МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
РОССИЙСКОЙ ФЕДЕРАЦИИ
Государственное образовательное учреждение
высшего профессионального образования
«МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ
УНИВЕРСИТЕТ «МАМИ»
Блинкова Е.С., Ларионова Ю.В.
РАСЧЕТ ПРЕДЕЛЬНЫХ КОНТУРОВ РЕЗЬБОВОГО ПРОФИЛЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ
Методические указания по курсу «Взаимозаменяемость, стандартизация и технические измерения» и «Метрология, стандартизация и сертификация» для студентов всех технических специальностей
Одобрено методической комиссией
кафедры «Стандартизация, метрология и сертификация»
Москва
Г
Методические указания разработаны в соответствии с Государственным образовательным стандартом ВПО 2000г. для всех технических специальностей на основе рабочей программы дисциплины «Взаимозаменяемость, стандартизация и технические измерения» и «Метрология, стандартизация и сертификация»..
Рецензенты: доцент кафедры «Стандартизация, метрология и сертификация» МГТУ «МАМИ» А.Д. Куранов.
доцент кафедры «Транспортные газотурбинные двигатели» МГТУ «МАМИ» В.В.Кузнецов
Работа подготовлена на кафедре «Стандартизация, метрология и сертификация»
Методические указания по выполнения раздела курсовой работы «Расчет предельных контуров резьбового профиля резьбовых соединений с зазором» по дисциплинам «Взаимозаменяемость, стандартизация и технические измерения» и метрология, стандартизация и сертификация» для студентов технических специальностей\ Е.С. Блинкова, Ю.В. Ларионова. – М.: МГТУ «МАМИ», 2010. – 17 с.
В работе представлены геометрические параметры метрической резьбы и стандартные посадки резьб с зазором. Приведены примеры обозначения резьб на чертежах и расчета различных диаметров как наружной, так и внутренней резьбы.
| Рассмотрен пример определения основных параметров резьбы с графическим изображением полей допусков на сопрягаемые параметры. |

|
Ó Е.С. Блинкова, Ю.В. Ларионова, 2013
Ó МГТУ «МАМИ»,2013
Настоящие методические указания являются дополнением к теоретическому курсу «Взаимозаменяемость, стандартизация и технические измерения» и предназначены для закрепления знаний, полученных студентами на лекциях по разделу «Резьбовые соединения».
Методические указания преследуют цель помочь студентам в выполнении курсовой работы и на конкретных примерах демонстрируют методику расчета основных параметров и их предельных отклонений в зависимости от характера сопряжения.
Основные параметры и размеры метрической резьбы
d - наружный диаметр наружной резьбы (болт);
D - наружный диаметр внутренней резьбы (гайка);
d 2 - средний диаметр болта;
D 2 - средний диаметр гайки;
d 1 - внутренний диаметр болта;
D 1 - внутренний диаметр гайки;
d 3 - внутренний диаметр болта по дну впадины;
Р - шаг резьбы;
H - высота исходного треугольника;
a - угол профиля резьбы;
S,N,L - длина свинчивания.
Предусмотрены следующие ограничения резьбового профиля:
- допуск на средний диаметр болта и гайки - Td 2 и TD 2.;
- допуск на наружный диаметр болта – Td;
- допуск на внутренний диаметр гайки - TD 1;
- нижнее отклонение ei внутреннего диаметра d1 наружной резьбы (болта) не устанавливается, d1 косвенно ограничивается геометрической формой и должен быть равен или меньше номинального значения.
- верхнее отклонение ES наружного диаметра D внутренней резьбы (гайки) также не устанавливается и косвенно ограничивается геометрической формой профиля. D - должен быть равен или больше номинального значения.
Таким образом, допуски на наружный диаметр D гайки (TD) и внутренний диаметр d 1 болта (Td1) не устанавливаются.
На шаг Р и половину угла профиля a/2 резьбы допуски отдельно не устанавливаются, т.к. погрешность их изготовления тесно связана с действительным средним диаметром.
Структура системы допусков
Система допусков резьбы предусматривает:
- допуски диаметров резьбы;
- положения полей допусков диаметров резьбы;
- классификацию длин свинчивания резьбы;
- поля допусков резьбы и их выбор с учетом длин свинчивания.
Отклонения отсчитываются от основного профиля резьбы в направлении, перпендикулярном к оси резьбы.
Предельные отклонения метрической резьбы. Посадки с зазором.
Резьбы при свинчивании контактируют только боковыми сторонами профиля, поэтому только средний диаметр, шаг и угол профиля резьбы определяют характер сопряжения в резьбе. Для компенсации накопленной погрешности шага (рисунок 1, а) и погрешности угла профиля (рисунок 1, б) производят смещение среднего диаметра резьбы. Вследствие взаимосвязи между отклонениями шага, угла профиля и собственно среднего диаметра, допускаемые отклонения этих параметров отдельно не нормируются. Устанавливают только суммарный допуск на средний диаметр болта Td2 и гайки TD2, который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля. Кроме этого задается допуск на наружный диаметр болта d и внутренний диаметр гайки D1, т.е. на диаметры, которые формируются перед нарезанием резьбы и при изменении изделий наиболее доступны.

Рисунок 1 – Расположение полей допусков метрической резьбы
болта и гайки при посадке с зазором
Схемы полей допусков наружной и внутренней резьбы в посадках с зазором приведены на рисунках 2 и 3. Отклонения отсчитываются от основного профиля резьбы в направлении, перпендикулярном к оси резьбы.
Допуски для двух диаметров резьб – среднего диаметра и диаметра выступов (наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы) устанавливаются по степеням точности, обозначаемым цифрами. Номера установленных степеней точности диаметров резьбы приведены в таблице 1.
Таблица 1 – Степени точности диаметров резьбы
| Вид резьбы | Диаметры резьбы | Степень точности резьбы |
| Наружная резьба | d | 4;6;8 |
| d2 | 3;4;5;6;7;8;9 | |
| Внутренняя резьба | D2 | 4;5;6;7;8 |
| D1 | 4;5;6;7;8 |

Рисунок 2 – Положение полей допусков наружной резьбы
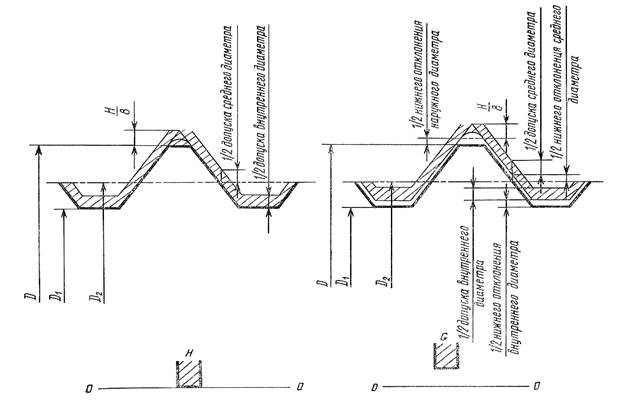
Рисунок 3 – Положение полей допусков внутренней резьбы
Длины свинчивания. Для выбора степени точности в зависимости от длины свинчивания резьбы установлены три группы длин свинчивания: S – малые (меньше 2,24Pd0,2), N – нормальные (2,24Pd0,2 <N< 6,74 Pd0,2) и L – большие (больше 6,74Pd0,2) (d и Р — вмм). Длина свинчивания зависит от шага и диаметра резьбы.
Классы точности резьбы. Понятие о классах точности условное. На чертежах указываются только поля допусков, а классы точности используются для сравнительной оценки точности резьбы. Точный класс рекомендуют для ответственных статически нагруженных резьбовых соединений; средний класс — для резьб общего применения и грубый класс — при нарезании резьб на горячекатаных заготовках, в длинных глухих отверстиях и т. п.
Допуски резьбы. Основнымрядом допусков для всех диаметров принят ряд по 6-й степени точности.
Допуски остальных степеней точности определяют умножением допуска 6-й степени точности на следующие коэффициенты (таблица 4):
Таблица 2 – коэффициенты степеней точности
| Степень точности | |||||||
| Коэффициент | 0,5 | 0,63 | 0,8 | 1,25 | 1,6 | 2,5 |
Допуски на внутренний диаметр d1 наружной резьбы (болта) и наружный диаметр D внутренней резьбы (гайки) не устанавливают.