Практическая работа
Контроль качества сборки изделия.
Цель практического занятия: научиться проверять качество разделки кромок, выставлять зазор в сварном соединении, выполнять прихватки и зачищать их.
Материальное обеспечение: шаблоны сварщика, оборудование для РДС, электроды.
Ход выполнения работы:
1 Ознакомление с теоретическими сведениями
2. Проведение измерений
3 Оформление отчета. Отчет должен содержать (в соответствии с вариантом задания):
- цель работы
- приборы и принадлежности
- краткое описание образца по варианту задания, схема соединения
- методика работы со схемой проведения замеров
- таблица результатов
4. По результатам выполнения работы необходимо сформулировать выводы.
Общие сведения:
Измерительный контроль полуфабрикатов, деталей и сборочных единиц выполняется для проверки соответствия их геометрических размеров требованиям стандартов, технических условий или конструкторской документации, а также допустимости размеров выявленных при визуальном контроле поверхностных несплошностей.
Для измерения формы и размеров изделий и сварных соединений, угловых и линейных величин полуфабрикатов, деталей, сборочных единиц, сварных соединений, изделий следует применять исправные, прошедшие метрологическую поверку, инструменты и приборы:
- линейки измерительные металлические по ГОСТ 427;
- угольники поверочные 90° лекальные по ГОСТ 3749;
- штангенциркули по ГОСТ 166 и штангенрейсмасы по ГОСТ 164;
- щупы № 2 - 4;
- шаблоны, в том числе универсальные (например, типа УШС по ТУ 102.338-83), радиусные, резьбовые и др.;
Перед проведением измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла от ржавчины, окалины, грязи, краски, масла, шлака, брызг расплавленного металла, продуктов коррозии и других загрязнений, препятствующих проведению контроля.
Измерительный контроль изделий проводится с целью подтверждения размеров сварных швов, допустимости размеров поверхностных дефектов, выявленных при визуальном контроле, а также соответствия основных размеров изделий (деталей, сборочных единиц) требованиям стандартов, ТУ и паспортов изделий.
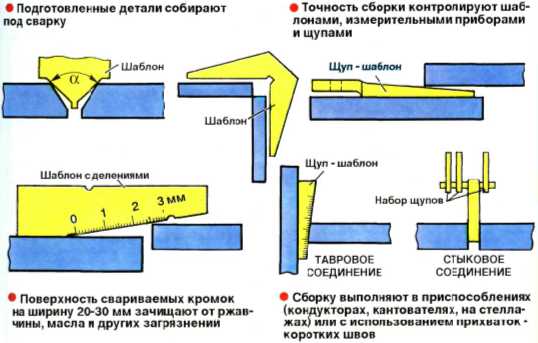
Параметры разделки кромок сварных соединений.
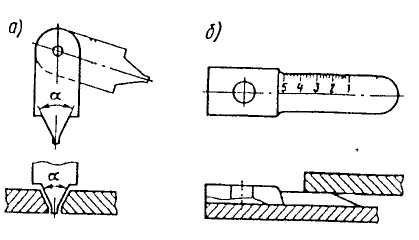
Измерение углов разделки кромок.
Зазоры в стыковых соединениях должны быть равномерными и не превышать 2 мм. В соединениях внахлестку и втавр элементы должны плотно прилегать друг к другу. Зазоры в таких соединениях допускаются равными 2—4 мм (в зависимостей от толщины свариваемых элементов).
После проведения измерений геометрических параметров сварного соединения полученные результаты занести в таблицу.
Тип сварного соединения:
Контролируемый параметр
Условное обозначение
Размеры, мм
Зазор
В
Угол скоса кромки
β
Притупление
с
Угол разделки кромок
α
Ответьте на вопросы:
1. С какой целью выполняют контроль качества сборки изделия?
2. Какие инструменты применяют при контроле качества сборки?
3. Какие вы знаете универсальные шаблоны сварщика?