Практическая работа № 3
Изучить кинематические схемы оборудования, входящего в состав линии ППС-500
Цель: Закрепление знаний по теме: «Способы формования листового
| Изучить кинематические схемы оборудования, входящего в составлинии ППС-500
|
стекла», изучить условия работы машины ППС-500.
1 К прокатному относятся различные виды бесцветного и цветного листового стекла, армированное стекло, армированное стекло, узорчатое, стеклопрофилит.
2 Узорчатым называют листовое стекло, на поверхности которого в процессе выработки нанесены узоры для полного или частичного рассеивания света и создания декоративного эффекта.
3 Армированным - называют листовое стекло, имеющее внутри листа параллельно его поверхностям металлическую сетку.
4 метод получения стеклопрофилита: методом непрерывного проката.
5 Сущность метода непрерывного проката стекла заключается в том, что стекломасса из ванной печи через охлаждаемым водой валкам, где формуется в виде ленты.
6 Линия ППС-500 предназначена длянепрерывного профильного обычного (известково-натриевого) стекла коробчатогосечения (стеклопрофилита). На ней можно также получатьщелевидное регулируемое выходное отверстие направляется к прокатным, армированныйпрофиль швеллерного сечения.
7 Составить структурно-логическую схему работы линии:
Стекловаренная печь - прокатная машина - формующее устройство - рольный стол - печь отжига - приемный рольганг – агрегаты – рольганг –ускоритель – откатчик - склад готовой продукции.
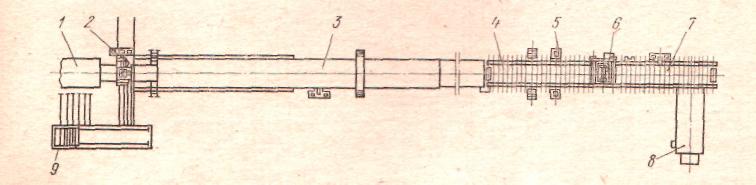
Рисунок 1 - Линия ППС-500 для проката профильного стекла
Стекловаренная печь 1, прокатная машина 2, печь отжига 3, приемный рольганг 4, агрегаты 5, бортрезки 6, рольганг 7, откатчик 8.
Из стекловаренной печи 1стекломасса поступает в прокатную машину 2, где формуется прокатными валкамив ленту стекла. С помощью формующего устройства, установленного на рольном столе, лента сворачивается в профиль (коробку и др.). Стеклопрофилит через рольный стол направляетсяв печь отжига 3,после чего поступает на приемный рольганг 4 и далее в агрегаты 5 и 6отрезки и порезки его на балки (части) заданной длины. Рольганг-ускоритель 7 переводит балки наоткатчик 8, откудаони направляются на склад готовой продукции.
Вывод: Закрепил знания по теме: «Способы формования листового стекла», изучил условия работы машины ППС-500.
Практическая работа № 4 - 5
Правила техники безопасности при обслуживании линии по производству листового шлакоситалла и линии по производству коврово-мозаичной плитки
Цель:Освоить практические навыки составления правил техники б
| Правила техники безопасности при обслуживании линии по производству коврово-мозаичной плитки
|
езопасности при обслуживании прокатных машин по производству листового шлакоситалла и коврово-мозаичной плитки
После проведения подготовительных работ к пуску прокатной машины и проверку ее на холостом ходу медленно открывают шибер сливного лотка стекловаренной печи и пускают стекломассу между включенными прокатными валками при ориентировочной скорости их 100 м/ч и толщине ленты 5 мм. При выработке армированного стекла с металлической сеткой после того, как лента стекла выйдет из прокатных валков на 100—200 мм, следует загнуть выступающие концы металлической сетки, прижав их к верхней плоскости ленты стекла до окончательной спайки. При дальнейшем перемещении ленты стекла по валикам приемного и рольного столов ее сопровождают специальными крючками, не давая возможности изменять форму и положение до заправки в печь отжига.
Скорость проката устанавливают согласно технологическому процессу проката соответствующего профиля стекла.
Следует регулировать подачу воды на охлаждение прокатных валков. Количество подаваемой воды должно быть таким, чтобы температура отходящей воды была ориентировочно равна 50 °С.
Особенность формования стеклопрофилита состоит в том, что при установившемся режиме проката ленты стекла, монтируют предварительно нагретые до температуры 500 °С графитовые или металлические вкладыши формующих устройств. Затем, поддерживая крюками края прокатываемой ленты стекла, сводят полуформы до получения зазора между вкладышем и формующим элементом, равного толщине ленты стекла.
Последняя операция наладочных работ связана с регулированием положения формующих устройств и ленты (лент) стекла до получения требуемой высоты бортов швеллерного пли правильности формы коробчатого профиля.
Для прекращения работы прокатной машины необходимо опустить шибер ванной печи, не останавливая привода машины и отвести ее от ванной печи на 25—30 мм. Через 30 мин после опускания шибера, отсоединяют машину от привода и водяной магистрали, закрывают вентили на коллекторе и отключают слив воды. Отводят прокатную машину от ванной печи дополнительно на 30—40 мм.
К. работе на прокатных установках допускаются рабочие, теоретически и практически подготовленные к обслуживанию технологического оборудования.
Для безопасного обслуживания перед началом работы необходимо проверить: состояние кладки печи отжига, сливного порога; исправность заземления прокатной машины и сетки; наличие установленных зазоров между сливным порогом печи и приемным брусом машины; надежность закрепления машины и рольного стола; исправность водопроводных линий для подачи воды в валки прокатной машины; наличие и исправность защитных ограждений электропривода машины, сетки и цепей валиков.
Принимая смену, машинист обязан, кроме того, ознакомиться с записями, сделанными в предыдущих сменах в цеховом журнале.
Пускать машину и рольный стол можно только после подачи соответствующего сигнала. При включении подачи воды к прокатным валкам машины, рольному столу и плите машины необходимо открыть вентиль на входной линии. При очистке сливного бруса от стекла обязательно следует использовать защитные очки. Гладильный валик во избежание ожога горячей водой необходимо снимать осторожно. Нельзя регулировать машину во время работы. Изменять на ходу можно только частоту вращения прокатных валков, зазоры между ними и количество поступающей на охлаждение воды. При заправке пусковой сетки со стекломассой необходимо использовать специальный инструмент — крючок. Нельзя оставлять без наблюдения работающую машину и другие агрегаты. О неисправностях, не устраненных во время работы, машинист должен сообщить начальнику смены и сменному рабочему, а также сделать соответствующую запись в сменном журнале.
Вывод: Освоил практические навыки составления правил техники безопасности при обслуживании прокатных машин по производству листового шлакоситалла и коврово-мозаичной плитки.
Практическая работа № 6