ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Среди всех способов сварки наиболее распространена ручная дуговая сварка штучными электродами как наиболее универсальная. Способ позволяет без замены сварочного инструмента и оборудования (при правильно выбранном сварочном режиме) выполнять швы различных типов и назначения, а также вести сварку в любом пространственном положении и в труднодоступных местах.
Широко используют ручную сварку электрической дугой прямого действия. Устойчивый процесс сварки обеспечивается непрерывной подачей конца электрода в зону горения дуги без значительных отклонений ее длины. При длинной дуге усиливается окисление электродного металла, увеличивается разбрызгивание, снижается глубина провара, шов получается со значительными включениями оксидов. Основной объем работ выполняют при токе 90...350 А и напряжении дуги 18...30 В.
Возбуждение (зажигание) дуги 3 (рис.1) происходит при кратковременном замыкании электрической сварочной цепи, для чего сварщик прикасается к свариваемому металлу 1 концом электрода 5 и быстро отводит его на расстояние 2...4 мм. В этот момент возникает электрическая дуга, устойчивое горение которой поддерживают поступательным движением электрода (вдоль оси) по мере его плавления. Дугу возбуждают также скользящим движением конца электрода по поверхности свариваемого металла (чирканием) с быстрым отводом его на необходимое расстояние.
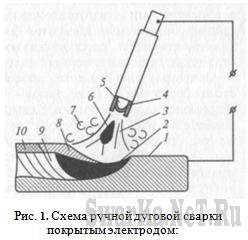
1 — основной металл; 2 — сварочная ванна; 3 — дуга; 4 — электродное покрытие; 5 — электрод; 6 — капли электродного металла; 7 — газовая защита; 8 — жидкая шлаковая пленка; 9 — шов; 10 — шлаковая корка
В процессе сварки электрод перемещают: по направлению к изделию по мере плавления электрода; вдоль соединения; поперек соединения для получения необходимых формы и сечения шва.
При сварке покрытым электродом происходит плавление стержня и покрытия. Расплавляющееся покрытие образует шлак и газы. Шлак обволакивает капли металла, образующиеся при плавлении электродной проволоки. В ванне шлак перемешивается и, всплывая на ее поверхность, образует шлаковый покров, предохраняющий металл от взаимодействия с кислородом и азотом воздуха. Кроме того, всплывая на поверхность ванны, шлак очищает расплавленный металл. Образующиеся при расплавлении покрытия газы оттесняют воздух из реакционной зоны (зоны дуги) и способствуют созданию лучших условий защиты.
Таким образом, покрытие электрода обеспечивает газошлаковую защиту металла сварного соединения от взаимодействия с воздухом и металлургическую обработку металла в ванне.
Покрытыми электродами сваривают черные и цветные металлы и различные сплавы практически любой толщины. Такие электроды находят достаточно широкое применение и при наплавке.Рациональная область применения дуговой сварки покрытыми электродами — изготовление конструкций из металлов с толщиной соединяемых элементов более 2 мм при небольшой протяженности швов, расположенных в труднодоступных местах и различных пространственных положениях.
Основные преимущества способа — универсальность и простота оборудования. Недостатки — невысокая производительность и применение ручного труда. Невысокая производительность обусловлена малыми допустимыми значениями плотности тока, а также тем, что металл шва формируется в основном за счет электродного металла. В этих условиях определяющим производительность процесса становится коэффициент наплавки ан. Его значение зависит от физико-химических свойств покрытия, рода тока и его полярности, состава электрода, режима сварки.
При расчете количества электродного металла, расходуемого на сварку данного шва, исходят из коэффициента расплавления электрода.
Коэффициент наплавки меньше коэффициента расплавления на количество металла, теряемого на разбрызгивание и испарение.
Если учесть, что при сварке покрытыми электродами потери на разбрызгивание и испарение до 15% и до 15% длины стержня электрода остается в виде неиспользуемых огарков, то общие потери на угар, разбрызгивание и огарки составят до 30%.
Существует много методов повышения производительности ручной сварки покрытыми электродами. Наиболее эффективный из них — введение в состав покрытия железного порошка, что приводит к повышению коэффициента наплавки до 18 г/А-ч и позволяет значительно повысить производительность процесса по сравнению со сваркой обычными электродами. В этом случае в образовании шва участвует не только металл электродного стержня, но и металл, вводимый в состав покрытия в виде железного порошка. Например, при увеличении в рутиловом покрытии электродов содержания железного порошка с 20% до 50...60% производительность сварки в нижнем положении возрастает примерно в 1,5...2 раза. К электродам с такими покрытиями относят АН-1, ОЗС-3 и др., использование которых существенно повышает производительность сварочных работ.
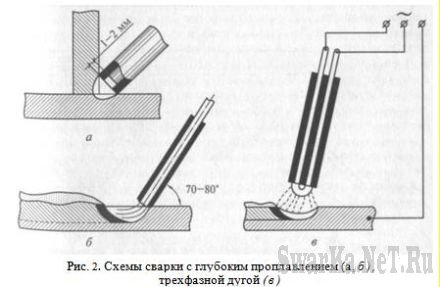
Другой способ повышения производительности труда — сварка с глубоким проплавлением. При этом способе сварку ведут при опирании козырька покрытия электрода на кромки свариваемого металла. Используют электроды с повышенной толщиной покрытия (например, ОЗС-3). Масса покрытия 60...80% массы стержня при отношении диаметра электрода к диаметру стержня 1,5...1,6. Положение электрода при сварке угловых и стыковых швов приведено на рис. 2, а и б. В результате наклона электрода к линии шва под углом 70...80° давление дуги вытесняет жидкий металл из сварочной ванны в сторону валика. В результате глубина проплавления возрастает, уменьшается доля электродного металла в металле шва, чем и обеспечивается повышение производительности. Таким образом удается выполнять одностороннюю сварку встык без разделки кромок стальных листов толщиной до 8...10 мм и двустороннюю сварку листов толщиной до 16...18 мм.
Более высокой производительностью характеризуется и сварка трехфазной дугой. Ток от трех фаз источника переменного тока подводится к двум электродам и свариваемому металлу.
В процессе сварки действуют три сварочные дуги, горящие попеременно: две между электродами и основным металлом и одна между электродами (рис. 2, в). Количество выделяемой при этом теплоты и соответственно производительность возрастают по сравнению со сваркой однофазной дугой в 2...3 раза.
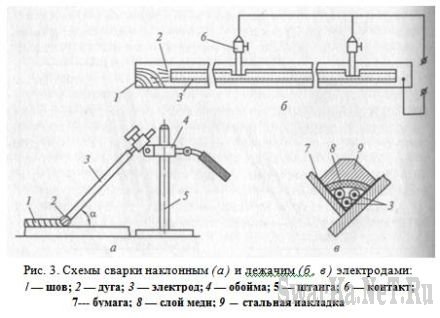
Сварка наклонным электродом (рис.3, а) также позволяет повысить производительность труда. При этом способе используют приспособление, состоящее из штанги, электрически изолированной от свариваемого металла, и обоймы, к которой подводят ток от источника питания сварочной дуги. Обойма может свободно скользить по штанге. Плавящийся покрытый электрод устанавливают наклонно вдоль свариваемых кромок и закрепляют в обойме, которая во время плавления электрода скользит под действием силы тяжести по штанге, при этом дуга перемещается в направлении к штанге, образуя шов.Обычно дугу зажигают замыканием стержня электрода на свариваемый металл с помощью дополнительного угольного электрода, после чего горение дуги и плавление электрода происходят произвольно без участия сварщика. При этом способе сварки применяют также пружинные приспособления или комбинированные устройства. Для фиксирования базы штанги или пружинного приспособления используют струбцины или постоянные магниты. Электроды имеют следующие размеры: при диаметре 4...8 мм длину 450...1000 мм; при диаметре 6...10 мм длину 700...1200 мм. Угол наклона электрода при использовании штангового приспособления 25...30°, пружинного — 5...10°. Сварочный ток подбирают из расчета 40...45 А на 1 мм диаметра электрода. Длинномерные швы выполняют при установке нескольких приспособлений вдоль свариваемых кромок. Один сварщик может одновременно обслуживать до 3...4 постов, при этом производительность по сравнению с ручной сваркой возрастает в 2,5...3 раза.
Сварка лежачим электродом — еще один способ повышения производительности. Покрытый плавящийся электрод укладывают вдоль свариваемых кромок (рис. 3, б). Дугу зажигают угольным электродом или другим способом. Устойчивое горение дуги обеспечивается за счет явления саморегулирования.
Электроды состоят из металлического стержня, нанесенного на него слоя покрытия и наружной оболочки круглой или другой формы с продольным пазом, служащим для стабилизации процесса. При диаметре электрода 4 и 8 мм толщина покрытия составляет соответственно 1,5 и 3 мм; длина электродов 700...900 мм.
Ток подводится с помощью контактов, устанавливаемых через каждые 500...800 мм. В местах их установки на электродах зачищают верхний слой покрытия. Для получения длинных швов стержни электродов соединяют металлическими вставками.
Многослойную сварку выполняют, укладывая три или более электродов в разделку кромок или в угол при положении «в лодочку». Ток к электродам подается от нескольких источников. Для устойчивости процесса электроды покрывают стальной накладкой, облицованной слоем листовой меди (рис. 3, в), под которую укладывают слой бумаги, предохраняющий накладку от подгорания. При сварке одиночными электродами со стандартным покрытием также необходимо пользоваться указанными накладками.
При сварке лежачим электродом сварщик может обслуживать одновременно несколько постов, что повышает производительность.