Кинематика стола представлена на рисунке.
Рисунок - Устройство поворотного стола с мальтийским механизмом.
1. Поворотная планшайба для приспособлений (не показаны). В нижней части планшайбы есть мальтийский механизм.
2. Мальтийский механизм. Число его пазов равно числу позиций стола.
3. Фиксирующая втулка, закреплённая в каждой рабочей позиции стола.
4. Подводимый фиксатор, взаимодействующий с втулкой 3.
5. Копирный диск, его профиль имеет перепад диаметров (r и R).
6. Двуплечий рычаг между копирным диском и фиксатором.
7. Упорный диск.
8. Червячное колесо.
9. Откидной рычаг.
Срабатывание стола производится в три этапа, причём, за 1 полный оборот копирного диска 5:
1. Расфиксация планшайбы;
2. Поворот планшайбы на требуемый угол;
3. Фиксация планшайбы в новом рабочем положении.
Первоначально двигатель запускается от пульта управления. Начинается вращение вала электродвигателя, а фиксационная муфта работает на проскальзывание. Когда отработает лимитирующая силовая головка, от неё идёт сигнал на включение электромагнита через реле времени. При этом электромагнит притягивает рычаг «9», который освобождает упор диска «7», и при выходе за пределы рычага «9» реле времени размыкает электроцепь питания электромагнита и рычаг «9» возвращается в исходное положение.
Вращение по кинематической цепи, через червяк, идёт на вал, и по цепи на копирный диск «5». За счёт профиля диска «5» при переходе рычага «6» с r на R происходит выход фиксатора «4» из втулки «3», т.е. происходит расфиксация.
По мере вращения диска «5» его ролик входит в паз мальтийского механизма «2» и начинает поворачивать планшайбу на заданный угол, происходит поворот планшайбы стола.
Дальше рычаг «6» переходит на малый диаметр копирного диска «5» и перемещает фиксатор «4» вверх, где он фиксирует планшайбу в новом положении. В этот самый момент упор, закреплённый на фиксаторе, нажимает на конечный выключатель «ВК», который в свою очередь подаёт команду на включение электродвигателей всех силовых головок.
Таким образом, рабочий цикл станка будет повторяться по аналогичной последовательности. Работа стола будет повторяться циклично до тех пор, пока не выключат электродвигатель «ЭД», либо не отключат силовые головки.
«+» простота конструкции, так как не требуется отдельный гидро- или пневмопривод;
«+» достаточно большая точность фиксации (определяется зазором в соединении фиксатор-втулка (0,02 – 0,03мм));
«–» невозможность регулирования числа позиций при фиксации стола.
Модульный принцип создания оборудования с ЧПУ.
Разновидности и техническое назначение стандартных модулей
Метод агрегатирования нашел свое продолжение в модульном принципе создания оборудования с ЧПУ. Суть этого метода аналогична методу агрегатирования, отличие заключается в большей сложности узлов, что позволяет применять их в станках с ЧПУ.
Разновидности узлов
1) Шпиндельная бабка – 2-х разновидностей – с горизонтальной осью шпинделя (применяется для обработки деталей совместно с координатными столами, позволяет обрабатывать деталь с различных сторон, выполняет все операции, свойственные многооперационным станкам, имеют шпиндель, в котором устанавливается инструмент и он перемещается по вертикали – при сохранении горизонтального положения инструмента).
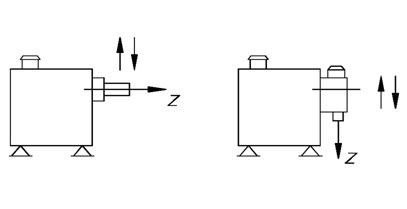
- с вертикальной осью шпинделя – характеризуется повышенной жесткостью шпиндельного узла и предназначена для обработки деталей типа плоских плит по контуру, а также обработка различных отверстий и пазов.
2) Столы – управляются ЧПУ, имеют дискретные перемещения 0,01-0,02 мм
- продольные столы – характеризуются большим перемещением по продольной оси станка (до 3 м)

-поперечные столы – характерны малыми перемещениями (до 500 мм). По конструкции совпадают с предыдущими.
-двухкоординатные столы (крестовые) управляются по 2 координатам и сочетают продольный и поперечный стол.

* поворотные столы – выполняются 2 видов:
* с вертикальной осью вращения
* с горизонтальной осью вращения

- наклонно-поворотный стол
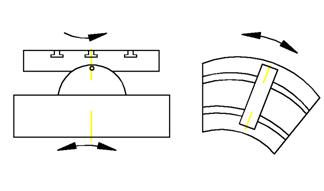
- крестово-поворотные столы (движутся по радиусу, обеспечивают поворот по криволинейным направлениям)
3) Устройства автоматической смены инструмента (манипуляторы) – снятие инструмента из магазина станка и установка в шпиндель.