АЛЬБОМ ОТЧЕТОВ
ПО ЛАБОРАТОРНЫМ РАБОТАМ
по дисциплине: «ОПТИМИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ»
Выполнил
студент группы ТМС-15-1б
Чупин П.К.
15-ЛФ-207
«____» ______________ 2019 г.
_________________________
(подпись студента)
Проверил
преподаватель Сошина Т.О.
Оценка _____________________
____________________________
(подпись преподавателя)
«___» ____________ 2019 г.
Лысьва, 2019 г.
Оглавление
1 ЛАБОРАТОРНАЯ РАБОТА.. 3
2 ЛАБОРАТОРНАЯ РАБОТА.. 9
3 ЛАБОРАТОРНАЯ РАБОТА.. 18
4 ЛАБОРАТОРНАЯ РАБОТА.. 22
1 ЛАБОРАТОРНАЯ РАБОТА
Оптимизация многоинструментальной обработки корпусных деталей фрезерованием
1 Цель работы: научиться выполнять структурную оптимизацию процесса механической обработки корпусных деталей по критерию производительности, себестоимости и наименьшему штучному времени.
2 Оборудование, приспособления, инструменты: программный комплекс «ОПТИМ».
3 Выполнения работы:
a. Исходные данные
Чертеж детали «Втулка направляющая»
b. Отразить исходные данные к заготовке, детали
Заготовка прокат сортовой стальной горячекатаный круглый ГОСТ 2590-2006: ø85; l = 60 мм
3.1 Определить маршрут обработки комплексной детали с обозначением номера поверхности (Таблица 1)
Таблица 1- Маршрут обработки комплексной детали
| Номер поверхности | № инстр. | Название |
| 57861 Резец Проходной отогнутый 20х12х100 Т5К10 (левый) 41591 Резец Проходной отогнутый 25х16х140 Р6М5 31966 Круг ПП 125х 6х32 25А 10 СМ (WA F120 K-L) (шт) | ||
| 57861 Резец Проходной отогнутый 20х12х100 Т5К10 (левый) 41591 Резец Проходной отогнутый 25х16х140 Р6М5 | ||
| 15806 Сверло d 20,0х 50х145 к/х Р6М5 укороченное 8829 Резец Расточной 16х16х140 Т5К10 для сквозных отверстий 46094 Головка абразивная 4х10х3 25А 16Н СТ с хвостовиком | ||
| 1600 Сверло d 9,0 ц/х Р6М5 |
1.2.2 Подобрать для комплексной детали инструменты с указанием их стоимости (табл. 2) (информация с сайта https://www.inpo.ru/shop/). Информацию занести в программу ОПТИМ.ехе
Таблица 2
| Наименование | Размерность | Обозначение | Поверхность | |||||
| Деталь | Материал | - | Сталь 20Х ГОСТ 4543-71 | |||||
| Длина обраба-тываемой поверхности | мм | L | ||||||
| Диаметр обра-батываемой поверхности | мм | D | ||||||
| Припуск на обработку | мм | t | 22,5 | 2,5 | 4,5 | |||
| Инструмент №1 | Подача | Мм/об | S | 0,3 | 0,3 | - | - | |
| Частота вращения | Мин-1 | n | - | - | ||||
| Количество проходов | - | i | - | - | ||||
| Стоимость нового инструмента | руб | Сн | 87.32 | |||||
| Кол-во переточек | - | Z | ||||||
| Инструмент №2 | Подача | Мм/об | S | 0,15 | 0,15 | - | - | |
| Частота вращения | Мин-1 | n | - | - | ||||
| Количество проходов | - | i | - | - | ||||
| Стоимость нового инструмента | руб | Сн | 141.60 | |||||
| Кол-во переточек | - | Z | ||||||
Продолжение таблицы 2
| Объект | Наименование | Размерность | Обозначение | Поверхность | ||||
| Инструмент №3 | Подача | Мм/об | S | 0,025 | - | - | - | |
| Частота вращения | Мин-1 | n | - | - | - | |||
| Количество проходов | - | i | - | - | - | |||
| Стоимость нового инстркмента | руб | Сн | 66.08 | |||||
| Кол-во переточек | - | Z | ||||||
| Инструмент №4 | Подача | Мм/об | S | - | - | 0,2 | - | |
| Частота вращения | Мин-1 | n | - | - | - | |||
| Количество проходов | - | i | - | - | - | |||
| Стоимость нового инстркмента | руб | Сн | 368.16 | |||||
| Кол-во переточек | - | Z | ||||||
| Инструмент №5 | Подача | Мм/об | S | - | - | 0,15 | - | |
| Частота вращения | Мин-1 | n | - | - | - | |||
| Количество проходов | - | i | - | - | - | |||
| Стоимость нового инстркмента | руб | Сн | 128.62 | |||||
| Кол-во переточек | - | Z | ||||||
Продолжение таблицы 2
| Объект | Наименование | Размерность | Обозначение | Поверхность | ||||
| Инструмент №6 | Подача | Мм/об | S | - | - | 0,025 | - | |
| Частота вращения | Мин-1 | n | - | - | - | |||
| Количество проходов | - | i | - | - | - | |||
| Стоимость нового инстркмента | руб | Сн | 36.58 | |||||
| Кол-во переточек | - | Z | ||||||
| Инструмент №7 | Подача | Мм/об | S | - | - | - | 0,2 | |
| Частота вращения | Мин-1 | n | - | - | - | |||
| Количество проходов | - | i | - | - | - | |||
| Стоимость нового инстркмента | руб | Сн | 51.92 | |||||
| Кол-во переточек | - | Z | ||||||
3.2 Построить матрицу смежности в программе ОПТИМ.ехе

Рисунок 1 – Информация о стоимости инструментов

Рисунок 2 – Матрица смежности
3.3 Составить оптимизационную математическую модель с техническими ограничениями на условия

Рисунок 3 – Режимы резания
3.3 Используя общемашиностроительные нормативы режимов резания, назначить режимы резания для всех инструментов из табл. 1. Информацию занести в программу ОПТИМ.ехе
3.3 Определить нормы времени на вид работ. Информацию занести в программу ОПТИМ.ехе

Рисунок 4 – Нормы времени
3.4 Построить множество эффективных решений (оптимальных по Парето) формированием линейной свертки критериев. Расчет выполнить в программе ОПТИМ.ехе

Рисунок 5 – Множество эффективных решений
4 Вывод: научился выполнять структурную оптимизацию процесса механической обработки корпусных деталей по критерию производительности, себестоимости и наименьшему штучному времени.
Из полученных паретооптимальных решений выбирается лучшее.
2 ЛАБОРАТОРНАЯ РАБОТА
Оптимизация процесса обработки отверстий
1 Цель работы: овладеть методикой определения оптимальной последовательности сверления отверстий на основе решения задачи коммивояжера.
2 Оборудование, приспособления, инструменты: программный комплекс Mathcad.
Порядок выполнения работы
3.1. Выполняем чертеж детали и присваиваем каждому отверстию номер (рисунок 3.1.1).

Рисунок 3.1.1 - Эскиз детали
Жадный» алгоритм.
3.2.1. Используя «жадный» алгоритм, строим маршрут обработки отверстий. Он заключается в нахождения наикратчайшего расстояния путём выбора самого короткого, ещё не выбранного ребра, при условии, что оно не образует цикла с уже выбранными рёбрами (рисунок 3.2.1).

Рисунок 3.2.1 - «Жадный» алгоритм
3.2.2. После этого водим данные в Mathcad и рассчитываем время перемещения инструмента (рисунок 3.2.2).

Рисунок 3.2.2
3.3. «Деревянный» алгоритм.
3.3.1. Используя «деревянный» алгоритм, строим маршрут обработки отверстий. Вначале строим кратчайшее основное дерево с удвоенными связями между вершинами и с корнем в исходной (начальной) точке (рисунок 3.3.1).

Рисунок 3.3.1 - «Деревянный» алгоритм
Далее, используя только ветви построенного дерева, строим замкнутую линию через все вершины. Его можно записать как:
ЭЦ = (0,1,2,3,4,3,2,7,8,7,6,5,67,2,1,0).
Для получения маршрута из эйлерова цикла исключаючаем все повто-ряющиеся вершины, кроме исходной, т.е.
(0,1,2,3,4,7,8,6,5,0)
В результате получим маршрут, показанный на рисунке (рисунок 3.3.2).:
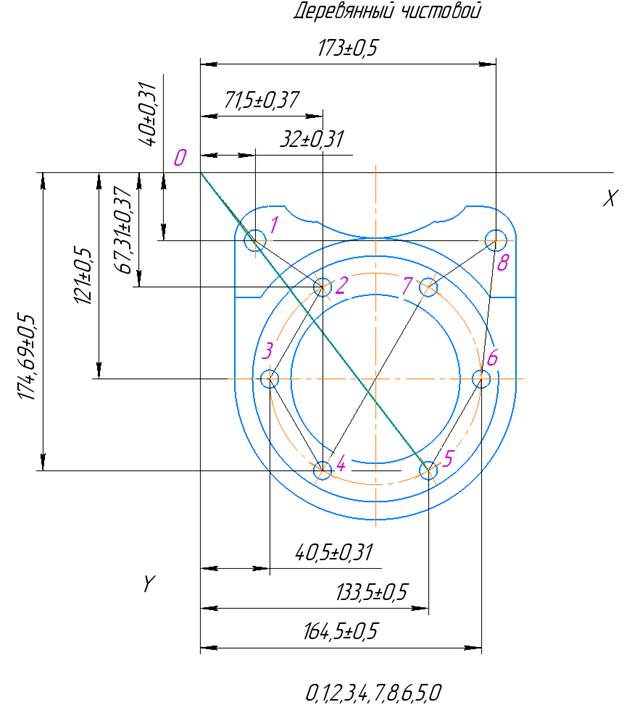
Рисунок 3.3.1 - «Деревянный» алгоритм
3.3.2. После этого водим данные в Mathcad и рассчитываем время перемещения инструмента (рисунок 3.3.3).
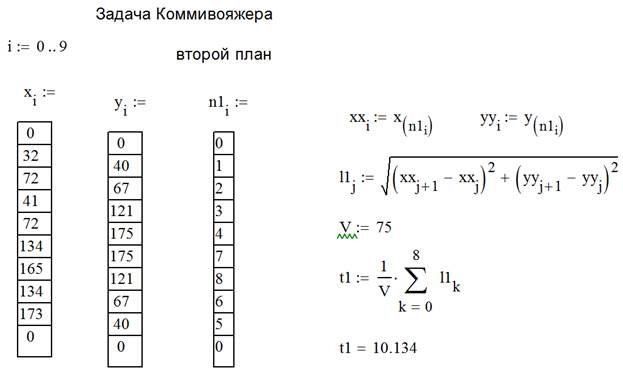
Рисунок 3.3.3
Метод разворота петель.
3.4.1. Используя метод разворота петель, строим маршрут обработки отверстий (рисунок 3.4.1).

Рисунок 3.4.1 - Метод разворота петель
3.4.2. После этого водим данные в Mathcad и рассчитываем время перемещения инструмента (рисунок 3.4.2).
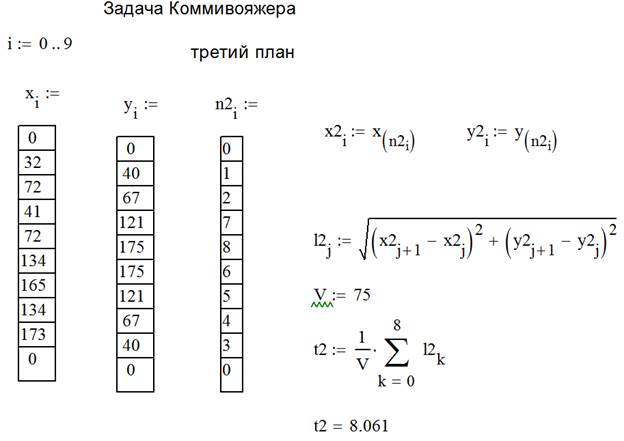
Рисунок 3.4.2
3.4.3 Произвёл сравнительный анализ 3-х методов в Mathcad, с отставанием по времени перемещения инструмента, в минутах, относительно партии деталей (рисунок 3.4.3).

Рисунок 3.4.3
4 Вывод: овладел методикой определения оптимальной последовательности сверления отверстий на основе решения задачи коммивояжера. Самым быстрым, по времени перемещения инструмента, оказался «метод разворота петель».
3 ЛАБОРАТОРНАЯ РАБОТА
Определение оптимальных параметров режима резания методом линейного программирования
1 Цель работы: овладеть методикой определения оптимальных режимов механической обработки (точения, фрезерования, сверления) детали используя метод линейного программирования.
2 Оборудование, приспособления, инструменты: программный комплекс ОПТИМ.
Исходные данные
7 Вариант

Паспортные данные станка
 Jcт Jcт
| Кол-во ступеней оборотов | N, кВт | Числа оборотов шпинделя в об/мин |
| 12,5, 16, 20, 25, 31.5, 40, 50, 63, 80, 100, 125, 160, 200, 260, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000 |
Примечания:
1. Ми — материал инструмента,
Мд — материал обрабатываемой детали.
2. Размерность исходных данных дана в соответствии с текстом.
3. Для вариантов, где в графах T, Q, tоб стоят прочерки, соответственно они являются критериями оптимальности.
3 Выполнение работы: