Заготовка
Заготовка сортовой прокат, профиль круглого сечения; диаметр заготовки -210 мм, длина l = 80мм. ГОСТ 2590-88.

Ленточнопильный станок.

Последовательность механической обработки заготовки из сортового проката круглого поперечного сечения на токарно-винторезном станке.
Установ 1.
1. Установить заготовку в трехкулачковый самоцентрирующий патрон по поверхности "Б";
2. Подрезать торцовую поверхность "Г";
Инструмент: токарный проходной отогнутый резец (рис. 1.4);
3. Сверлить, рассверлить отверстие "Д" до диаметра d = 53 мм.
Инструмент: спиральные сверла (рис 1.5);
4. Обточить наружную цилиндрическую поверхность "И" до диаметра d = 81 мм и подрезать торцовую поверхность "Е".
Инструмент: токарный проходной упорный резец (рис. 1.6);
5. Точить торцовую канавку на поверхности "Е" на глубину 12 мм.
Инструмент: токарный прорезной резец (рис. 1.7);
6. Расточить отверстие "Ж" диаметром d = 165 мм на глубину 15 мм.
Инструмент: токарный проходной упорный резец (рис. 1.8);
7. Снять фаску "Л" на поверхности диаметром d = 81 мм.
Инструмент: токарный проходной отогнутый резец (рис. 1.9);
Установ 2.
8. Установить заготовку в трехкулачковый самоцентрирующий патрон по поверхности "И" диаметром 81 мм.
9. Подрезать торцовую поверхность "В", выдержав размер 73 мм.
Инструмент: токарный проходной отогнутый резец (рис. 1.10);
10. Расточить отверстие "А" диаметром d = 165 мм на глубину 15 мм.
Инструмент: токарный проходной упорный резец (рис. 1.11);
11. Расточить отверстие "Д" диаметром d = 54 мм.
Инструмент: токарный расточной резец для обработки сквозных отверстий (рис. 1.12);
12. Снять фаску "М" в отверстии диаметром 54 мм. Инструмент: токарный расточной резец для обработки сквозных отверстий (рис. 1.13);
13. Обточить наружную цилиндрическую поверхность "Б" диаметром d = 205 мм.
Инструмент: токарный проходной упорный резец (рис. 1.14);
14. Снять последовательно фаски "К" в отверстии диаметром d = 54 мм и "З" в отверстии диаметром d = 165 мм.
Инструмент: токарный проходной отогнутый резец (1.15);
Образец выполнения задания
| Установ 1 | |
| Поверхность Г | |
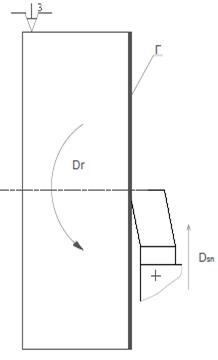
| -Вид обработки – точение получистовое; - Оборудование – токарно-винторезный станок, т.к. производство единичное, габариты детали средние. - Режущий инструмент – токарный проходной отогнутый резец; этим резцом можно снимать фаски. Это уменьшает количество используемых режущих инструментов; - Способ установки заготовки – трехкулачковый самоцентрирующий патрон, т.к. конструкция детали жесткая; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель |
| Поверхность Д | |
| - Вид обработки – сверление и рассверливание; - Оборудование - токарно-винторезный станок; - Режущие инструменты – спиральные сверла; - Способ установки заготовки – трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – пиноль задней бабки станка. |
| Поверхности И и Е | |
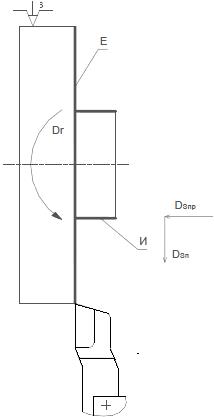
| - Вид обработки – точение получистовое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный проходной упорный резец; - Способ установки заготовки – трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |
| Поверхность Ж | |
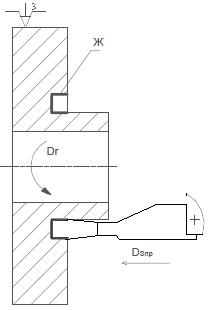
| - Вид обработки – точение получистовое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный прорезной резец; - Способ установки заготовки – трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный держатель. |
| Поверхность Ж | |
| - Вид обработки – растачивание черновое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный проходной упорный резец; - Способ установки заготовки – трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |
| Поверхность Л | |
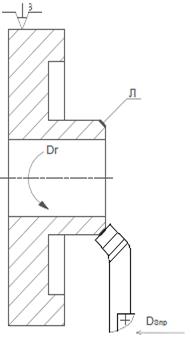
| - Вид обработки – точение получистовое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный проходной отогнутый резец; - Способ установки заготовки - трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |
| Установ 2 | |
| Поверхность В | |
| - Вид обработки – точение получистовое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный проходной отогнутый резец; - Способ установки заготовки - трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |
| Поверхность А | |
| - Вид обработки – растачивание черновое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный проходной упорный резец; - Способ установки заготовки – трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |
| Поверхность Д | |

| - Вид обработки – точение тонкое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный расточной резец для обработки сквозных отверстий; - Способ установки заготовки - трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |
| Поверхность М | |

| - Вид обработки – точение получистовое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный проходной отогнутый резец; - Способ установки заготовки - трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |
| Поверхность Б | |

| - Вид обработки – точение чистовое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный проходной упорный резец; - Способ установки заготовки – трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |
| Поверхность З и К | |
| - Вид обработки – точение получистовое; - Оборудование – токарно-винторезный станок; - Режущий инструмент – токарный проходной отогнутый резец; - Способ установки заготовки - трехкулачковый самоцентрирующий патрон; - Способ установки инструмента – четырехпозиционный поворотный резцедержатель. |