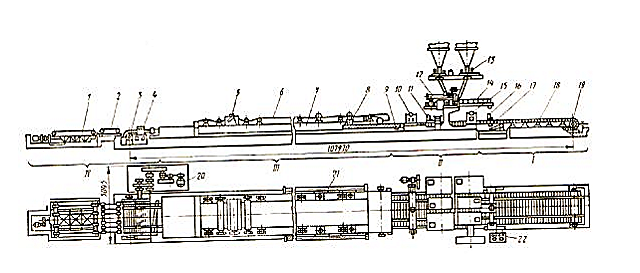
Рисунок 1 - Вибропрокатных конвейер БПС - 6М
Лента для формирования (мал.47.1) 18 состоит из стальных пластин, которые прикреплены к звеньям трех параллельных шарнирно-пластинчатых тяговых цепей, надетые на натяжные 19 и приводные 3 звездочки пластинчатого конвейера.
Вращения приводных звездочек, а с ними и движение ленты для формирования обеспечивает привод 20. Лента движется со скоростью 10... 60 км / ч. Винтовым натяжным устройством натягивают ленту, а зачищают ее на участке подготовки к формированию приводными щетками и пневматическими скребками; смазывают ленту эмульсией с помощью форсунки, ее распыляет, устанавливают раздельные балки, а между ними укладывают арматурный каркас, устанавливают предусмотрено проектом оснащения и закрепляют закладные детали.
Арматурные каркасы изготавливают на вертикальных сварных установках, которые обычно размещают рядом с конвейером.
Каркас на движущуюся ленту подают краном, который оснащен специальной траверсой, которая исключает чрезмерную деформацию каркаса под действием силы тяжести и динамических транспортных нагрузок.
Над формовочной участком конвейера размещают установку для смешивания бетона 13 из бункеров которой компоненты бетонной смеси поступают в весовых дозаторов непрерывного действия, а из них - в двух тельный бетоносмеситель 14 в который в заданном количестве подается вода. Из смесителя бетонная смесь непрерывным потоком в бетоноукладчик 16, который, двигаясь возвратно-постепенно в попереч ленты, равномерно распределяет и разравнивает смесь на ленте по мере ее продвижения под бетоноукладчиком. В то же время бетонная смесь интенсивно уплотняется вибрирующей балкой 17, которая оснащена тремя последовательно соединенными вибрирующими возбудителями.
Поверхность изделия, формируют уплотняет и заглаживает устройство 15, который представляет собой раму с приводом и двумя параллельными балками, лежащие на поверхности бетонной смеси в попереч конвейера и движутся возвратно-постепенно. На балках установлены вибраторы, благодаря которым балки не только затирают, но и уплотняют бетонную смесь. После формирования основной части керамзитобетонных панелей для наружных стен наносят фактурный лицевой слой толщиной 30... 40 мм из бетонной смеси, приготовленной в одновальном лопастном бетоносмесители 12. Смесь распределяется бетоноукладчиком 11, а уплотняется и заглаживается вибрирующими балками устройства 10, который завершает процесс формирования и обработки поверхности изделия.
Особенность вибропрокатных состояния - сочетание в одном агрегате процессов формирования изделий и их тепло влажной обработки до вступления раз палубной прочности. Отформованные изделия на участке тепло влажной обработки поступают в камеру 7, образованную изделием, бортами установки и плоским перекрытием. Над камерой по всей ее длине проходит широкая (по ширине изделия) прорезиненная лента 6, которая, огибая направляющий барабан, накрывает отформованный изделие и движется вместе с ним с той же скоростью. Лента прижимается к изделию при грузовыми валками 8, установленными в камере с интервалом 3... 4 м; она герметизирует изделие и препятствует испарению влаги из бетонной смеси при ее прогреве, в результате чего прогрев ведут интенсивно «острым» паром, который подается в камеру по коллектору 21. Конденсат собирают в сборник 9 и удаляют.
Из камеры изделие выходит на открытый участок, охлаждается, а при необходимости обрабатывается машиной для шпатлевание 4. При огибания шарнирно-пластинчатыми цепями ведущих звезд 3 пластины ленты для формирования уходят вниз, изделие проходит распалубки и панель постепенно переходит на рольганг 2, что ускоряется. Как только изделие теряет контакт с формовочной лентой, скорость рольганга увеличивается, изделие передается на кантователь 1, а рольганг, что ускоряется снова переключается на малую скорость и принимает с формовочной ленты следующий изделие. Оператор управляет всеми механизмами с пульта управления 22.
Недостатками конвейеров с лентой непрерывно движется является сложность конструкции, сложность переналадки на выпуск новых изделий и фактически бесполезен пробег холостой ветви ленты.
Вопросы для самопроверки
1. Назовите самый простой способ замкнуть конвейерную линию.
2. Назовите виды вертикально-замкнутых конвейеров.
3. Назовите назначение вибропрокатных конвейеру.
4.Назвить оборудования, входящего в состав вибропрокатных конвейеру.
5. На какие участки поделен конвейер?
6.Опишите принцип действия вибропрокатных конвейеру.
ЛИТЕРАТУРА
1.Константопуло С. Механическое оборудование заводов железобетонных изделий и теплоизоляционных материалов. М.: Высшая школа, 1988 [2] 366-370