Систему координат станка, выбранную в соответствии с рекомендациями ISO (Международной организации по стандартизации) принято называть стандартной. Стандартная система координат представляет собой правую прямоугольную декартову систему координат, в которой положительные направления осей координат определяются правилом правой руки: большой палец указывает положительное направление оси абсцисс Х, указательный – оси ординат Y, и средний – оси аппликат Z.
Особенность системы в том, что ось координат Z принимают всегда параллельной оси главного шпинделя станка, независимо от того, как он расположен – вертикально или горизонтально. Эта особенность позволяет при ЧПУ для наиболее распространенной плоской обработки использовать в программах обозначения координат через Х и Y независимо от расположения шпинделя (рис. 6.2).
В качестве положительного направления оси Z принимают направление от заготовки к инструменту. Ось Х — всегда горизонтальна. Дополнительные движения, параллельные осям Х, Y, Z обозначают соответственно U, V, W (вторичные) и P, Q, R (третичные). Вращательные движения вокруг осей Х, Y, Z обозначают соответственно буквами А, В, С. Положительные направления вращений А, В, С вокруг координатных осей Х, Y и Z показаны на рис. 6.2. Для вторичных угловых перемещений вокруг специальных осей используются буквы D и Е.
Начало стандартной системы координат станка обычно совмещается с базовой точкой узла, несущего заготовку и зафиксированного в таком положении, при котором все перемещения рабочих органов станка описываются в стандартной системе положительными координатами.
Таблица 6.1 — Классификация металлорежущих станков
| Группа станков | индекс | Шифр типа | |||||||||||
| Резервные | — | — | — | — | — | — | — | — | — | — | |||
| Токарные | Автоматы и полуавтоматы | револьверные | Сверлильно-отрезные | Карусельные | Токарные и лобовые | Многорезцовые | Специализированные | Разные токарные | |||||
| специализированные | одно-шпиндельные | много-шпиндельные | |||||||||||
| Сверлильные и расточные | Гайконарезные | Вертикально-сверлильные | Полуавтоматы | Координатно-расточные | Радиально- сверлильные | Горизонтадьно-расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные | ||||
| одно- шпинделъные | много- шпиндельные | ||||||||||||
| Шлифовальные и доводочные | — | Круглошлифо-вальные | Внутришлифовальные | Обдирочно-шлифовальные | Специализированные шлифовальные | — | Заточные | Плоскошлифовальные | Притирочные и полировочные | Разные, работающие абразивами | |||
| Комбинированные | — | –– | — | — | — | — | — | — | — | — | |||
| Зубо- и резьбообрабатывающие | Резьбонарезные | Зубострогаль-ные для цилиндрических колес | Зуборезные для конических колес | Зубофрезерные | Для нарезания червячных пар | Для обработки торцов зубьев | Резьбофрезерные | Зубоотделочные и проверочные | Зубо- и резьбо-шлифовальные | Разные зубо- и резьбообрабаты-ваюшие | |||
| Фрезерные | — | Вертикальные консольные | Непрерывного действия | Продольные одностоечные | Копировальные и гравировальные | Вертикальные бесконсольные | Продольные двухстоечные | Консольные широкоуниверсальные | Горизонтальные консольные | Разные фрезерные | |||
| Строгальные, долбежные и протяжные | — | Продольные | Поперечно- строгальные | Долбежные | Протяжные горизонтальные | — | Протяжные вертикальные | — | Разные строгальные | ||||
| одностоечные | двухстоечные | ||||||||||||
| Разрезные | — | Работающие | Прави́льно-разрезные | Ленточные | Дисковые | Ножовочные | — | __ | |||||
| резцом, пилами | абразивным кругом | гладким диском | |||||||||||
| Разные | — | Опиловочные | Пилонасекательные | Правильно-бесцентрово-обдирочные | Балансировочные | Для испытания сверл и шлифовальных кругов | Делительные машины | — | — | — | |||



Рис. 6.1. Схемы расшифровки различных систем обозначений отечественных станков с ЧПУ

Рис. 6.2. Правая прямоугольная система координат станка
Системой координат токарного станка служит двухкоординатная система Х, Z. Начало этой системы принимается в базовой точке шпиндельного узла. Положительные направления осей системы координат токарного станка определяются расположением основного рабочего диапазона перемещений инструмента (рис. 6.3, а, б).
Для станков сверлильной, сверлильно-расточной и фрезерной групп применяется трехкоординатная система Х, Y, Z. Начало этой системы координат принимается преимущественно в базовой точке стола, расположенного в одном из крайних положений. Направления координатных осей этой стандартной системы связаны с конструкцией станка (рис. 6.3, в, г) [32].
Движения рабочих органов станка задаются в программе координатами или приращениями координат базовых точек в системе координатных осей, определенных в стандартной системе координат. Система координатных осей рабочих органов станка представляет собой совокупность отдельных управляемых по программе координат, каждая из которых закреплена за конкретным рабочим органом станка и имеет индивидуальное обозначение, направление и начало отсчета. Для обеспечения общности методов подготовки программ рекомендации комитета ISO регламентируют обозначения и направления осей координат рабочих органов станка.
На рис. 6.4–6.7 изображены схемы различного оборудования с ЧПУ, на которых указаны обозначения и положительные направления движений рабочих органов относительно стандартной системы координат, связанной с обрабатываемой заготовкой [14, 16, 21].

|
| Рис. 6.3. Направления стандартной системы координат станка: а – токарного при перемещении инструментов над осью вращения шпинделя; б – то же, под осью шпинделя; в, г – сверлильно-расточных и фрезерных с соответственно вертикальным и горизонтальным расположением шпинделя |

|
| а |

|
| б |
| Рис. 6.4. Компоновка токарного станка (а) и промышленного робота (б) с направлениями их осей и движений |

|
| Рис. 6.5. Обозначение осей координат и направлений перемещений на схемах станков с ЧПУ: а – токарно-револьверного; б – лоботокарного; в – токарно-карусельного; г – вертикально-фрезерного; д – горизонтального консольно-фрезерного; е – фрезерного с поворотным столом и поворотной бабкой; ж – вертикального портально-фрезерного; з – двухстоечного портально-фрезерного; и – двухстоечного с подвижным порталом; к – горизонтально-расточного с неподвижной передней бабкой; л – с продольно-подвижной передней бабкой; м – продольно-строгального |
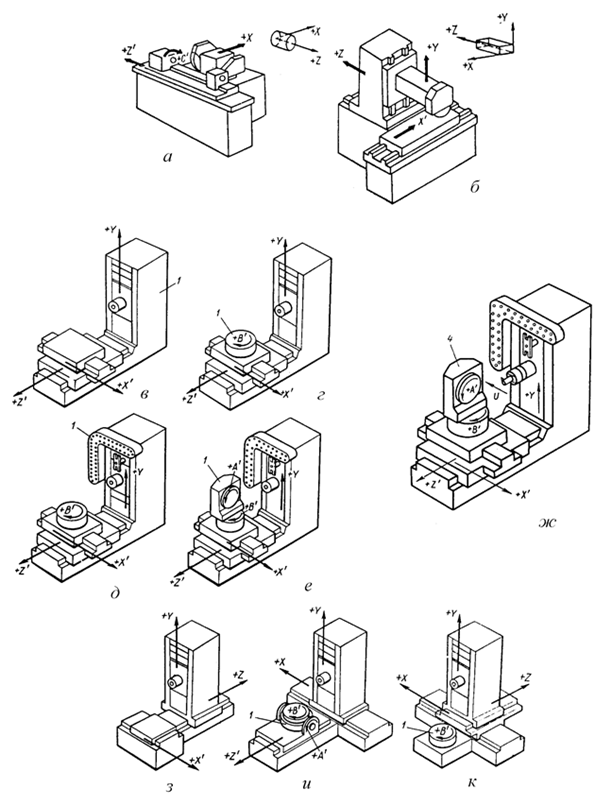
|
| Рис. 6.6. Обозначение осей координат станков с ЧПУ: а – круглошлифовального; б – плоскошлифовального; в, г, д, е, ж – многооперационных станков средних габаритов; з, и, к – многооперационных станков различных компоновок |