Конструкции крепления жилы провода в изоляторе должны соответствовать рисункам 48, 50 и 51. Если диаметр провода меньше внутреннего диаметра изолятора, провод должен быть вставлен в изолятор согласно рисунку 49.

1 - наконечник; 2 - токопроводящая жила; 3 - электроизоляционная трубка на клее или термоусаживаемая трубка, 4 - электроизоляция провода
Рисунок 37
1 - наконечник; 2 - хвостовик наконечника; 3 - токопроводящая жила; 4 - электроизоляционная трубка на клее или термоусаживаемая трубка; 5 - электроизоляция провода; 6 - защитный покров
Рисунок 38

1 - наконечник, 2 - электроизоляционная трубка на клее или термоусаживаемая трубка; 3 - хвостовик наконечника; 4 - провод
Рисунок 39
1 - роликовый наконечник; 2 - электроизоляционная трубка или лента; 3 - провод
Рисунок 40

1 - провод; 2 - трубчатый наконечник; 3 - втулка; 4 - винт
Рисунок 41

1 - провод; 2 - панель лампы
Рисунок 42

1 - провод; 2 - панель лампы
Рисунок 43
1 - электроизоляционная трубка на клее; 2 - лепесток; 3 - провод
Рисунок 44

1 - провод; 2 - электроизоляционная трубка на клее; 3 - лепесток
Рисунок 45

1 - электроизоляционная трубка на клее. Примечание - При надевании трубок с натягом устанавливать их следует без клея
Рисунок 46

1 - электроизоляционная трубка на клее. Примечание - При надевании трубок с натягом устанавливать их следует без клея
Рисунок 47

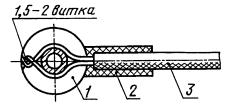
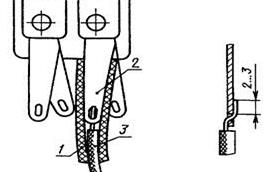
1 - провод; 2 - плоская контакт-деталь; 3 - изолятор
Рисунок 48

1 - втулка; 2 - изолятор; 3 - провод
Рисунок 49

1 - изолятор; 2 - провод; 3 - электроизоляционная трубка. Примечание - При надевании трубок с натягом устанавливать их следует без клея
Рисунок 50

1 - изолятор; 2 - шпилька; 3 - шайба; 4 - шайба; 5 - гайка; 6 -наконечник; 7 - провод
Рисунок 51
Таблица 3 Перечень типов проводов и варианты конструкций их разделки
| Тип провода | Вариант конструкции разделки | Размер ступени, мм | Материал крепления изоляции и защитного покрова провода |
| БПВЛ, БПВЛЭ | 2.2 | 3 - 10 | Клей типа ХВК-2а по нормативным документам |
| БПВЛ, БПВЛЭ | 2.3 | 3 - 10 | Трубка электроизоляционная и клей типа ХВК-2а по нормативным документам |
| БФС | 2.6 | 4 - 6 | Нитки хлопчатобумажные по ГОСТ 6309, клей типа ХВК-2а по нормативным документам |
| МГВ | 1.1 | - | - |
| МГТФ, МГСТФ, МГТФЭ | 1.1 | - | - |
| МГШВ, МШВ, МГШВЭ | 1.1 | - | - |
| МПО 23-11, МПОЭ 23-11 | 1.2 | - | Клей типа ХВК-2а по нормативным документам |
| МПОЭ 33-12 | 2.5 | 4 - 6 | Нитки хлопчатобумажные по ГОСТ 6309, клей типа ХВК-2а по нормативным документам |
| МСТПЛ | 2.2 | 2 - 7 | Клей типа ХВК-2а по нормативным документам |
| МСТПЛ | 2.3 | 2 - 7 | Трубка электроизоляционная и клей типа ХВК-2а по нормативным документам |
| ПМОФ | 2.5 | 5 - 8 | Нитки стеклянные по ГОСТ 8325, клей типа ХВК-2а по нормативным документам |
| ПТЛ | 2.5 | 3 - 10 | То же |
| НВ | 1.1 | - | - |
Технология пайки
Для прочного соединения спаиваемых металлов необходимо, чтобы жидкий припой смачивал всю поверхность спайки, хорошо прилипал к металлу в месте пайки и образовывал прочное соединение со спаиваемым металлом. Этого можно достигнуть только при условии выполнения следующих технологических операций:
- подготовки спаиваемых поверхностей – тщательной очистки их от грязи, изоляции, окислов (в общем случае путем зачистки шабером, напильником и мелкой наждачной шкуркой) и тщательной подгонки спаиваемых поверхностей друг к другу. [3]
Однако в радиотехнике поверхности, подлежащие пайке, не следует зачищать шлифовальной бумагой или иным наждачным инструментом, так как зерна абразива, оставшиеся на очищаемой поверхности, плохо воспринимают пайку. Кроме того, зерна абразива обладают полупроводниковыми свойствами, поэтому после зачистки поверхностей шлифовальной бумагой готовые контакты могут иметь неодинаковую проводимость; [1]
- покрытия зачищенных поверхностей флюсами. Флюсами называют вещества, применяемые для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время прогрева их паяльником. Без флюса припой не будет «прилипать» к поверхности металла. Флюсы бывают разные. Различают 2 группы флюсов: химически активные, или протравы, и химически пассивные.Химически активные - это флюсы, очищающие спаиваемые поверхности перед пайкой, растворяющие пленки окиси, а часто и сами металлы (к ним относятся соляная кислота, бура, хлористый цинк), а химически пассивные – только защищают спаиваемые поверхности от окисления (канифоль, воск, стеарин и т.д.). В мастерских, например, где ремонтируют металлическую посуду и домашний инвентарь, применяют «паяльную кислоту». Это раствор цинка в соляной кислоте.
Для монтажа радиоаппаратуры такой флюс совершенно не пригоден, так как при прикосновении к нему паяльника он разбрызгивается, загрязняет монтаж и со временем разрушает соединения, мелкие детали. Также кислотосодержащие флюсы разрушают изоляцию проводов. [2]
В качестве флюсов при радиомонтажных работах применяют преимущественно канифоль в твердом виде или растворенную в спирте (канифольный лак или паяльный спирт – одна часть измельченной канифоли, и 2 части спирта). [3];
Далее спаиваемые места деталей необходимо залудить, т. е. покрыть тонким слоем припоя. Дотрагиваясь жалом паяльника до припоя, переносят его на облуживаемую поверхность. По мере прогревания детали припой будет растекаться по поверхности, образуя полуду. Если лужению подвергается жила провода, то паяльник необходимо медленно двигать, а жилу поворачивать.
Различают пайку мягким (легкоплавким) и твердым припоем. Припой – материал для пайки и лужения с температурой плавления ниже температуры плавления паяемых материалов. К мягким относятся припои с температурой плавления до 400ºС. Пайка мягкими припоями – основной вид паяния в радиоэлектронике. Мягкий припой плавится при сравнительно низкой температуре. Он представляет собой сплав олова со свинцом с содержанием олова 30-60% (ПОС 40, ПОС 61 и т.д.). С увеличением количества олова температура плавления припоя уменьшается.
Пайка в радиомонтажной мастерской осуществляется чистым оловом, в связи с тем, что свинец относится к веществам первого класса опасности, а практические работы, выполняемые студентами во время занятий, носят только учебный характер и после проверки мастером, подлежат демонтажу.
Секрет прочной и красивой пайки заключается в аккуратностии чистоте: если плохо зачищены проводники, загрязнен, не догрет или перегрет паяльник, никогда не получится хорошей пайки. Недостаточно горячий паяльник превращает припой в кашицу, которой паять нельзя. Признаком хорошего прогрева паяльника являются вскипание канифоли и обильное выделение пара при соприкосновении его с паяльником. Нормально нагретое жало паяльника хорошо плавит припой и не покрывается окалиной. Рабочий конец паяльника должен быть всегда горячим и хорошо залужен – покрыт тонким слоем припоя. Залуживают паяльник так: его разогревают, зачищают жало напильником или наждачной бумагой, опускают в канифоль и прикасаются им к кусочку припоя. После этого жало быстро трут о дерево, чтобы вся его поверхность покрывалась тонким слоем припоя. Если припой не пристает даже к хорошо нагретому жалу, его нужно ещё раз зачистить и вновь залудить.
Паяльник можно считать хорошо залуженным тогда, когда жало равномерно покрыто слоем припоя и с его кончика при нагреве свисает капелька припоя. Чтобы спаять залуженные проводники или детали, их надо плотно прижать друг к другу и к месту их соприкосновения приложить паяльник с капелькой припоя, повисающей на жале. Как только место пайки прогреется, припой растечется и заполнит промежуток между деталями. Плавным движением паяльника равномерно распределяем припой по всему месту пайки. Очень важно, чтобы спаянные детали после удаления паяльника не сдвигались с места, пока не затвердеет припой, иначе пайка будет непрочной. [2]
Флюс и припой необходимо брать маленькими порциями, так как в противном случае спаиваемые поверхности будут иметь неопрятный вид. Если спаиваемые поверхности деталей имеют значительную протяжённость, необходимо начать с одного края и, постепенно припаивая, двигать паяльник вдоль всей поверхности.
Хорошо выполненной пайкой следует считать такую пайку, на которой ясно видны все контуры соединённых деталей (витки, колечки, изгибы), припой должен заливать место соединения со всех сторон, заполняя щели и зазоры между выводами и контактами. Пайка должна быть чистой, глянцевой, без пор, наплывов, острых выпуклостей припоя, инородных включений. Излишек припоя можно снять, подведя под место пайки и плотно прижав к нему хорошо прогретый паяльник. После окончания работы остатки канифоли удаляют спиртом или спирта- бензиновой смесью. Механическая прочность пайки проверяется путём покачивания пинцетом одной из спаиваемых поверхностей. [1]
Содержание отчета
6.1 Название работы
6.2 Цель работы.
6.3 Техническое задание.
6.4 Ход работы. Рисунки, таблицы, схемы, эскизы – если необходимо.
6.5 Контрольные вопросы и ответы.
6.6 Вывод.
Практическая работа №2