Расчету подлежат размеры блоков концевых мер для настройки проходной и непроходной сторон калибра скобы, а также определение исполнительных размеров калибра.
В целях наглядности предлагаются проследить решение задачи на конкретном примере.
Пример:
Произвести настройку регулируемой скобы для контроля годности вала Ø32f7
1. По Ст «Поля допусков и рекомендуемые посадки» находим
предельные отклонения и строим схему полей допусков для вала Ø32f7
2. Определим предельные размеры вала
dmin=d+(-ei)=32-0.05=31.950
dmax=d+(-es)=32-0.25=31.975
3. Используя таблицы и схему расположения полей допусков калибров для валов квалитетов 6,7 и 8 при номинальных размерах до 180мм определяем значения параметров, координирующих расположение полей допусков контрольных и рабочих калибров относительно поля допуска изделия, а также величину самих полей допусков.(Приложение Таблица)
Hp=1.5мкм Z1=3.5мкм
H1=4мкм Y1=3мкм
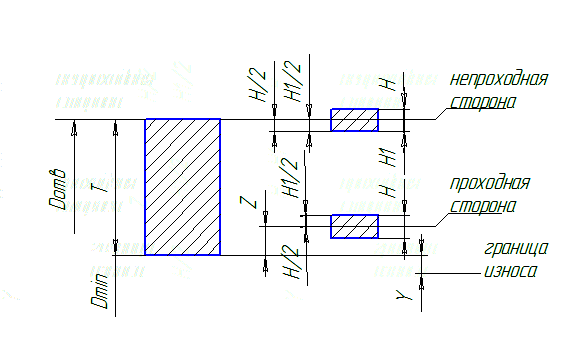
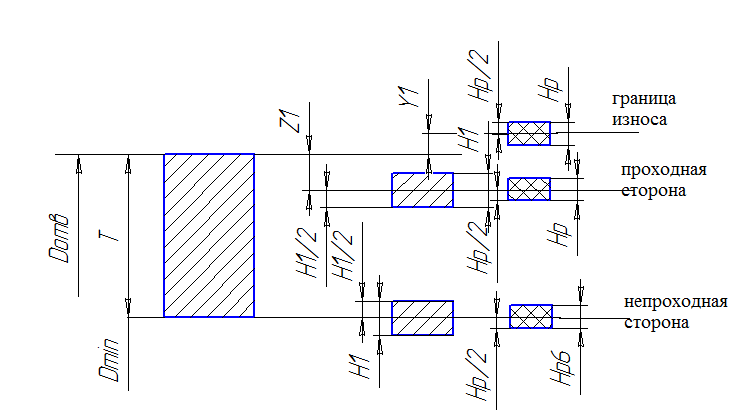
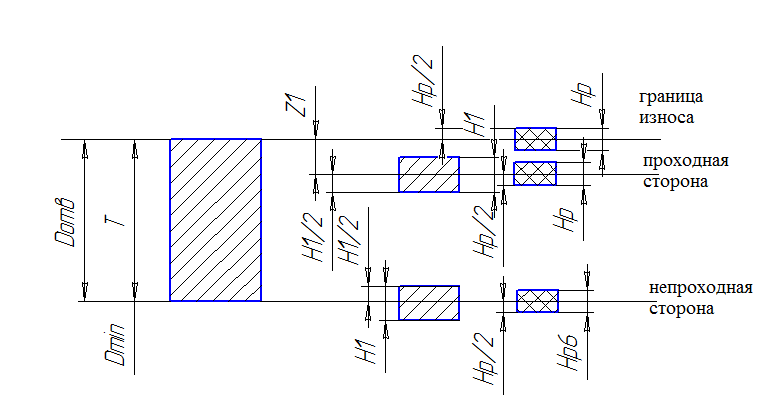
4. Строим схему полей допусков изделия совместно с полями допусков контрольных и рабочих калибров
5. В соответствии с формулами приведенными в предыдущей лабораторной работе подсчитываем исполнительные и предельные размеры калибра скобы.
Проходная пара губок
Максимальный предельный размер нового рабочего проходного калибра скобы
Прmax=dmax-Z1+H1/2=31.975-0.0035+0.002=31.9735мм
Наименьший предельный размер нового рабочего проходного калибра
Прmin=dmax-Z1-H1/2=31.975-0.0035-0.002=31.9695мм
Наибольший диаметр изношеного проходного калибра
Призн=dmax+Y1=31.975+0.003=31.978 мм
Исполнительный размер проходного калибра
Присп=Прmin+H1=31.9695+0.004 мм
Данный размер проставляется на чертеже калибра
Непроходная пара губок
Наибольший предельный размер непроходного калибра
НЕmax=dmin+H1/2=31.950+0.002=31.952мм
Наименьший предельный размер
НЕmin=dmin-H1/2=31.950-0.002=31.948мм
Исполнительный размер непроходного калибра
НЕисп =НЕmin+H1=31.948+0.004мм
Данный размер проставляется на чертеже калибра.
6. Определяем номинальные размеры контрольных и рабочих калибров для проходной и непроходной пар губок
Прном =dmax-Z1=31.975-0.0035=31.9785 мм
НЕном =dmin=31.950 мм
По данным размерам производится настройка скобы по блокам концевых мер.
При наборе плиток, составляющих блок цифры, находящиеся в 3 разряде после запятой округляют до ближайшей из двух 0 или 5.
Например: размер
Прном=31,9785 округляют до 31,980 мм
Данный прием (уменьшающий вероятность правильного контроля) используют лишь в случае отсутствия набора концевых мер длины с более мелкой градацией номинальных размеров плиток (чем 0 и 5 в третьем от запятой разряда)
Графическое изображение поля допуска калибр-скобы для контроля вала  32f7:
32f7:
СПИСОК ЛИТЕРАТУРЫ
1. Белкин, И.М. Допуски и посадки (Основные нормы взаимозаменяе-мости): Учебное пособие. / И.М. Белкин. − М.: Машиностроение. 1992. − 528 с.
2. Брянский, Л.Н. Краткий справочник метролога / Л.Н. Брянский, А.С. Двойников. − М.: Издательство стандартов, 1991. − 79 с.
3. Единая система допусков и посадок СЭВ в машиностроении и прибо-ростроении: Справочник. В 2 т. Т. 2. Контроль деталей. 2-е изд., перераб. и доп. − М.: Издательство стандартов, 1989. − 207 с.
4. Кутай, А.К. Справочник контрольного мастера / А.К. Кутай, А.Б. Рома-нов, А.Д. Рубинов; под ред. А.К. Кутая. − Л.: Лениздат, 1980. − 304 с.
5. Радкевич, Я.М. Метрология, стандартизация и сертификация: Учебник для вузов / Я.М. Радкевич, А.Г. Схиртладзе, Б.И. Лактионов. − 2-е изд., доп. − М.: Высшая школа, 2006. − 800 с.
6. Сергеев А.Г. Метрология, стандартизация и сертификация: Учебное пособие. 2-е изд., перераб. и доп. / А.Г. Сергеев, Н.В. Латышев, В.В. Тегеря. − М.: Логос, 2005. − 560 с.
Приложение 1
Схема расположения полей допусков калибров
Для отверстий квалитетов 6,7 и 8
Для отверстий квалитетов от 9 до 17

Для валов квалитетов 6,7 и 8
Для валов квалитетов от 9 до 17
Приложение 2
| Калибр | Номинальный размер изделия, мм | ||||||||
| До 180 | Свыше 180 до 500 | ||||||||
| Рабочий калибр | Контрольный калибр | Рабочий калибр | Контрольный калибр | ||||||
| Размер | Допуск | Размер | Допуск | Размер | Допуск | Размер | Допуск | ||
| Для отверстия | Проходная сторона новая | 
| - | - | 
| - | - | ||
| Проходная сторона изношенная | - | - | - | 
| - | - | - | ||
| Непроходная сторона |
| - | - | 
|
| - | - | ||
| Для вала | Проходная сторона новая | 
| 
| 
|
|
|
|
| |
| Проходная сторона изношеная | - | 
|
| 
| - |
|
| ||
| Непроходная сторона |
|
| 
|
|
|
|
Приложение 3
| 4. | Размеры в мкм | ||||||||||||||||||||||
| Квалитеты допусков изделий | Обозначения | До 3 | Свыше 3 до 6 | Свыше 6 до 10 | Свыше 10 до 18 | Свыше 18 до 30 | Свыше 30 до 50 | Свыше 50 до 80 | Свыше 80 до 120 | Свыше 120 до 180 | Свыше 180 до 250 | Свыше 250 до 315 | Свыше 315 до 400 | Свыше 400 до 500 | Допуск на форму калибра | ||||||||
| Z Y Α,α1 Z1 Y1 H,H1 H1 Hp | 1.5 1.5 1.2 0.8 | 1.5 1.5 1.5 2.5 | 1.5 1.5 1.5 2.5 | 1.5 2.5 1.2 | 1.5 2.5 1.5 | 2.5 3.5 2.5 1.5 | 2.5 | 2.5 | 3.5 | 4.5 | JT1 JT2 JT1 | ||||||||||||
| Z,Z1 Y,Y1 Α,α1 H, H1 Hδ HpHhhhfgbfd | 1.5 1.5 - 0.8 | 1.5 2.5 - | 1.5 2.5 1.5 | 2.5 1.2 | 2.5 1.5 | 3.5 2.5 1.5 | 2.5 | 3.5 | 4.5 | JT2 JT1 JT1 | |||||||||||||
| Z,Z1 Y,Y1 Α,α1 H H1 Hδ,Hp | 1.2 | 2.5 1.5 | 2.5 1.5 | 2.5 | 2.5 | JT2 JT3 JT1 | |||||||||||||||||
| Размеры в мкм | |||||||||||||||||||||||
| Квалитеты допусков изделий | Обозначения | До 3 | Свыше 3 до 6 | Свыше 6 до 10 | Свыше 10 до 18 | Свыше 18 до 30 | Свыше 30 до 50 | Свыше 50 до 80 | Свыше 80 до 120 | Свыше 120 до 180 | Свыше 180 до 250 | Свыше 250 до 315 | Свыше 315 до 400 | Свыше 400 до 500 | Допуск на форму калибра | ||||||||
| Z,Z1 Y,Y1 Α,α1 H H1 Hδ,Hp | 1.2 | 2.5 1.5 | 2.5 1.5 | 2.5 | 2.5 | JT2 JT3 JT1 | |||||||||||||||||
| Z,Z1 Y,Y1 Α,α1 H H1 Hδ,Hp Hhhhfgbfd | 1.2 | 2.5 1.5 | 2.5 1.5 | 2.5 | 2.5 | JT2 JT3 JT1 | |||||||||||||||||
| Z,Z1 Y,Y1 Α,α1 H, H1 Hδ Hp | - 1.2 | - 1.5 | 1.5 | 2.5 | 2.5 | JT4 JT3 JT1 | |||||||||||||||||
| Квалитеты допусков изделий | Обозначения | До 3 | Свыше 3 до 6 | Свыше 6 до 10 | Свыше 10 до 18 | Свыше 18 до 30 | Свыше 30 до 50 | Свыше 50 до 80 | Свыше 80 до 120 | Свыше 120 до 180 | Свыше 180 до 250 | Свыше 250 до 315 | Свыше 315 до 400 | Свыше 400 до 500 | Допуск на форму калибра | |
| Z,Z1 Y,Y1 Α,α1 H, H1 Hδ Hp | - 1.2 | - 1.5 | 1.5 | 2.5 | 2.5 | JT4 JT3 JT1 | ||||||||||
| Z,Z1 Y,Y1 Α,α1 H, H1 Hδ Hp | - | - 2.5 | 2.5 | JT5 JT5 JT2 | ||||||||||||
| Z,Z1 Y,Y1 Α,α1 H, H1 Hδ Hp | - | - 2.5 | 2.5 | JT5 JT5 JT2 | ||||||||||||
| Z,Z1 Y,Y1 Α,α1 H, H1 Hδ Hp Z,Z1 Y,Y1 Α,α1 H, H1 Hδ Hp | - - | - 2.5 - 2.5 | 2.5 2.5 | JT5 JT5 JT2 JT5 JT5 JT2 | ||||||||||||