Погрешность установки заготовки является существенным фактором, оказывающим влияние на точность обработки. Под погрешностью установки понимают отклонение фактически достигнутого положения заготовки или детали при установке от требуемого. Погрешность установки D eу складывается из погрешностей базирования D eб, закрепления D eз.., приспособления De пр.
Погрешность закрепления возникает при перемещении заготовки в процессе её закрепления, что вызывает рассеивание размеров обрабатываемых деталей, определяемых в большинстве случаев экспериментально. Под погрешностью закрепления понимают поле рассеяния отклонений положения установочной базы относительно измерительной в направлении выдерживаемого размера. При появлении погрешности закрепления происходит перемещение заготовки под действием прикладываемого усилия, что ведет к образованию зазора Smax=Deз. между базирующей поверхностью заготовки и установочной поверхностью приспособления. Эти данные определяются по таблицам.
Погрешность приспособления не связана с процессом установки (износ самого приспособления), поэтому при укрупненных расчетах погрешность приспособления не учитывают.
В рамках курсового и дипломного проектирования величину погрешности рекомендуется определять по таблицам 2.28-2.34.
Таблица 2.28 -Погрешность установки заготовок в патронах и на оправках без выверки, мкм.

Примечание:
Обработку с использованием термически необработанных кулачков и втулок применяют при партии деталей 80…120 шт.
Таблица 2.29 - Погрешность заготовки в цанговом и трехкулачковом патронах без выверки, мкм.

Таблица 2.30-Погрешность установки заготовок на постоянные опоры, мкм.
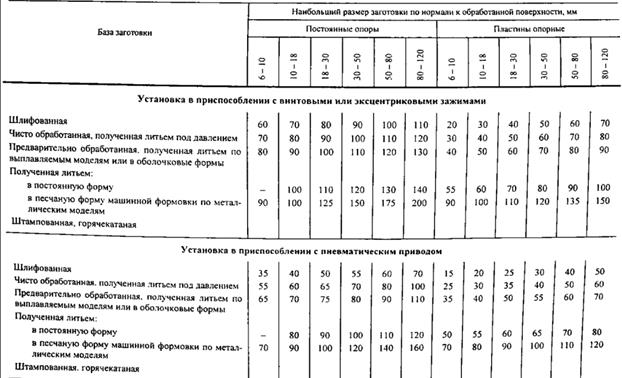
Таблица 2.31-Погрешность установки заготовок (до 60 мм.) в тисках

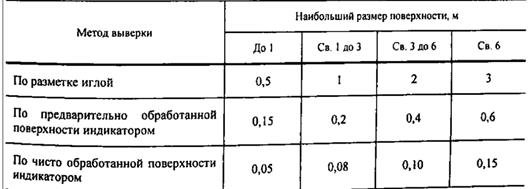
Таблица 2.32 -Погрешность (мм) установки заготовок на станках с выверкой по цилиндрической поверхности

Таблица 2.33 –Погрешность(мм) установки заготовок на столе с выверкой по плоской поверхности
Под погрешностью базирования понимают отклонение фактически достигнутого положения заготовки или детали при базировании от требуемого. Погрешность возникает при несовпадении технологической и измерительной баз, при определенных формах поверхностей заготовок и установочных элементов приспособления. Погрешность базирования определяется для конкретно выполняемого размера при данной схеме установки. Она может определяться разностью предельных расстояний измерительной базы заготовки и установленного на размер инструмента. Погрешность базирования определяется на основе геометрических связей поверхностей детали или анализа размерных цепей, что в ряде случаев дает более простое решение задачи.
Если технологическая база совпадает с измерительной, то Deб»0
Погрешность базирования определяется по таблице 2.34
Таблица 2.34-Погрешность базирования при обработке деталей в приспособлениях


