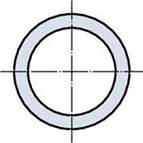
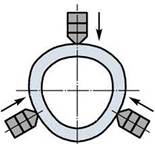
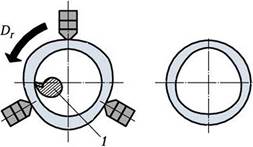
При растачивании отверстия в тонкостенной втулке, установленной в трехкулачковом самоцентрирующем патроне, происходит искажение обработанного отверстия — оно приобретает огранку. Это происходит в результате деформации стенок втулки кулачками патрона. При обработке отверстие получает цилиндрическую форму, но после извлечения детали из кулачков патрона деформированные стенки втулки занимают прежнее положение, а обработанное отверстие приобретает огранку (рис. 9.6).
А б в г
Рис. Деформации возникающие в процессе обработки тонкостенной втулки: а- втулка до зажима в трехкулачковом патроне, б- втулка зажатая в патроне, в – процесс растачивания, г- втулка после освобождения из патрона, 1 – резец, д – главное движения
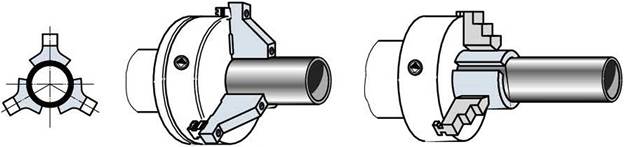
Для устранения возникающего дефекта рекомендуется закреплять тонкостенные втулки в приспособлениях, в которых нагрузка распределяется более равномерно, например, в патронах с широкими сегментными или удлиненными кулачками (рис. 9.7, а, б) Можно также увеличивать толщину стенок надевая на заготовку разрезную втулку.
В процессе обработки иногда приходится устанавливать заготовки по имеющимся сложным поверхностям, к которым относятся шлицевые, резьбовые, конические, фасонные, накатанные поверхности. Эта необходимость возникает по разным причинам, вызванным служебным назначением детали. Например, если обрабатывают венцы блока зубчатых колес, который имеет поступательное перемещение вдоль оси вала по шлицевой поверхности, для уменьшения биения при обработке желательно устанавливать его на шлицевую оправку. В этом случае биение будет наименьшим (рис. 9.8).
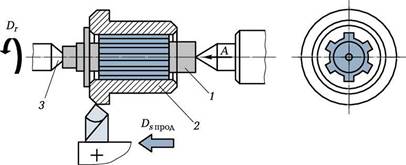
Рис. 9.8. Установка заготовок по шлицевой поверхности оправки: 1 — шлицевая оправка; 2 — заготовка: 3 — центр; 0зпрод — движение продольной подачи; Dr — главное движение
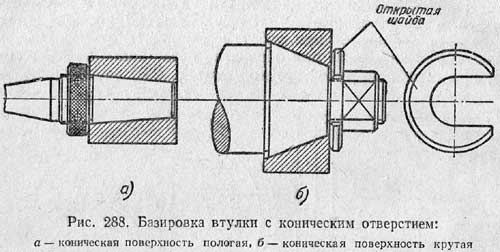
При необходимости обработать наружную поверхность соосно с обработанной конической поверхностью отверстия используют закрепление на конической оправке.
Коническая поверхность как чистовая база обеспечивает точное центрирование, быстроту и надежность крепления заготовок. Если в процессе обработки под давлением сил резания происходит заклинивание заготовки, то для снятия ее с приспособления используют сталкивающую гайку. (см. рис.)
Для базирования заготовки по резьбовой поверхности применяют резьбовые оправки, причем резьбу на этих оправках нарезают непосредственно на том станке, на котором обрабатывают данную заготовку.
1 2 2
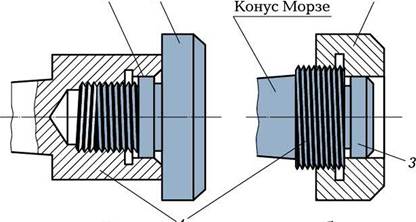
Рис.установка заготовки с наружной резьбой, с внутренней резьбой, 1 – центрирующая выточка, 2- заготовка, 3 – центрирующая цапфа, 4 – резьбовая оправка.
Это обеспечивает необходимую соосность резьбовой поверхности заготовки с другими ее поверхностями. Для точного центрирования при базировании по резьбе на заготовке должен быть цилиндрический поясок (цапфа) или выточка, а на оправке аналогичная контрповерхность (рис. 9.10).
При использовании в качестве установочной базы накатанной поверхности заготовку зажимают в кулачках патрона через разрезную втулку, чтобы не повредить рифления.
При использовании сложной установки можно достичь высокой точности обработки и добиться, чтобы обработанные детали выполняли свое служебное назначение.