Перед началом точения устанавливают, какая толщина слоя металла подлежит срезанию и за сколько проходов можно выполнить обработку.
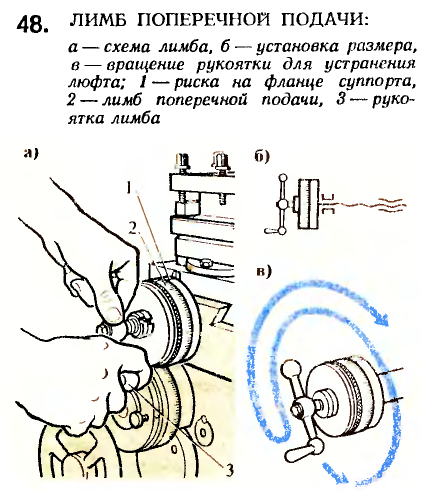
Резец устаналивают на глубину резания при помощи лимба, закрепленного на винте поперечной подачи. На лимбовом кольце имеются деления и обозначена цена деления. Ценой деления называется величина поперечного перемещения резца при повороте лимба на одно деление.
Зная цену деления, можно врезаться резцом в заготовку на нужную глубину с высокой точностью. Например, если нужная глубина резания 2 мм, а цена деления лимба 0,05мм, то лимб следует повернуть на 40 делений. При цене деления 0,02 лимб нужно повренуть на 100 делений.
Чтобы получить нужный диаметр детали применяют «метод пробных проходов». При этом резец подводят к вращающейся заготовке до соприкосновения с обрабатываемой поверхностью. Момент соприкосновения замечают по появлению на заготовке едва заметной кольцевой риски. После этого резец отводят вправо за пределы заготовки продольным перемещением суппорта. Лимбовое кольцо устанавливают в нулевое положение, затем поворотом рукоятки поперечного суппорта резец подают по лимбу вперед на величину, несколько меньушю, чем требуется для получения окончательного размера. После этого, применяя ручную подачу, обтачивают участок поверхности на длину 3-5 мм. Затем резец вновь отводят вправо, станок выключают и измеряют размер обточенного участка. После измерения уточняют, насколько требуется дополнительно подать резец вперед. Этот размер устанавливают по лимбу и вновь обтачивают пробный участок. После окончательной установки резца на размер остальные заготовки партии обрабатывают по лимбу без пробных проходов.
Между винтом поперечного суппорта и его гайкой всегда имеется некоторый зазор (люфт). Чтобы люфт не вызывал погрешности при установке резца по лимбу на глубину резания, требуемый размер при наружной обточке устанавливают поворотом рукоятки только почасовой, предварительно сделав пару оборотов против часовой стрелки.
 Обработка ступенчатого валика.
Обработка ступенчатого валика.
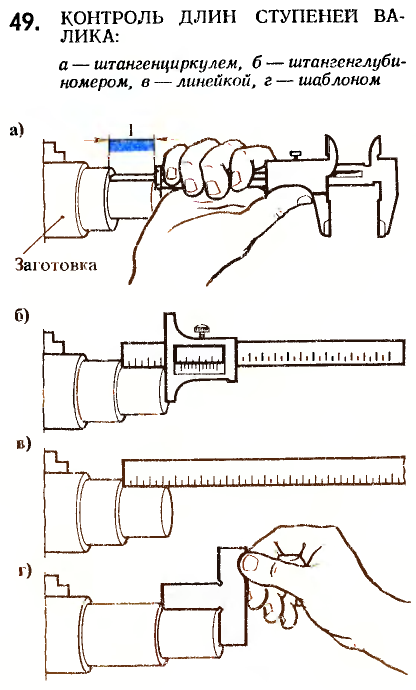 Валики, имеющие несколько участков различного диаметра и длины, называются ступенчатыми. Для обработки ступенчатых валиков положение резца устанавливают по лимбу отдельно для каждой ступени. Деления лимба, соответсвующие размерам каждой поверхности (ступени) запоминают или записывают. Зная деления лимба для всех ступеней обрабатываемой заготовки, можно вести обработку всей партии заготовок без пробных проходов.
Валики, имеющие несколько участков различного диаметра и длины, называются ступенчатыми. Для обработки ступенчатых валиков положение резца устанавливают по лимбу отдельно для каждой ступени. Деления лимба, соответсвующие размерам каждой поверхности (ступени) запоминают или записывают. Зная деления лимба для всех ступеней обрабатываемой заготовки, можно вести обработку всей партии заготовок без пробных проходов.
Длину ступеней контролируют штангенциркулем с выдвижным глубиномером, линейкой, либо шаблоном. Токарные станки имеют лимб продольной подачи, представляющий собой диск с делениями, связанный с механизмом продольной подачи. Перемещению суппорта на 1 мм соответсвует поворот лимба на одно деление. По лимбу продольной подачи можно контролировать продольное перемещение резца и отводить его в тот момент, когда получена нужная длина уступа.