Ручную формовку в опоках по разъёмной модели для изготовления отливки в разовой песчано-глинистой форме осуществляют в следующей последовательности:
1. Изготовление нижней полуформы. Нижнюю половину модели, не имеющую центрирующих шипов, ставят плоскостью разъёма на подмодельную доску и устанавливают опоку. Поверхность модели и доски посыпают разделительным составом для уменьшения прилипания смеси к оснастке (сухой кварцевый песок, порошок талька или графита). На модель наносят слой облицовочной смеси толщиной 20 – 30 мм, уплотняют её руками вокруг всей модели. Затем заполняют остальной объём опоки наполнительной смесью и уплотняют её трамбовкой, сначала у стенок опоки, а затем в средней части. Излишек смеси срезают линейкой. В формовочной смеси на расстоянии 40 – 50 мм друг от друга и на 10 – 15 мм от модели душником накалывают отверстия для выхода газов. Заформованную опоку покрывают второй подмодельной доской и переворачивают на 180о.
2. Изготовление верхней полуформы. На нижнюю половину модели по центрирующим шипам устанавливают верхнюю половину модели, модели шлакоуловителя, стояка и выпоров. Поверхность разъёма формы посыпают тонким слоем сухого кварцевого песка, для того чтобы формовочная смесь в верхней опоке не прилипала к смеси в нижней опоке. Верхнюю опоку устанавливают по центрирующим штырям на нижнюю. Наполняют её формовочными смесями так же, как и нижнюю. После уплотнения смеси вокруг стояка гладилкой прорезают литниковую чашу.
3. Извлечение моделей. Модели стояка и выпоров раскачивают и удаляют из верхней полуформы. Верхнюю опоку снимают и поворачивают на 180о разъёмом вверх. В плоскости разъёма нижней полуформы гладилкой прорезают питатели. Из полуформ после лёгкого раскачивания удаляют половины моделей и модель шлакоуловителя. Устраняют возможные дефекты формы, возникшие при извлечении моделей, обдувают обе полуформы сухим сжатым воздухом для удаления возможного засора. Поверхность полуформ припыливают молотым древесным углём или графитом.
4. Сборка литейной формы. В нижнюю полуформу, если требуется, устанавливают стержень и накрывают её верхней полуформой. Полуформы фиксируют штырями или скобами и на верхнюю полуформу устанавливают груз, для предотвращения ухода жидкого металла через разъём формы во время заливки. Производится заливка металла в форму до тех пор пока он, поднимаясь снизу, не заполнит до верха выпоры.
Содержание отчёта
1. Цель работы.
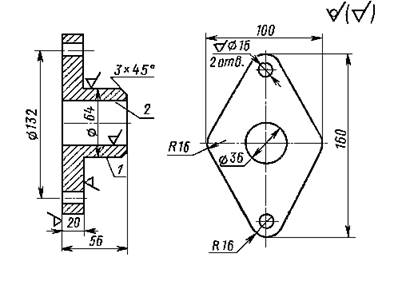
2. Эскиз детали.
3. Эскиз отливки.
4. Эскиз модели.
5. Эскиз стержневого ящика.
6. Эскиз собранной литейной формы.
7. Краткое описание последовательности изготовления литейной формы.
5. Контрольные вопросы для самопроверки
1. В чём состоит сущность литейного производства?
2. Что такое модель и из каких материалов она изготавливается?
3. Чем модель отличается от отливки?
4. Какую часть детали отражают модель и стержень?
5. Как изготавливаются отверстия в отливках?
6. Из каких материалов изготавливаются формовочные и стержневые смеси и какие требования предъявляются к ним?
7. Для чего назначаются формовочные уклоны?
8. В чём заключается назначение стержневых знаков?
9. Для чего предназначается литниковая система и из каких элементов она состоит?
10. Что такое усадка металла и как она учитывается при изготовлении литейной формы?
11. Что такое литейная форма и какие элементы образуют её?
12. В какой последовательности осуществляется разработка эскиза отливки?
13. Какова последовательность изготовления литейной формы?
Приложение 1
Варианты заданий для выполнения работы
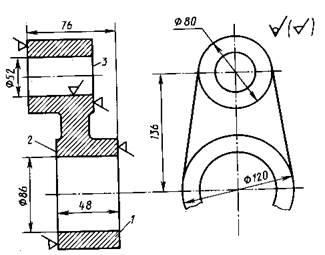
Вариант 1. Серьга Сталь 30Л

Вариант 2. Фланец Чугун СЧ 10

Вариант 3. Ступица Сталь 40Х

Вариант 4. Шестерня. Сталь 40

Вариант 5. Втулка Сталь 25Л

Вариант 6. Крышка Чугун СЧ20

Вариант 7. Шестерня Сталь 45

Вариант 8. Серьга ЧугунКЧ36-6

Вариант 9. Колесо Сталь 50

Вариант 10. Корпус Сталь 40 Л

Вариант 11. Переходник Чугун СЧ10

Вариант 12. Втулка Сталь 30

Вариант 13. Стакан Сталь 40ХН

Вариант 14. Опора Чугун СЧ 25

Вариант 15. Корпус СЧ20
Вариант 16. Фланец Сталь 30Л

Вариант 17. Штуцер Сталь 20

Вариант 18. Промежуточный вал Сталь 45
Лабораторная работа №2
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ГОРЯЧЕЙ ОБЪЁМНОЙ ШТАМПОВКИ
Цель работы
Закрепить знания, полученные на теоретических занятиях по обработке металлов давлением. Разработать технологический процесс получения поковки горячей объемной штамповкой на кривошипном горячештамповочном прессе в открытом штампе.
Задание
1. В соответствии с вариантом задания (прил. 1) начертить эскизы заданной готовой детали, поковки и открытого штампа.
2. Выбрать температурный интервал обработки.
3. Определить время нагрева заготовки.
4. Произвести расчет параметров горячей объемной штамповки (табл. 1).
Основные положения
Процесс обработки металлов давлением (ОМД) заключается в придании материалу требуемой формы, размеров и физикомеханических свойств без нарушения его сплошности путем пластической деформации. В зависимости от полноты восстановления исходной формы и размеров тела после прекращения воздействия внешних сил различают упругую и пластическую деформацию, которые в процессе ОМД сопутствуют друг другу. Изменение формы и размеров твердого тела в результате действия внешних сил оценивается степенью деформации. Наибольшая допустимая степень деформации зависит от пластичности обрабатываемого материала и его сопротивления деформированию. В свою очередь, они определяются химическим составом сплава, температурой обработки, скоростью деформирования и схемой нагружения.
Так, пластичность повышается, а сопротивление деформированию понижается в следующих случаях:
1. С понижением содержания углерода и легирующих элементов в стали.
2. С повышением температуры обработки.
3. С понижением скорости деформирования (изменением степени деформации в единицу времени). Однако при очень больших скоростях (например, при электромагнитной и взрывной штамповке) для многих металлов допустима чрезвычайно большая степень деформации, при которой не происходит разрушения.
4. При применении схемы нагружения создающей всестороннее неравномерное сжатие. Поэтому, например, при прессовании, объемной штамповке металл проявляет большую способность к пластическому деформированию, чем при волочении.
Следовательно, пластичность и технологические возможности ОМД следует рассматривать не как неизменное свойство какого-либо материала, а как его состояние, зависящее от конкретных условий обработки. Возможно создание комплекса условий (мелкозернистая структура металла, соответствующие температура и скорость деформации), при которых ряд металлов переходит в состояние сверхпластичности. Пластическая деформация вызывает коренное изменение структуры и свойств металла; при этом зерна дробятся и вытягиваются в направлении пластического течения металла, создавая волокнистое строение. В результате холодной пластической деформации в 1,5 – 2 раза увеличивается твердость и прочность при одновременном снижении пластичности, изменяется электропроводность и магнитная проницаемость. Упрочнение металла в результате холодной пластической деформации называется наклепом или нагартовкой.
Наклеп переводит металл в неустойчивое структурное состояние, что связано с искажением кристаллической решетки. При нагреве холоднодеформированного и деформации предварительно нагретого металла в нем происходят разупрочняющие процессы, называемые возвратом и рекристаллизацией.
Возврат для чистых металлов проявляется при температуре выше 0,3 Тпл, где Тпл – температура плавления, ° К. Увеличение амплитуды тепловых колебаний атомов искаженной кристаллической решетки позволяет им вернуться в положение устойчивого равновесия. При этом несколько увеличивается пластичность, а волокнистая структура не меняется. Рекристаллизация происходит при увеличении температуры до 0,4 Тпл для чистых металлов. При этом подвижность атомов достаточна для их перегруппировок, приводящих к возникновению и росту новых равноосных зёрен с неискаженной кристаллической структурой взамен деформированных. Наклеп полностью снимается, а волокнистая структура превращается в равноосную. ОМД проводимая выше температуры рекристаллизации называется горячей, ниже – холодной. Волокнистое строение деформированного металла приводит к анизотропии его свойств (прочность и ударная вязкость вдоль его волокон выше, чем поперек). Поэтому течение металла при обработке давлением следует направлять так, чтобы волокна совпадали с направлением наибольших напряжений в детали при ее эксплуатации. ОМД существенно влияет на свойства материалов. Она позволяет улучшить качество литого металла, т.к. литая дендритная структура преобразуется в относительно мелкое зерно. При горячем деформировании ликвидируются пустоты и микротрещины внутри слитка, уменьшается его ликвация (неоднородность химического состава) вследствие значительных перемещений слоев металла.