В процессе роботизированной дуговой сварки необходимо обеспечивать стабильное получение качественного шва при условии непостоянства геометрических параметров соединения (зазоры, погрешности установки деталей и длины шва и т.д.). Поэтому система управления роботами должна быть адаптивная, позволяющая роботу «подстроиться» под геометрию шва.
Первый класс задач адаптации – когда отклонение линии сопряжения свариваемых элементов не сопровождается случайным искажением размеров и формы этой линии. Решается при помощи методов установочной (начальной) адаптации и возникает при параллельном переносе свариваемых деталей одной относительно другой. Начальная адаптация производится следующим образом. На электрод подается напряжение порядка 400 В и частотой 400 Гц, одновременно с этим робот перемещает сопло грелки до касания электродом изделия. При этом запоминаются координаты точки касания. Для того чтобы точно определить координату начальной точки шва, необходимо сделать три таких перемещения горелки и получить точки 1-4 (рис. 67.1), точка 4 будет началом сварки.
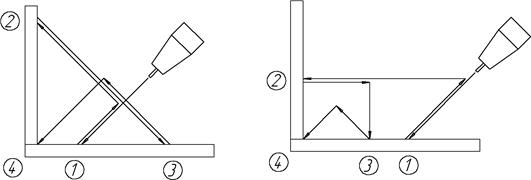
Рисунок 67.1 – Поиск места сварки при начальной геометрической адаптации
Второй класс задач геометрической адаптации связан с непостоянством геометрических размеров сопряжения свариваемых деталей из-за дефектов формы и решается при помощи средств текущей адаптации. Средства ткущей адаптации строятся на следующих принципах: использование сварочной дуги в качестве датчика и видеосенсорное наблюдение.
Использование сварочной дуги в качестве датчика наиболее эффективно при выполнении тавровых и угловых соединений. При этом системой контроля в процессе сварки замеряется изменение напряжения на дуге, зависящее от её длины. При сварке таврового соединения робот отводит сварочную горелку в сторону, противоположную направлению снижения падения напряжения на дуге, поддерживая максимальную её длину, что соответствует центру шва (рис. 67.2 а). При сварке углового соединения робот поддерживает минимальную длину дуги, что соответствует центру шва (рис. 67.2 б).

Рисунок 67.2 – Текущая геометрическая адаптация с использованием сварочной дуги в качестве датчика
Видеосенсорные устройства достаточно универсальны и перспективны для адаптации сварочных роботов. Наиболее информативен и универсален триангулярный метод измерения, при котором зона свариваемого соединения рассекается световой плоскостью (рис. 67.3). Секущая плоскость представлена движущимся точечным лучом либо стационарным щелевым лучом. Наиболее эффективным осветителем является лазер. Зона светового сечения наблюдается под углом, что позволяет получить трёхмерную информацию о свариваемом шве. Картина воспринимается двухмерным матричным фотоприёмником.
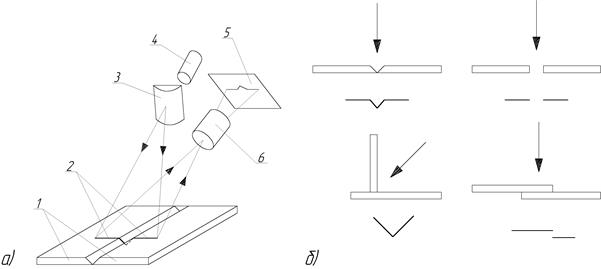
Рисунок 67.3 – Триангулярный метод измерения положения линии шва и геометрических параметров соединения:
а) – схема измерения; б) – направление освещения и получаемые изображения при различных типах соединения; 1 – свариваемые элементы; 2 – световой след на поверхности изделия; 3 – цилиндрическая линза; 4 – лазерный осветитель; 5 – матричный фотоприёмник; 6 - объектив