Обучающиеся с 1 по 5 порядковый номер выполняют задание с 9-00 до 9-30. С 6-10 порядковый номер с 10-00 до 10-30. С 11 по 15 порядковый номер с 10-30 до 11-00. С 16 по 20 порядковый номер с 11 -00 до 11-30.
В таблице на против вашей фамилии указан номер билета, через дробь указан номер вопроса из билета на который вы должны ответить письменно. В конце таблицы 2 задания для каждого. На выполнение задания вам дается 30 минут. Вы решаете в своих тетрадях, фотографируете, скидываете в беседу. Затем я проверяю и выставляю оценку.
Все студенты группы приходят к 14-00 в техникум 20 марта 2020 года за получением документов на производственную практику. С собой приносите оригинал тетради с выполненным заданием.
ВСЕМ УДАЧИ.
| №пп | ФИО обучающегося | Номер билета |
| Аликин Данила Васильевич | 1/1 | |
| Байдин Владимир Николаевич | 2/1 | |
| Балмашев Егор Алексеевич | 3/1 | |
| Белошапкин Владислав Андреевич | 4/2 | |
| Елисеев Максим Петрович | 5/2 | |
| Карпов Артем Михайлович | 6/2 | |
| Козлов Даниил Андреевич | 7/1 | |
| Кривенцев Алексей Владиславович | 8/1 | |
| Курочкин Денис Алексеевич | 9/2 | |
| Лобан Денис Юрьевич | 10/2 | |
| Лузин Артем Викторович | 11/2 | |
| Мальцев Илья Николаевич | 12/2 | |
| Меньшиков Игорь Тимофеевич | 13/1 | |
| Падуков Евгений Олегович | 14/1 | |
| Пашиев Павел Георгиевич | 15/2 | |
| Пепеляев Максим Вячеславович | 16/1 | |
| Пушкарёв Павел Алексеевич | 17/2 | |
| Смирнов Никита Андреевич | 18/1 | |
| Сорокин Артём Александрович | 19/2 | |
| Шадрин Александр Сергеевич | 20/1 |
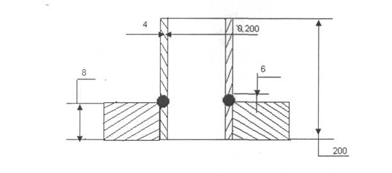
Задача 1. Определить необходимое основное и вспомогательное оборудование для изготовления горизонтального цилиндрического резервуара (цистерна). Определить необходимое количество рабочих. Составить план участка с расположением оборудования.
Задача 2.
Определить норму штучного времени для сварочного соединения полуавтоматической сваркой в среде СО2, если дано:
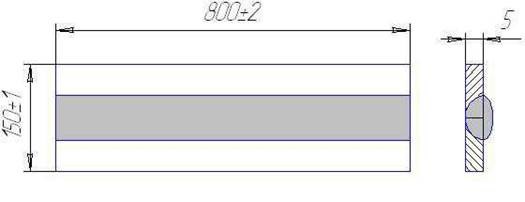
Сталь СтЗ, масса узла в кг 51.5 кг: клеймение в 2 знака, производство - серийное. Сила сварочного тока 300А сварка в удобном положении. Длина шва - определить по эскизу. Можно воспользоваться примером расчета приведенным ниже.
Пример расчета норм времени на дуговую сварку в среде защитных газов
Определить нормы времени на полуавтоматическую дуговую сварку в среде двуокиси углерода изделия из углеродистой стали.
Исходные данные:
− производство мелкосерийное;
− тип шва − C2;
− толщина металла − 5 мм;
− длина шва − 0,8 м;
− диаметр сварочной проволоки − 1,2 мм;
− условие выполнения работы − стационарные с установкой 2-х щитов от сварочной
дуги;
− масса узла − 30 кг;
− количество изделий − 15 шт;
− работа − простая;
− положение шва − нижнее;
− клеймить 28.04.16.
Штучное время определяется по формуле:
t шт=[(t ншт+ t вн)× l + t ви]×К1
Составляющие штучного времени t шт находим в части 4 общемашиностроительных нормативов времени на дуговую сварку.
Неполное штучное время t ншт − находим по толщине металла, равной 5 мм, и диа-метру сварочной проволоки 1,2 мм [п. 4.1 карта 1 поз. 16].
t ншт= 4,5мин
К неполному штучному времени прибавляется вспомогательное время t вн, которое не включено в состав искомого штучного времени. Составляющие t вн находим в нормативной части 4 по п. 4.2 карта 69…77.
t вн= t вн1+ t вн2+ t вн3
− t вн1= 0,35мин−обмазка раствором поверхности металла околошовной зоны[п. 4.2
карта 74 поз. 1а]
− t вн2= 0,3мин−зачистка околошовной зоны от брызг наплавленного металла[карта
75 поз 1г]
− t вн3= 0,43мин−зачистка кромок перед сваркой от налета ржавчины или окиснойпленки [карта 76 поз. 8а]
t вн= 0,35 + 0,3 + 0,43 = 1,08мин l = 0,8м−длина шва по заданию
t ви−вспомогательное время,связанное с изделием и типом оборудования.Состав-ляющие t ви находим в нормативной части 4 по п. 4.3 карта 78…86.
t ви= t ви1+ t ви2+ t ви3+ t ви4
− t ви1= 9×0,21 = 1,89мин−клеймение шва[карта78поз. 1а];
− t ви2= 2×1,19 = 2,38мин−установка и снятие щитов для защиты от сварочной дуги[карта 79 поз. 1б];
− t ви3= 1,94мин−перемещение изделия грузоподъемными механизмами[карта81поз. 1д];
− t ви4= 0,28мин−поворот изделия вручную[карта82поз. 13в].
t ви= 1,89 + 2,38 + 1,94 + 0,28 = 6,49мин
K1 = 1,2 − поправочный коэффициент к картам неполного штучного времени на изме-нение условий работы в мелкосерийном производстве [Общая часть п. 1.14].
t шт=[(4,5+1,08)×0,8+6,49]×1,2= 13,1448минШтучно-калькуляционное время рассчитывается по формуле
t шт-к= t шт+ t пз

n
где t шт = 13,1448 мин − штучное время;
n = 15шт. −по заданию.
t пз−подготовительно-заключительное время,мин.Составляющие t пзнаходим в нор-мативной части 4 п. 4.3 карта 86.
t пз= t пз1+ t пз2+ t пз3+ t пз4+ t пз5
− t пз1
− t пз2
− t пз3
− t пз4
− t пз5
= 3 мин − время на получение задания, документации, инструктажа от мастера, получение инструмента и его сдача [карта 86 поз. 1в];
= 2 мин − ознакомление с работой [карта 86 поз. 2в];
= 3 мин − установка, постройка и проверка режимов [карта 86 поз. 3в];
= 5 мин − подготовка рабочего места в начале и конце смены [карта 86 поз. 4в];
= 1 мин − сдача работы [карта 86 поз. 5в].
t пз= 3 + 2 + 3 + 5 + 1 = 14мин
14
t шт-к= 13,1448 + = 14,078 мин
