Цель работы: ознакомиться с конструкцией, методами настройки и использованием регулируемых калибров-скоб. Приобрести навыки построения и расчета полей допусков изделий и калибров.
Инструменты и материалы, необходимые для выполнения работы:
1. Регулируемая скоба и отвертка.
2. Набор концевых мер длины.
3. Вал с маркировкой, подлежащей проверке.
Допуски и отклонения рабочих калибров-скоб принимают по ГОСТ 24853-81.
Поля допусков калибров-пробок располагаются относительно их номинальных размеров, как показано на рисунках 1 и 2.
Формулы для вычисления предельных и исполнительных размеров рабочих калибров-скоб:
ПРmax =dmax-z1+H1\2 НЕmax =dmin+ H\2-α
ПРmin = dmax-z1-H1\2 НЕmin = dmin - H\2-α
ПРисп. = ПРmin+H1 НЕисп. =НЕmin + H1
ПР изн. =dmax+y1-α
При размере вала ≤180 мм α=0
Краткие сведения о регулируемых калибрах-скобах.
Регулируемые калибр-скобы являются примером элементных калибров и отличаются от жестких элементных калибров большей гибкостью при их использовании в смысле перенастройки на тот или иной номинальный диаметр и возможности компенсировать износ проходной стороны путем перенастройки регулируемых вставок. 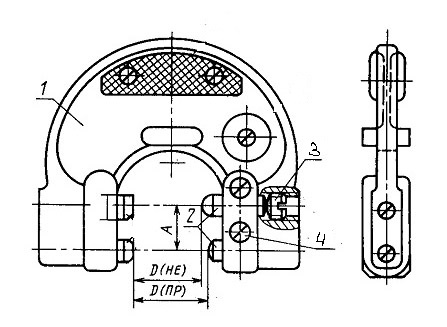
Рис.
Наиболее удобны и широко применяются регулируемые скобы. Они изготовляются с одной неподвижной губкой и двумя вставками (ПР - проходной и НЕ - непроходной). Вставки устанавливаются на определенный размер в пределах регулирования от 3 до 8 мм. В корпусе 1 этой скобы имеются два гнезда, в которые помещаются измерительные вставки 2, закрепляемые винтами 3. При установке скобы вставки перемещают на требуемый размер и фиксируют установочными винтами 4.
Регулируемые скобы имеют то преимущество, что в случае износа размер скобы можно восстановить перемещением вставок. Регулируемыми скобами можно измерять валы различных диаметров (в пределах регулирования скобы). В процессе настройки регулируемых калибр-скоб обычно используются блоки, составленные из концевых мер длины, которые в данном случае служат эталонами или контрольными калибрами для настройки рабочего калибра.
|
|
При установке регулируемых вставок по концевым мерам необходимо избегать больших усилий зажима во избежании порчи крайних плиток блока и получение неверных результатов при настройке. Усилие при перемещении блока плиток между измерительными губками должно составлять Iн. Допускается медленное скольжение блока концевых мер между губками скобы под действием собственного веса.
Содержание и ход работы
1. Изучить методические указания
2. Ознакомиться с устройством и приемами настройки регулируемых калибров-скоб
3. Получив задание по маркировке вала, определить предельные отклонения и построить схему поля допуска
4. Пользуясь справочными данными на схеме поля допуска вала изобразить схемы полей допусков рабочих и контрольных калибров, границу износа проходной стороны.
5. Произвести расчет предельных, исполнительных, номинальных размеров проходной и непроходной пары губок калибра, а также размера границы износа проходного калибра.
6. По полученным данным рассчитать и собрать блоки концевых мер соответствующих номинальным размерам проходного и непроходного калибра
7. Произвести настройку скобы по блокам концевых мер помня, что проходным калибром является наружная пара губок калибра-скобы
|
|
8. Определить годность вала, т.е. соответствие маркировке, указанной на нем
9. Полученные данные занести в протокол
| Группа Контроль калибров Работа№ Лист 1 |
| Задание: Произвести настройку рабочего калибра-скобы для контроля вала ……… и сделать заключение о степени его годности. Составить схему расположения полей допусков. Верхнее предельное отклонение вала:……………... Нижнее предельное отклонение вала:……………… Наибольший предельный диаметр вала:…………… Допуски и предельные отклонения калибра: ПРmax= ПРmin= ПРизн= ПРисп= Предельные и исполнительные размеры непроходного калибра: НЕmax= НЕmin= НЕисп= Набор концевых мер для настройки регулируемой скобы: Проходной пары губок Непроходной пары губок Заключение о степени годности вала: |
| Группа Контроль калибров Работа№ Лист 2 |
| Схема измерения Схема расположения полей допусков калибра для контроля |