Кроме относительно простых цилиндрических и плоских поверхностей, детали типа тел вращения могут иметь участки сложной формы (конические, фасонные и резьбовые), размеры которых определяются несколькими элементами. Их обработка во многих случаях нуждается в особой наладке станка наболее высокой квалификации токаря.
Последовательность изготовления деталей с участками сложной формы устанавливается на основании ранее рассмотренных технологических правил.
Однако при этом приходится решать некоторые дополнительные задачи:
1) подготовка заготовок под обработку сложных поверхностей;
2) выбор способа обработки сложной поверхности;
3) возможность выбора сложной поверхности в качестве установочной базы; 4) включение обработки поверхностей сложной формы в операции.
1. Подготовка заготовок под обработку сложных поверхностей преследует цель удаления основного слоя металла и возможно большего приближения их формы к требуемой. Для этого поверхности заготовок под наружные конусы обтачивают по наибольшему диаметру, а под внутренние сверлят или растачивают по наименьшему диаметру конуса. Поверхностям под крутые конусы рекомендуется придавать ступенчатую форму обтачиванием или растачиванием с механической подачей либо сверлением несколькими сверлами с постепенно увеличивающимися диаметрами.
Участкам заготовок под фасонные поверхности сообщают ступенчатую форму, близкую к необходимой, предварительной обработкой резцами.
Поверхности заготовок под резьбу с треугольным профилем обрабатывают резцами либо сверлами до требуемого диаметра, учитывая возможное выдавливание металла в процессе резания. Для прямоугольных и трапецеидальных резьб эти поверхности выполняются по номинальным диаметрам резьб. В конце резьбового участка, нарезаемого резцом, вытачивается канавка для выхода резца. На торце заготовки с целью притупления острого начала резьбового витка делают небольшую фаску. Если резьба нарезается плашкой, то такая фаска необходима для центрирования ее в начале резания.
2. Сложные поверхности могут быть получены различными способами, выбор которых решается на основе общего принципа наибольшей производительности с учетом величины партии деталей, возможностей станка, размеров поверхности и требуемой точности обработки. Так, из известных способов нарезания крепежных резьб на токарных станках наиболее производительными является выполнение их метчиками, плашками, нарезными и накатными головками. Однако последние можно применять в том случае, когда к резьбе не предъявляют требования строгой соосности с другими поверхностями детали. Фасонные поверхности небольшой длины наиболее производительно можно обработать фасонными резцами. Но их экономически выгодно применять в случае, когда партия обрабатываемых деталей значительная. Длинные конусы нельзя обработать угловым резцом или методом поворота верхних салазок суппорта. Для этого применяют способы обработки конусов в смещенных центрах или при помощи конусной линейки. Следовательно, выбор того или иного способа обработки нуждается в учете конкретных условий работы.
3. Сложные поверхности иногда используются в качестве установочных баз, но при этом следует учитывать их особенности.
Конические поверхности обеспечивают точное центрирование заготовок, но не могут служить базой, когда требуется высокая точность линейных размеров. Это объясняется тем, что небольшое изменение диаметра конуса влечет за собой значительные погрешности осевого положения заготовки на станке.
Фасонные поверхности весьма редко применяются в качестве установочных баз, так как для этого необходимо иметь приспособления с соответствующей формой зажимных поверхностей. Для этой цели иногда применяют специальный комплект сырых кулачков к токарному патрону, рабочим поверхностям которых придают фасонную форму.
Резьба довольно часто используется в качестве установочной базы, но в тех случаях, когда к детали не предъявляют требования высокой точности расположения поверхностей. Это объясняется наличием в резьбовых соединениях значительных зазоров, которые трудно устранить, а иногда и нецелесообразно в связи с необходимостью дополнительных затрат.
4. Большинство способов обработки сложных поверхностей требует особой наладки токарного станка (нарезание резьб резцами, обработка конусов в смещенных центрах, обработка фасонных поверхностей по копиру и др.). В таких случаях выполнение сложных поверхностей следует выделять в отдельные операции. Вместе с тем некоторые способы обработки этих же поверхностей, не требующие особой перестройки станка (нарезание резьб метчиками и плашками* обработка коротких конусов угловыми резцами и дрО» можно включать в операцию в виде отдельных переходов.
С учетом изложенного рассмотрим характерные примеры изготовления деталей со сложными поверхностями.
К сложным способам установки заготовок на токарном станке относятся: установка в 4-кулачковом несамоцентрирующем патроне, на планшайбе, угольнике, в люнетах и установка заготовок при обработке эксцентричных деталей. Все они нуждаются либо в особой настройке приспособления, либо в выверке заготовки относительно оси вращения.
§ 1. Обработка в 4-кулачковых патронах


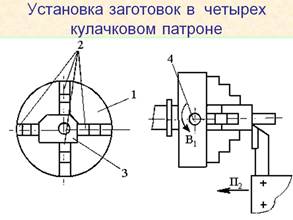
Для закрепления заготовок некруглой формы, отливок и поковок с неровными поверхностями, заготовок несимметричной формы и некоторых других работ применяются 4-кулачковые патроны с независимым перемещением кулачков.
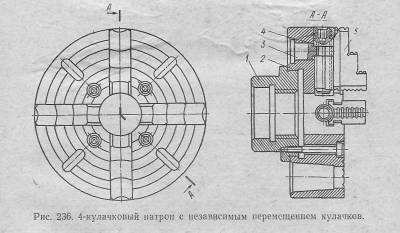
Они состоят из корпуса 2, опор 3, винтов 4 и кулачков 5. Кулачки могут быть использованы в качестве прямых или обратных. Зажим и центрирование заготовок в таких патронах выполняются раздельно. Патрон крепится на резьбовом конце шпинделя при помощи переходного фланца 1. Для станков с фланцевой конструкцией шпинделя посадочное отверстие выполнено непосредственно в корпусе патрона.
Корпус 4-кулачкового патрона может быть использован в качестве планшайбы для установки и закрепления заготовок с обработанной опорной поверхностью. Для этой цели в нем предусмотрены сквозные продолговатые пазы для установки крепежных болтов. Патроны изготавливаются различных размеров *с наружным диаметром от 160 до 1000 Мм.
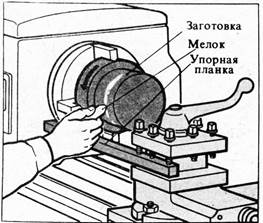
Особенность обработки заготовок в таких патронах заключается в необходимости совмещения оси обрабатываемой поверхности с осью патрона (шпинделя). Это осуществляется выверкой заготовок по меловой риске или по разметке,
В первом случае (рис. 237, а) к выверяемой поверхности медленно вращающейся заготовки подносят кусочек мела и определяют концентричность ее с осью вращения по виду меловой риски. Чтобы не повредить руки, брусок мела располагают примерно на уровне оси заготовки с небольшим наклоном вниз, а для большей устойчивости правую руку поддерживают левой. Если след риски располагается по всей окружности, что при первой проверке бывает весьма редко, то положение заготовки правильное.
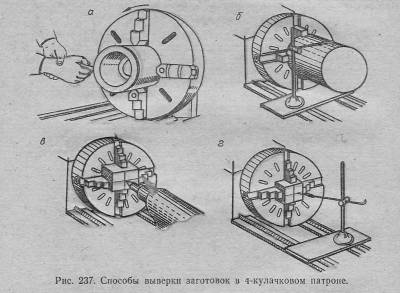
Когда же риска остается лишь на небольшом участке проверяемой поверхности, положение заготовки регулируют сдвигом кулачков, противоположных риске.
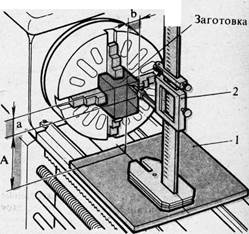
Если заготовка имеет относительно ровную или предварительно обработанную поверхность, то аналогичную выверку выполняют слесарным рейсмасом, как показано на рис. 237, б. Иглу рейсмаса, установленного на специальную плиту или верхнюю плоскость поперечных салазок, подводят к проверяемой поверхности с небольшим зазором и, включив малые обороты шпинделя,' определяют его равномерность по окружности. Изменяя положение заготовки в патроне сдвигом соответствующих кулачков, добиваются, чтобы изменение зазора было возможно меньшим. Затем заголовку окончательно закрепляют.
По второму способу выверку производят по разметке на торце заготовки при помощи заднего центра или рейсмаса.
Вершину заднего центра вводят в накерненное углубление точки пересечения центровых линий разметки (рис. 237, в), поджимают заготовку центром к торцу корпуса патрона и закрепляют ее кулачками в таком положении.
При выверке рейсмасом (рис. 237, г) его устанавливают на. плоскость поперечных салазок суппорта или специальную плиту. Иглу рейсмаса, установленную по высоте вершины заднего центра, подводят к центровым линиям торца заготовки и поперечным перемещением выверяют поочередно положение каждой линии. При этом центровая линия при повороте заготовки на 180° должна совмещаться с вершиной иглы рейсмаса на всей длине.
При выверке штангенрейсмасом острие ножки подводят к заготовке и производят выверку также как и рейсмасом.
Указанные выверки выполняют только при изготовлении первой детали из партии. Остальные детали правильно ориентируют в 4-кулачковом патроне поджимом к двум соседним кулачкам, которые не перемещают при откреплении заготовок.
§ 2. Обработка на планшайбе и угольнике
Детали произвольной формы типа рычагов или корпусов, которые невозможно правильно установить в.-4-кулачковом патроне, закрепляют на планшайбе. К этому способу установки прибегают также, если требуется выдержать строгую перпендикулярность оси обрабатываемой поверхности к торцу, или основанию детали.
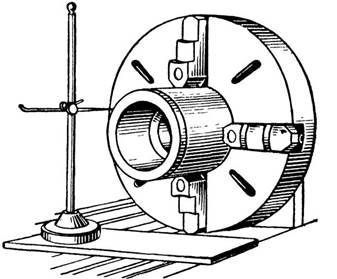
Планшайба 1 (рис.) представляет собой чугунный диск со ступицей, усиленный с обратной стороны ребрами жесткости,
Отверстия ступицы выполняются по форме переднего конца шпинделя, на который устанавливается и закрепляется планшайба и вращается вместе с ним.
Передний торец планшайбы строго перпендикулярен к ее оси. На нем расположены Т-образные и сквозные пазы для крепежных болтов. Планшайба напоминает корпус 4-кулачкового патрона, который иногда используется для этой же цели.
Заготовка прижимается к торцу планшайбы прихватами и болтами, а для исключения смещения во время обработки ее дополнительно поджимают боковыми опорами.
В
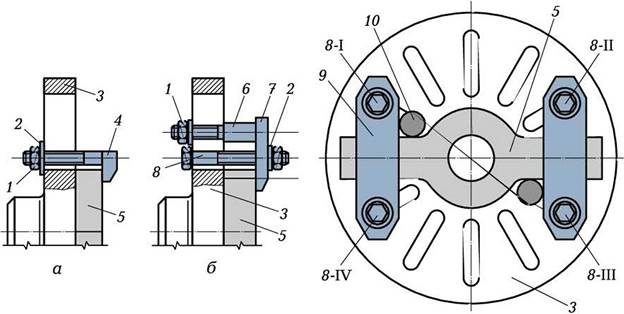
Рис. Закрепление заготовки на планшайбе:
а – костылями, б – планками прихватками, в – планками через заготовку, 1 – гайка, 2 шайба, 3 – планшайба, 4 – костыль, 5 – опора, 6 – планка-прихват, 7 – болты, 8 – планка 9 – упор, 10 – заготовки, I, II, III, IV – нумерация болтов.
Заготовку закрепляют в начале предварительным затягиванием гаек крест-накрест (например I – III- II- IV), а затем окончательным затягиванием. После закрепления и обработки первой заготовки на планшайбе устанавливают упоры (рис. 9.2, б), соприкасающиеся в нескольких точках с поверхностью заготовки. По этим упорам фиксируются положения последующих заготовок партии.
Важным условием обработки на планшайбе является уравновешивание заготовки. Противовес устанавливается с более легкой стороны планшайбы. При обработке отверстий в заготовках, у которых ось отверстия должна быть параллельна основанию, установку заготовки производят на угольнике. Рабочие поверхности угольника – взаимно-перпендикулярные. Угольник крепят болтами к планшайбе за вертикальную плоскость, а заготовку к горизонтальной плоскости угольника. Угольник и заготовку уравновешивают противовесом. Положение заготовки выверяют рейсмасом.
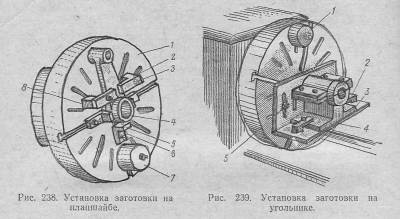
Такое крепление показано на рис. 238. Деталь 4 прижата к планшайбе двумя прихватами 2 и болтами 3. Передний конец прихвата опирается на деталь, задний — на подставку 8. Боковыми опорами здесь служат винты 6, которые ввернуты в угольники 5, прикрепленные к планшайбе.
Заготовки, устанавливаемые на планшайбе, должны иметь чисто обработанный опорный (обращенный к планшайбе) торец. При их закреплении необходимо придерживаться следующих правил.
1. Зажимные болты следует располагать возможно ближе к детали для создания более прочного крепления.
2. Затяжку гаек выполнять в диагональном порядке вначале слабо, затем окончательно.
3. Прихваты устанавливать по возможности в местах детали, которые имеют опору на планшайбе.
4. Если третье правило выдержать невозможно, затяжку гаек производить не слишком сильно во избежание прогиба детали.
5. Опорные подставки подбирать такой высоты, чтобы прихваты
располагались параллельно рабочей плоскости планшайбы.
Первая заготовка из партии выверяется на планшайбе теми же способами, что и в 4-кулачковом патроне. При немного отжатых гайках ее можно сдвинуть в любую сторону легкими ударами молотка. Остальные заготовки правильно ориентируются боковыми опорами.
Если центр тяжести заготовки смещен с оси вращения, применяют уравновешивание противовесом 7 (рис. 238). Балансировку выполняют в таком порядке. Противовес сначала закрепляют на планшайбе на каком-либо расстоянии от ее оси, противоположно центру тяжести заготовки. Затем, отключив шпиндель от механизма коробки скоростей, вручную проворачивают планшайбу. Если последняя останавливается, в разных положениях, то балансировка правильна. В противном случае противовес смещают в нужную сторону от оси вращения и снова повторяют балансировку.
Детали с параллельным или угловым расположением оси обрабатываемой поверхности к основанию устанавливаются на угольнике 4 (рис. 239), который прикрепляется к планшайбе болтами и гайками 5. Деталь 3 (в данном случае корпус подшипника) в свою очередь закрепляется на горизонтальной полке угольника прихватами 2 и уравновешивается противовесом 1.
Выверка первой заготовки из партии совместно с угольником осуществляется одним из выше рассмотренных способов по меловой • риске или по разметке.
Для указанных работ может быть также использован. 4-кулачковый патрон, Один из кулачков которого заменяют угольником.