Микроструктура __________________________________

|
Характер дефекта _________________________________
_____________________________________________________
Указать в каком направлении вязкость стали будет выше
и почему _________________________________________
_____________________________________________________
Методы уменьшения полосчатости структуры _________
_____________________________________________________
_____________________________________________________
Выводы по работе:
Контрольные вопросы
Укажите цель нагрева стальных заготовок при обработке давлением?
Какие факторы влияют на рост зерна стали при ее нагреве?
Укажите температуры начала и окончания обработки давлением доэвтектоидной и заэвтектоидной стали?
Что такое перегрев и пережог стали и их влияние на свойства стали?
Как устранить перегрев стали?
Почему происходит обезуглероживание поверхностного слоя стали?
При каких условиях образуется видманштеттовая структура?
Указать причины образования строчечной структуры и ее влияние на свойства стали?
| Дата выполнения | Фамилия, подпись студента | Подпись преподавателя |
ЛАБОРАТОРНАЯ РАБОТА № 5
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТОВ РАСПЛАВЛЕНИЯ, НАПЛАВКИ И ПОТЕРЬ НА УГАР И РАЗБРЫЗГИВАНИЕ ПРИ РУЧНОЙ И АВТОМАТИЧЕСКОЙ СВАРКЕ
I. Цель работы:
Ознакомиться с сущностью ручной дуговой и автоматической сварки. Определить коэффициенты расплавления, наплавки и потерь на угар и разбрызгивание.
II. Краткие сведения из теории
Указать сущность процессов и записать формулы определяющие основные коэффициенты.
III. Порядок выполнения работы
1. Определить коэффициенты расплавления (aр), наплавки (aн), потерь на угар и разбрызгивание (y) и количества наплавленного металла при ручной дуговой и автоматической сварке (Qн). Условия проведения эксперимента и результаты опытов занести в таблицу 1.
Таблица 1
| № пп | Электрод | Сила тока, А | Время горения дуги, с | Вес пластины, г | Вес наплавленного металла, Gн | Длина электрода, мм | Вес расплавленного металла, Gн | Коэффициент расплавления aр г/Ач | Коэффициент наплавки aн г/Ач | Коэффициент потерь y, % | Производительность процесса, г/ч | |||
| Марка | Диаметр, мм | До наплавки, G1 | После наплавки, G2 | До наплавки, L1 | После наплавки, L2 | |||||||||
2. Ознакомиться с работой сварочных автоматов и полуавтоматов.
а). сварочного автомата АДС-1000-2

|
Условные обозначения:
| I – | II – |
| III – | |

|
б). сварочного полуавтомата.
Условные обозначения:
| СТ – | |
Выводы по работе:
Контрольные вопросы
Какие факторы влияют на производительность расплавления электрода?
Какие факторы влияют на величину потерь на угар и разбрызгивание?
Чем ограничивается повышение производительности при ручной сварке?
Из каких основных частей состоит автомат АДС-1000-2?
Из каких основных частей состоит полуавтомат ПДШ-500?
Преимущества автоматической сварки перед ручной дуговой сваркой?
Преимущества полуавтоматической сварки перед автоматической?
| Дата выполнения | Фамилия, подпись студента | Подпись преподавателя |
Лабораторная работа № 6
ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ КОНТАКТНЫХ СВАРОЧНЫХ МАШИН И ВЛИЯНИЯ ШУНТИРОВАНИЯ ТОКА НА ПРОЧНОСТЬ СВАРНОЙ ТОЧКИ
I. Цель работы:
По эскизам и натурным образцам изучить устройство и работу контактных сварочных машин и определить основные технологические параметры. Определить влияние шунтирования тока на прочность сварной точки.
II. Краткие сведения из теории
Рассмотреть основные способы контактной сварки
III. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Изучить устройство и принцип работы контактных машин:
а). сварочной машины МСР-100
| 1 - |
| 2 - |
| 3 - |
| 4 - |
| 5 - |
| 6 - |
| 7 - |
| 8 - |
| 9 - |
| 10 - |
| 11 - |
| 12 - |
| 13 - |
| 14 - |
| 15 - |
| 16 - |
 Условные обозначения:
Условные обозначения:
Зарисовать графики зависимости давления и тока от времени:
| Для стыковой сварки сопротивлением | Для стыковой сварки методом непрерывного оплавления |
б). точечной машины МТ-601

|
Условные обозначения:
| 1 - |
| 2 - |
| 3 - |
| 4 - |
| 5 - |
| 6 - |
| 7 - |
| 8 - |
| 9 - |
| 10 - |
Зарисовать графики зависимости давления и тока от времени для точечной сварки:
Определить основные технологические параметры точечной сварки. Данные эксперимента занести в таблицу 1.
Таблица 1
| Ступень регулирования | Напряжение в первичной обмотке, U 1, В | Напряжение во вторичной обмотке, U 2, В | Коэффициент трансформации К= U 1/ U 2 | Ток в первичной обмотке, I 1, A | Ток во вторичной обмотке, I 2, A | Площадь поперечного сечения сварной точки, F, мм 2 | Плотность тока, J = I 2/F, А/ мм 2 |
Определить влияние режима сварки и шунтирования тока на прочность сварной точки. Данные эксперимента занести в таблицу 2.
Таблица 2
| Толщина металла, мм | Сварочный ток, А | Режим сварки | Диаметр ядра точки, мм | Разрушающее усилие, кг | ||||
| Усилие сжатия, кг | Продолжительность включения, c | Шаг точек | I замер | II замер | Среднее значение | |||
Зарисовать схему, поясняющую последовательность нанесения сварных точек и шунтирования тока.
в). схема шовной машины МШП-50

|
Условные обозначения:
| 1 - |
| 2 - |
| 3 - |
| 4 - |
| 5 - |
| 6 - |
| 7 - |
| 8 - |
| 9 - |
| 10 - |
| 11 - |
| 12 - |
| 13 - | 14 - |
| 15 - |
Зарисовать графики зависимости давления и тока от времени для шовной сварки:
Выводы по работе:
Контрольные вопросы
Какова сущность и область применения стыковой, точечной и шовной сварки?
Из каких основных частей состоят сварочные контактные машины?
Укажите основные т ехнологические параметры контактных машин и укажите характер их влияния на качество сварки?
каким образом влияет шунтирование на прочность сварного соединения?
| Дата выполнения | Фамилия, подпись студента | Подпись преподавателя |
Лабораторная работа № 7
ИЗУЧЕНИЕ ОБОРУДОВАНИЯ И СВОЙСТВ
АЦЕТИЛЕНО-КИСЛОРОДНОГО ПЛАМЕНИ
I. Цель работы:
По эскизам и натурным образцам изучить устройство и работу оборудования для газовой сварки и резки металлов. Изучить строение и тепловые свойства газового пламени.
II. Краткие сведения из теории
Рассмотреть сущность газовой сварки и резки металлов.
III. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Изучить устройство и работу:
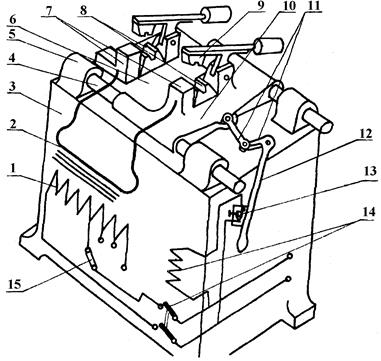
а). однопламенной ацетилено-кислородной сварочной горелки.

|
Условные обозначения:
| I – | II – |
| III – | |
| 1 - | 2 - |
| 3 - | 4 - |
| 5 - | 6 - |
| 7 - | 8 - |
| 9 - | 10 - |
| 11 - | 12 - |
| 13 - | 14 - |
б). ацетиленового генератора типа ГНВ-1.25

Условные обозначения:
| 1 - | 2 - |
| 3 - | 4 - |
| 5 - | 6 - |
| 7 - | 8 - |
| 9 - | 10 - |
| 11 - | 12 - |
| 13 - | 14 - |
| 15 - | 16 - |
| 17 - | 18 - |
| 19 - | 20 - |
| 21 - | 22 - |
Изучить строение ацетилено-кислородного пламени.
| а). науглероживающего пламени | б). окислительного пламени |
| (с избытком ацетилена) | (с избытком кислорода) |

|
в.) нормального (восстановительного) пламени:

Изучить устройство и работу:
а). ацетилено-кислородного ручного универсального резака
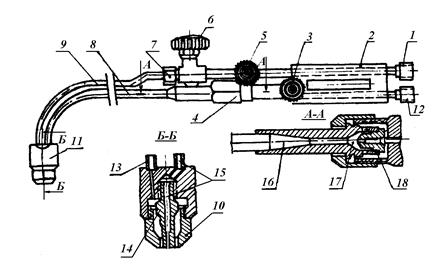
|
Условные обозначения:
1 -
2 -
3 -
4 -
5 -
6 -
7 -
8 -
9 -
10 -
| 11 - | 12 - |
| 13 - | 14 - |
| 15 - | 16 - |
| 17 - | 18 - |
б.) автомата для газовой резки металлов АСШ-1

|
Определить и описать качество поверхности реза автоматом АСШ-1
а). стальной пластины:
б. - чугунной пластины: в. - алюминиевой пластины
Выводы по работе: (1. о порядке зажигания и гашения сварочной горелки; 2. указать условия разрезаемости металлов и сплавов)
Контрольные вопросы
Устройство и работа ацетилено-кислородной горелки низкого давления?
Устройство и работа ацетиленового генератора ГНВ-1.25?
Устройство и работа предохранительного затвора?
Строение и свойства окислительного, науглероживающего и нормального ацетилено-кислородного пламени и область его применения?
В чем сущность и каковы условия ацетилено-кислородной резки?
Устройство и работа ацетилено-кислородного резака?
Устройство и работа автомата для газовой резки металлов АСШ-1?
| Дата выполнения | Фамилия, подпись студента | Подпись преподавателя |
ЛАБОРАТОРНАЯ РАБОТА № 8
ИССЛЕДОВАНИЕ ДЕФОРМАЦИЙ, ВОЗНИКАЮЩИХ ПРИ НАПЛАВКЕ ВАЛИКА НА КРОМКУ ПЛАСТИНЫ
I. Цель работы:
Рассмотреть вопросы связанные с деформациями, возникающими при наплавке валиков на кромку пластины, определить величину продольных деформаций и величину прогиба пластины.
II. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
Рассмотреть процессы возникновения напряжений и деформаций в пластине при нагреве и охлаждении.
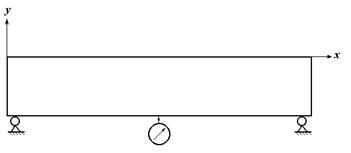
|
III. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Произвести наплавку валика на кромку пластины и определить величину продольных деформаций. Данные занести в таблицу 1.
Таблица 1
| № точек | Отсчёты по прибору | Величина продольных перемещений после наплавки D L = В ср- A ср | Величина продольных деформаций D L / L× 100% | |||||
| До наплавки валика | После наплавки валика | |||||||
| 1-й | 2-й | А ср | 1-й | 2-й | В ср | |||
Построить график распределения продольных деформаций (перемещений) по ширине пластины.

Определить величину прогиба пластины во времени. Данные занести в таблицу 2.
Таблица 2
| Время от начала сварки, мин | 0.15 | 0.30 | 0.45 | 1.00 | 1.15 | 1.30 | 1.45 | 2.00 | 2.15 | 2.30 | 3.00 | 5.00 | 10.00 | |
| Отсчёты по прибору, дел | ||||||||||||||
| Значение прогиба, мм |
Построить график зависимости изменения прогиба пластины во времени

Выводы по работе:
Контрольные вопросы
Объясните основные причины образования сварочных напряжений и деформаций?
Укажите основные способы снижения сварочных деформаций?
Укажите основные способы снижения сварочных напряжений?
| Дата выполнения | Фамилия, подпись студента | Подпись преподавателя |
[C1]