Назначение и общие условия разработки СМГ
Назначением сводного месячного графика (СМГ) подачи судов в порт является согласование порта с судовладельцами сроков подхода в порт судов в течение месяца, обработку которых порт обязуется осуществлять в соответствии с производственными возможностями порта, которые определяются объявленными нормативами: валовыми нормами грузовых работ (ВН), нормативами на выполнение вспомогательных операции по обслуживанию судов (НВО), нормативом перегрузочных комплексов (НПК) с учетом их специализации и взаимозаменяемости.
Нормативы обработки судов являются приложением к «Своду обычаев порта» и могут устанавливаться в договорах, заключаемых между портом и судовладельцами. В своде обычаев порта и в договорах также устанавливаются размер премии или штрафа по результатам обработки судов и другие условия обработки судов в порту, которые должны учитываться при включении судов в СМГ.
При разработке СМГ необходимо учесть следующие условия.
1. СМГ разрабатывается на основе заявок судовладельца о предполагаемых датах подхода судов.
2. Суда включаются в СМГ в порядке заявленных дат планируемого прибытия судна. При этом некоторые суда пользуются определенным приоритетом. Так, при одинаковых заявленных датах планируемого прибытия судов разных судовладельцев в первую очередь рассматривается судно того судовладельца, чья заявка поступила раньше.
3. В процессе составления СМГ суда закрепляются за позициями норматива перегрузочных комплексов в соответствии с их специализацией.
Приоритеты могут быть установлены:
- для линейных судов (абсолютный приоритет). Линейные суда включаются в график в соответствии с объявленным расписанием;
- для судов, переходящих для обработки с предыдущего месяца;
- для судов с грузами, попадающими под какие-либо распоряжения органов власти (доставка грузов на Север, оказание благотворительной помощи, перевозка военных грузов и др.);
- для судов со скоропортящимися грузами;
- для судов, переходящих с одной позиции на другую (при переходе на 2-ю позицию).
Кроме линейных судов, все остальные суда пользуются относительным приоритетом. Это означает, что они претендуют на обработку в ближайшую дату после освобождения позиции от предыдущего судна.
4. Время занятости позиции каждым судном определяется по правилам расчета сталийного времени, т. е. положенного на обработку судна.
5. Одновременно на одной позиции может быть закреплено только одно судно.
6. Каждое очередное судно может занять позицию НПК только после её освобождения от обработки предыдущего судна. При этом моментом освобождения позиции является окончание отсчета сталийного времени для предыдущего судна.
7. При закреплении судов за позициями НПК дата занятия позиции судном может быть сдвинута по сравнению с заявленной датой как назад (из-за ожидания освобождения позиции НПК), так и вперед (из-за стремления максимально использовать бюджет времени позиции НПК).
8. Если для одной специализации в порту используется более чем одна позиция, то суда, претендующие на данную специализацию, распределяются между позициями НПК с данной специализацией равномерно.
9. Если в ходе разработки СМГ остаются нераспределенные суда и резервы бюджета на позициях НПК другой специализации, то может быть рассмотрена возможность закрепления судов за позициями НПК другой специализации, если ТПК, обслуживающие свободную позицию НПК, допускают взаимозаменяемость для обработки дополнительных судов.
Порядок разработки и согласования СМГ
Разработку СМГ производит порт на основании заявок судовладельцев или их представителей, которые подаются в порт не позднее чем за 6 суток до начала месяца и должны содержать по каждому судну: его название, грузоподъемность, группу (для иностранных судов), предполагаемую дату прибытия, количество грузов на судне с разделением по укрупненной номенклатуре, установленной для дифференциации ВН, необходимость выполнения операции по обслуживанию судна, потребность в топливе и воде.
За трое суток до начала месяца порт должен сообщить судовладельцам предварительный вариант СМГ. В течение суток осуществляется согласование возможных вариантов изменения плановых сроков начала и окончания обработки судов. После взаимного согласования СМГ порт составляет и утверждает окончательный вариант СМГ и за двое суток до начала месяца передает его всем заинтересованным организациям.
В процессе согласования СМГ возникают следующие ситуации.
1. Порт предлагает приблизить дату прибытия судна. Возможными вариантами согласования являются:
- судовладелец соглашается, и эта дата является окончательной;
- судовладелец не соглашается, тогда порт вправе предложить заполнить эту дату другому судовладельцу (как правило, следующему по очереди). Если другой судовладелец соглашается, то судно первого судовладельца отодвигается на более поздний срок. Если другого судовладельца на предлагаемый план найти не удается, то остается первоначальная дата, предложенная судовладельцем.
2. Порт устанавливает дату прибытия судна позднее, указанной в заявке. Возможными вариантами согласования являются:
- судовладелец соглашается, и эта дата является окончательной;
- судовладелец не соглашается, и тогда он либо исключает судно из заявки и переадресовывает его в другой порт (при условии согласия другого порта), либо дата прибытия судна остается первоначальной, но порт не несет ответственности за его нахождение в порту до наступления даты, установленной портом.
Методика разработки СМГ
При разработке СМГ порт определяет даты начала и ожидаемого окончания обработки и обслуживания каждого судна, исходя из заявленной даты прихода судна и полного использования установленного бюджета времени позиций НПК. При этом в первую очередь обеспечиваются НПК для каждой из установленных в нем позиции специализации грузопотоков. При недоиспользовании бюджета времени НПК по отдельным позициям грузопотоков в СМГ этих позиций включаются суда с взаимозаменяемыми грузами с учетом взаимозаменяемости перегрузочных комплексов, которые обеспечивают обработку судов, закрепленных за данными позициями НПК.
Методика построена на возможности сопоставления бюджета времени позиции НПК и продолжительности обработки судна.
Общая схема разработки СМГ предусматривает этапы:
1. Разделение общего массива (списка) судов по специализациям позиций НПК, соответствующих принятым укрупненным номенклатурам грузов. Если какое-либо судно содержит грузы двух (и более) укрупненных специализаций, то оно должно быть указано в разных подмассивах (списках).
2. По каждой специализации позиций НПК (укрупненной номенклатуре груза) суда упорядочиваются по заявленным датам прибытия. Для судна, которое судно содержит грузы двух (и более) специализаций, заявленная дата прибытия для очередной позиции определяется путем прибавления к заявленной дате прибытия продолжительности обработки на предыдущих позициях.
3. Определяется продолжительность обработки каждого судна (по правилам определения сталийного времени для выгрузки/погрузки каждого груза укрупненной номенклатуры):

| где i | – | индекс укрупненной номенклатуры грузов; |
| j | – | индекс вспомогательной операции; |
| Qi | – | количество грузов i -й укрупненной номенклатуры; |
| Mвi | – | валовая норма обработки судов с грузами i -й укрупненной номенклатуры; |
| tвспij | – | продолжительность выполнения j -й вспомогательной операции при обработке судов с грузами i -й укрупненной номенклатуры. |
В результате выполнения этапов второго и третьего будут получены дата прибытия, продолжительность обработки, очередность в подмассиве (списке).
4. В каждом подмассиве (списке) выделяются суда, пользующиеся приоритетом (в первую очередь – линейные суда и суда, переходящие под обработку с предыдущего месяца).
5. В результате выполнения операций 1-4 подмассив (список судов) по каждой укрупненной номенклатуре грузов можно представить в виде графика, приведенного на рис. 2.2.
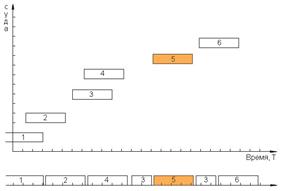
Рис. 2.2. Графическое отображение порядка и продолжительности обработки судов:
1 – судно, переходящее с предыдущего месяца (относительный приоритет);
4 – судно перешло с другой позиции (относительный приоритет);
5 – судно линейное (абсолютный приоритет).
6. Для каждой специализации позиции НПК производят закрепление судов из соответствующего подмассива. При этом целесообразно рассматривать позиции в порядке возрастания вариантов возможной взаимозаменяемости (либо количества) ТПК, которые обслуживают соответствующие позиции НПК.
Сама процедура закрепления - это проецирование отрезка, характеризующего продолжительность обработки судна, на графике, символизирующем упорядоченный подмассив (список) судов, на ось бюджета времени позиции с учетом установленных приоритетов (нижняя часть рис. 2.2.). Это означает, что линейное судно (с абсолютным приоритетом) первым закрепляется за позицией. Если в это время на позиции уже было закреплено очередное судно, то его обработка прерывается на период обработки линейного судна (судно 3 на графике бюджета времени позиции НПК). Остальные суда с приоритетом (относительным) рассматриваются по мере приближения к дате их прибытия и включаются на позицию в ближайшую к заявленной дате прибытия после освобождения позиции. Так, судно 4 включено на бюджет времени позиции раньше судна 3, т. к. оно оказалось раньше к дате освобождения позиции, чем судно 3 (нижняя часть рис. 2.2).
Судно, для которого не хватило бюджета времени позиции, остается в резерве.
Если для какой-либо специализации установлена более чем одна позиция НПК, то суда равномерно распределяются между установленными позициями одинаковой специализации с учетом ближайшего времени освобождения любой из них.
7. Если на каких-то позициях остались резервные места, а в подмассивах остались незакрепленные суда, то рассматривается возможность их закрепления за позициями, имеющими резервы бюджета времени. Такая возможность может быть реализована при условии, что позицию с резервом бюджета времени обслуживают причалы (ТПК), допускающие взаимозаменяемость специализаций.
2.3. Разработка плана распределения судов
между ППК и причалами порта
2.3.1. Назначение и общие условия разработки задачи
распределения судов между ППК и причалами порта
Назначением задачи является разработка плана, закрепление судов, находящихся в порту и планируемых к прибытию в порт, за конкретными причалами с учетом реальной обстановки в порту по наличию и ходу обработки судов и производственных возможностей ППК.
При этом необходимо учесть следующие условия:
- В процессе решения рассматривается вся совокупность судов, находящихся в порту и прибывающих в порт как по графику, так и вне графика в течение планируемого периода.
- В качестве планового периода принимается скользящий по оси времени сводный декадный график (период от начала текущих суток до окончания обработки последнего судна из сводного декадного графика, т. е. скользящей декады).
- Разработка плана распределения судов между ППК и причалами (ПРСМП) повторяется на начало каждых следующих суток. При этом возможна корректировка решения по судам, которые вошли в ПРСМП, но обработка которых еще не началась.
- Для судов, обработка которых еще не начиналась, продолжительность обработки принимается по сталийному времени (по нормам). Для судов, обработка которых уже ведется или должна начаться в текущие сутки, продолжительность обработки принимается по ТПГОС (технологический план-график судна).
- При составлении ПРСМП для судов, которые еще не прибыли в порт, дата прибытия принимается по декадному графику. Для судов, которые находятся в порту, дата прибытия принимается по фактическому приходу. Для судов, которые находятся в пути, дата прибытия принимается по информации судна.
- При каждом очередном расчете ПРСМП (на следующие сутки) могут корректироваться даты начала, окончания и продолжительность обработки.
- При повторном рассмотрении планируемой совокупности судов, для тех судов, обработка которых еще не началась, может изменится причал, за которым предполагается закрепить судно, а также даты начала и окончания обработки.
- Для судов, обработка которых уже ведется, может измениться только продолжительность и дата окончания обработки.
- При разработке ПРСМП приоритет имеют суда, которые прибыли по графику. Внеграфиковые суда принимаются под обработку на свободные резервы производственных мощностей порта (позиции НПК и причалы).
- Процесс распределения судов между ППК и причалами осуществляется поэтапно:
I этап. Суда из сводного декадного графика закрепляются за позициями НПК на соответствующих ППК.
II этап. На резервы позиций НПК, закрепленных за ППК, дополнительно закрепляются внеграфиковые суда соответствующей специализации.
III этап. Суда, распределенные на позиции НПК, закрепленные за ППК, закрепляются за причалами соответствующего ППК.
IV этап. За резервами бюджета времени причалов закрепляются нераспределенные внеграфиковые суда.
2.3.2. Методика решения задачи распределения судов
между ППК и причалами порта
Методика решения задачи основана на сопоставлении: бюджета времени позиции НПК в целом по порту, бюджета времени причала и продолжительности обработки судна.
Как указывалось в предыдущем пункте распределение судов между ППК и причалами порта проходит 4 этапа. Рассмотрим подробно содержание каждого этапа.
Этап I. Суда из сводного декадного графика закрепляются за позициями НПК на ППК. Содержание первого этапа заключается в том, что суда, закрепленные за позициями сводного месячного (или декадного) графика подачи судов в порт, необходимо перенести на позиции НПК, закрепленные за ППК. Для этого последовательно рассматриваются позиции НПК в целом по порту и в порядке очередности по возрастанию количества причалов (ТПК), обслуживающих данную позицию
(т. е. по возрастанию взаимозаменяемости причалов (ТПК), обслуживающих соответствующую позицию НПК в целом по порту).
Если позицию обслуживают несколько ППК, то суда с этой позиции последовательно распределяются между этими ППК: первое судно закрепляется за первым ППК, второе - за вторым и т. д., пока все суда не распределятся. При необходимости можно вернуться к тем же ППК, руководствуясь правилом, что судно закрепляется за тем ППК, которое раньше освободится.
При переносе судна с позиции НПК в целом по порту на позицию НПК, закрепленную за ППК, учитывается возможное изменение начала и продолжительности обработки судна (изменение времени подхода судна или его готовности к обработке, изменение количества груза по сравнению с первоначально заявленным и т. п.).
Схема выполнения первого этапа показана на рис. 2.3.
Этап II. На свободные резервы позиций НПК на ППК добавляются внеграфиковые суда. Методика выполнения II этапа очень похожа на методику разработки СМГ. Это означает, что вся реализация второго этапа разбивается на несколько шагов.
1. Внеграфиковые суда (список) упорядочиваются по специализации позиций НПК.
2. Определяется продолжительность обработки каждого судна. После выполнения шагов 1 и 2 для каждой специализации позиций НПК получим график, аналогичный приведенному на рис. 2.2 (верхний график).
3. Производится анализ резерва позиций НПК на ППК для оценки возможности обработки внеграфикового судна (рис. 2.4).
В процессе анализа выявляются «окна» (резервы бюджета времени) на позициях, в которые можно закрепить внеграфиковые суда. Размер «окна» должен быть не меньше продолжительности обработки внеграфикового судна.
Если не находится окно соответствующего размера, то должна быть рассмотрена возможность расширения «окна» за счет ускорения обработки соседних судов (при разработке ТПГОС для соседних судов – обработка предыдущего судна может быть закончена раньше, а обработка последующего судна может быть начата позже).

Рис. 2.3. Схема выполнения первого этапа распределения судов между ППК
и причалами порта
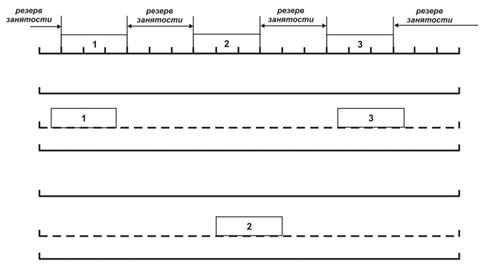
Рис. 2.4. Анализ резерва занятости
Если «окно» соответствующего размера найдено, то внеграфиковое судно закрепляется за найденным «окном». Пример закрепления внеграфикового судна за «окном» показан на рис. 2.5.

Рис. 2.5. Закрепление внеграфикового судна за «окном»
Условия закрепления внеграфиковых судов за «окнами» на позициях НПК на ППК сходны с условиями, применяемыми при построении СМГ. Например, при включении внеграфиковых судов на резервы («окна») позиции НПК на ППК, возможно изменение (сдвиг) даты начала обработки по сравнению с датой прибытия на более поздний срок, исходя из конкретной ситуации взаимного расположения «окна» и времени прибытия внеграфикового судна.
Этап III. Закрепленные суда распределяются между причалами соответствующих ППК.
Третий этап предполагает простую механическую процедуру проецирования продолжительности обработки судна, закрепленного на позиции НПК на ППК, на причал этого же ППК, имеющий соответствующую специализацию.
Этап IV. Определяется возможность закрепления за свободными резервами причалов (с учетом наличия трудовых ресурсов) нераспределенных внеграфиковых судов.
Четвертый этап выполняется, если остались нераспределенные внеграфиковые суда и резервы времени причалов (ТПК) соответствующей специализации. Процедура выполнения четвертого этапа предусматривает:
- выделение нераспределенных внеграфиковых судов;
- выделение причалов (ТПК) соответствующей специализации, имеющих резервные «окна», соответствующие продолжительности обработки внеграфиковых судов;
- закрепление внеграфиковых судов за «окнами» причалов (ТПК) соответствующей специализации.
Процедура выделения «окон» и их использования в целом соответствует той, которая описана для второго этапа. При этом «окна» выделяются не на бюджете времени позиции НПК на ППК, а на бюджете времени соответствующего причала (ТПК). При этом специализация может рассматриваться в широком масштабе.
В отличие от II этапа, когда дополнительное внеграфиковое судно включается без согласия ППК, при выполнении IV этапа требуется их согласие. ППК должны оценить свои возможности с точки зрения обязательств по обработке дополнительных внеграфиковых судов. Если на одно и то же внеграфиковое судно претендует несколько ППК, то предпочтение отдается тому ППК, которое гарантирует минимальное стояночное время (элемент конкурсного отбора).
2.3.3. Отличие задачи распределения судов между ППК
и причалами порта в сравнении от задачи формирования СМГ
К отличиям можно отнести:
- неоднородность исходной информации (суда в порту под обработкой, суда в порту в ожидании обработки, суда на подходе к порту, суда, планируемые к обработке по графику);
- разнообразие источников и методов получения информации (из СДГ, непосредственно от судна, расчет продолжительности стоянки судна по нормативам или на основе разработки ТПГОС);
- внесение корректировок, учитывающих реальную обстановку в процессе решения задачи (изменение количества груза, начала, окончания и продолжительности обработки), в том числе многократные корректировки для одного и того же судна.
- возможность изменения причала (-ов) для закрепления судна
(-ов), обработка которых еще не началась, при разработке каждого очередного варианта (на очередные сутки) ПРСМП;
- наличие четырех этапов решения задачи ПРСМП в отличие от одного этапа при разработке СМГ;
- наличие многовариантности при определении специализации НПК на ППК (при очередном варианте разработки ПРСМП комбинация специализаций ТПК и ППК может быть изменена);
- использование в процессе решения неформальных условий (например, конкурсная основа выбора причала).
2.5. Технологический план-график обработки судна (ТПГОС)
2.5.1. Общая характеристика и назначение
технологического плана-графика обработки судна
Назначение ТПГОС – подготовка к эффективному оперативному управлению обработкой судна. Смысл этой подготовки заключается в установлении значимых параметров, определяющих ход производственного процесса обработки судна и обеспечивающих подготовку ресурсов, необходимых для обработки судна.
Сам план-график включает определение:
- количества и места работы технологических линий, участвующих в обработке судна на каждый момент обработки;
- трудовых и технических ресурсов на каждый момент времени обработки судна;
- времени ввода/вывода технологических линий;
- времени окончания обработки отдельных отсеков и судна в целом;
- времени выхода партии груза;
- количества переработанного груза за смену, сутки с нарастающим итогом по каждому отсеку и по судну в целом контролирующая величина;
- количества обработанных вагонов за смену/сутки по каждому отсеку и по судну в целом и с разбивкой то типам вагонов.
Исходными данными для разработки ТПГОС являются г рузовой план судна, характеристики судна, план размещения грузов на складах порта, характеристики технологических схем, план подачи вагонов на ППК (по количеству), фактическое наличие перегрузочного оборудования на ППК или в порту, график выхода на работу трудовых ресурсов.
Операция определения обработки судна и концентрации технологических линий на обработку судна является взаимосвязанной: можно задавшись концентрацией технологических линий определить продолжительность обработки судна, либо наоборот режим – концентрации.
В соответствии с различными режимами концентрации технологических линий возможны такие варианты ТПГОС, когда судно обрабатывается:
- количеством технологических линий, которое обеспечивает минимальную продолжительность обработки судна;
- максимальным количеством технологических линий, при котором обеспечивается минимальная продолжительность обработки судна при условии, что производительность одной технологической линии не снижается;
- количеством технологических линий, которое обеспечивает выполнение норматива на обработку судна (валовые нормы);
- минимальным количеством технологических линий, которое обеспечивает освоение планового объема грузопереработки в течение расчетного периода;
- количеством технологических линий, которое обеспечивается фактическим выходом рабочих (или наличием перегрузочного оборудования);
- Комбинацией из всех предыдущих пяти вариантов.
Для того чтобы уяснить методику разработки ТПГОС целесообразно рассмотреть ряд теоретических моментов, связанных с использованием технологических линий на обработке судов, изложенных ниже.
2.5.2. Условия концентрации технологических линий
на обработку судов
В общем случае число технологических линий, используемых для обработки судна, изменяется в пределах:
 ≤ Nл ≤
≤ Nл ≤  ,
,
| где
| – | минимально допустимое количество технологических линий; |
| Nл | – | фактическое (расчетное) количество технологических линий; |
|
| – | максимально возможное количество технологических линий. |
Минимальное количество технологических линий принимается исходя из условий освоения расчетного грузопотока в течение расчетного периода, а также определяется:
– расчетным объемом грузопотока;
– расчетным периодом;
– производительностью технологической линии (далее ТЛ).
Максимальное значение концентрации ТЛ ограничивается:
– максимально возможным числом технологических линий по длине грузового фронта ( );
);
– максимально возможным числом технологических линий по условиям порта( ) – наличием бункеров, эстакад, судопогрузочных машин, трюмных машин и др.;
) – наличием бункеров, эстакад, судопогрузочных машин, трюмных машин и др.;
– максимально возможным числом технологических линий, ограниченных свойствами груза ( ) – в основном для опасных грузов;
) – в основном для опасных грузов;
– максимально возможным числом технологических линий, ограниченных требованиями техники безопасности ( );
);
– максимально возможным числом технологических линий, с учетом трудоемкости обработки отсеков( ).
).
В общем случае максимально возможное число технологических линий определяется как альтернативная величина из условия:
= min { ; ; ; ; },
т. е. максимальное количество технологических линий будет равно величине наименьшего ограничения.
Из приведенных ограничений по количеству технологических линий целесообразно рассмотреть два последние (принцип действия остальных понятен без дополнительных пояснений).
По требованиям техники безопасности количество технологических линий на обработку судна не может быть больше величины:

где niс(т) – максимальное количество ТЛ, которое может быть использовано на обработку i -го отсека в светлое или в темное время (niс(т) = 1 или 2).
Значение niс(т) определяется требованиями техники безопасности и [2.11], и зависит от размеров люков (табл.2.1).
Снижение производительности при работе двух ТЛ на один люк наблюдается за счет операций «активное наблюдение за грузом» (АНГ) и «активное наблюдение за порожним грузозахватным приспособлением» (АНП), так как при работе 2-х кранов на один люк шириной менее 16 метров эти операции удваиваются, вследствие чего производительность снижается на 15 %.
Ограничение количества ТЛ по трудоемкости обработки отсеков можно объяснить, анализируя рис. 2.9, где трудоемкость обработки отсеков выражена в количестве времени работы ТЛ (продолжительность обработки отсека выделена жирными линиями).
Таблица 2.1
Допустимая концентрация ТЛ на обработке трюмов (отсеков)
судна по требованиям техники безопасности
| Размеры люка | Время суток | Допустимое число ТЛ | Коэффициент снижения производительности ТЛ, kсн | |
| Длина, м | Ширина, м | |||
| < 9 | < 8 | светлое | ||
| тёмное | ||||
| 9 – 16 | > 8 | светлое | 0,15 | |
| тёмное | ||||
| 16 – 20 | > 8 | светлое | ||
| тёмное | ||||
| > 20 | > 8 | светлое | ||
| тёмное |

I II III IV V
Рис. 2.9. График неравномерности обработки отсеков по времени
Как видно на рис. 2.9 только отсек III должен обрабатываться на всем протяжении обработки судна, т. е. продолжительность обработки этого отсека определяет продолжительность обработки суда. Реально судно нельзя обработать быстрее, чем будет обработан самый большой отсек (принцип лимитирующего трюма).
Из рисунка также понятно, что если мы с самого начала поставим ТЛ на все отсеки судна, то сначала будет закончена обработка отсеков I и V, затем - отсеков II и IV. Последним будет обработан отсек III. Это означает, что нам не требуется работа пяти ТЛ на всем протяжении обработки судна. Фактическое число ТЛ, используемых на всем протяжении обработки судна, будет в пределах 3÷4 (дробное число обозначает, что одна из ТЛ будет использоваться только часть времени обработки судна – долю времени). Следовательно, количество ТЛ, которое целесообразно постоянно использовать на обработке судна, не должно превышать того количества ТЛ, которое требуется, исходя из соотношения трудоемкости обработки отсеков.
Еще одним следствием снижения производительности при работе двух ТЛ на один люк является то, что чистая (грузовая) интенсивность обработки судна не остается пропорциональной количеству ТЛ на всем диапазоне изменения количества ТЛ (см. рис. 2.10).

Рис. 2.10. Зависимость интенсивности обработки судна
от концентрации технологических линий
На линии зависимости чистой интенсивности обработки судна (Мгр) от количества ТЛ можно выделить два участка (при наличии отсеков, где Ксн = 0,15), для которых:
для участка { 0 – А } – Mгр = Pл ´ Nтл;
для участка { А – Nmax } – Mгр = Pл ´ Nтл (1 – Ксрсн),
| где Pл | – | производительность ТЛ; |
| Nтл | – | число ТЛ, используемых на обработке судна; |

| – | средний коэффициент снижения производительности технологической линии по судну в целом при том, что для одной ТЛ Ксн = 0,15. |
Это объясняется тем, что в точке А возникает ситуация, когда один трюм обрабатывают две технологические линии. Соответствующее точке А количество ТЛ можно определить по формуле
 = nл ´ Кнер,
= nл ´ Кнер,
| где nл | – | количество трюмов (люков) на судне; |
| Кнер | – | коэффициент трюмной неравномерности. |
Значение Кнер можно определить для трех вариантов:
1. Если судно загружено неоднородным грузом:
 ,
,
| где S Ттрi – | сумма трудоемкости обработки всех отсеков, ч; |
 – –
| трудоемкость обработки максимального отсека, ч. |
2) Если судно загружено однородным грузом:
Кнер = Qc / nл ´  ,
,
| где Qc | – | загрузка судна, т; |
|
| – | загрузка максимального отсека, т. |
3) Если судно порожнее (можно определить как постоянную характеристику судна):
Кнер = Wс /  ´ nл,
´ nл,
| где Wс | – | грузовместимость судна, м3; |
|
| – | грузовместимость максимального отсека, м3. |
Рассмотренные в данном параграфе теоретические положения использованы в методике разработки ТПГОС.