Причинами размерного износа режущих инструментов является трение стружки о переднюю поверхность инструмента и трение его задней поверхности об обрабатываемую поверхность детали.
Изнашивание происходит и по задней и передней поверхности (реже). Это приводит к тому, что при обработке партии деталей выдерживаемый размер будет постепенно увеличиваться (размер первой детали будут меньше последней на величину размерного износа).
Износ определяет период стойкости режущего инструмента, а его величина зависит от характера технологической операции (черновой, получистовой или чистовой).
За критерий изнашивания принят износ по задней поверхности режущего инструмента  .
.
|
| Рисунок 3.5 Схема формирования погрешности от размерного износа |
На точность обработки влияет износ лезвия инструмента в направлении перпендикулярном к обрабатываемой поверхности, который и называют размерным износом.
Критические (предельные) значения размерного износа определяют период между переточками режущего инструмента или же его замены.
Оценку износа удобно характеризовать зависимостью размерного износа от пути резания  .
.
|
Рисунок 3.6 Зависимость износа от пути резания 
|
На графике (рисунок 3.6) можно наблюдать три основных периода износа:
период начального износа  или участок ОА (в этот промежуток времени происходит “приработка” режущего инструмента, его протяженность
или участок ОА (в этот промежуток времени происходит “приработка” режущего инструмента, его протяженность  = 800-1000 м);
= 800-1000 м);
период нормального износа  или участок ОА в котором зависимость близка к линейной (
или участок ОА в котором зависимость близка к линейной ( = 30000-40000 м);
= 30000-40000 м);
период интенсивного (катастрофического) износа  , появление которого свидетельствует о возможном появлении бракованных деталей и опасности разрушения режущего инструмента.
, появление которого свидетельствует о возможном появлении бракованных деталей и опасности разрушения режущего инструмента.
Для периода нормального износа путь резания  определяют по конкретной схеме обработки.
определяют по конкретной схеме обработки.
Для токарной обработки путь резания :
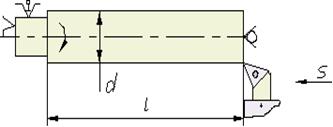


где  - диаметр обрабатываемой заготовки, мм;
- диаметр обрабатываемой заготовки, мм;  - длина обработанной поверхности, мм;
- длина обработанной поверхности, мм;  - подача, мм/об;
- подача, мм/об;  -скорость резания, м/мин;
-скорость резания, м/мин;  - время работы резца, мин.
- время работы резца, мин.
Рассмотрев треугольник ABD (рисунок 3.6) можно выразить, что  . Эту величину называют интенсивностью износа. Она характеризуется величиной относительного износа
. Эту величину называют интенсивностью износа. Она характеризуется величиной относительного износа  , т.е. размерным износом инструмента на 1000 м пути резания
, т.е. размерным износом инструмента на 1000 м пути резания
 .
.
С учетом величин относительного  и начального износа
и начального износа  , можно определить полный размерный износ
, можно определить полный размерный износ  :
:
В таблице приведены значения относительного  и начального
и начального  износа для чистового точения и растачивания, для которых влияние размерного износа имеет существенное значение.
износа для чистового точения и растачивания, для которых влияние размерного износа имеет существенное значение.
| Материал | Износ | ||
| заготовки | инструмента | начальный  , мкм , мкм
| относительный  мкм/км мкм/км
|
| Сталь углеродистая и легированная | Т15К6, Т30К4 | 2...8 | 2...10 |
| Серый чугун | ВК4, ВК8 | 3...10 | 3...12 |
| Закалённый чугун (НВ 400) | ЦМ332 | ||
| Углеродистые и легированные стали | ЦМ332 | 1...3 | 0,5...1,0 |
| Цветные сплавы | Алмаз | - | 0,0005...0,001 |
При обработке деталей по методу автоматического получения размеров возможна корректировка настроечного размера (резцы, фрезы, шлифовальные круги и т.п.), что позволяет компенсировать влияние размерного износа на точность обработки.