Исходя из ориентировочного состава, по справочной литературе подбирается не менее 4-х вариантов подходящего материала. Проводится анализ каждого варианта: указываются конструкционные, эксплуатационные, технологические свойства материала (справочные данные), а также упрочняющая обработка, которая обеспечит при необходимости получение заданных свойств. Анализируются достоинства и недостатки каждого из вариантов решения.
Трудность при выборе материала по справочнику заключается в том, что для изготовления детали одного и того же наименования справочник рекомендует весьма различные марки материала. Поэтому при выборе материала по справочнику в первую очередь следует исходить из условий работы детали и требуемых от нее свойств.
Вопрос экономичности материала решается ориентировочно: учитывается количество и относительная стоимость легирующих элементов, сложность режима термообработки, технологии изготовления, необходимость коррозионной защиты и т.д.
Результаты анализа оформляются в виде таблицы (Приложение 5)
1.6 Уточнение химического состава
Таблица 3
Основные характеристики материала
| Марка материала | Название. | Химический состав. | Механические свойства. | Технол. св-ва. | ТО | Область применения. | ||
| σв; МПа | δ5;% | HRC | ||||||
| Р6М5 | Быстрорежущая инструментальная сталь | С: 0,82 - 0,90 W: 5,5 - 6,5 Мо: 4,8 - 5,3 Cr: 3,8 - 4,4 V: 1,7 - 2,1 Со: < 0,5 | -/- | -/- | 63 - 65 | Жидкотекучесть, закаливаемость, прокаливаемость. | Закалка 12200С масло. Отпуск 5500С | Для всех видов режущ. инструм., инструм. работающ. с ударными нагрузками. |
| У8А | Углеродистая инструментальная сталь | С:0,75 - 0,84 Mn:0,15 - 0,4 Cr:< 0,15 Si: 0,17 - 0,33 | 62 - 63 | Жидкотекучесть, закаливаемость, прокаливаемость. | Закалка 7700С вода. Отпуск 1700С | Инструмент подвергающийся ударам и толчкам (зубила, клейма, кернеры). | ||
| 8ХФ | Низколегированная инструментальная сталь | С: 0,7 - 0,8 Si: 0,1 - 0,4 Mn:0,15- 0,45 Cr: 0.4 - 0.7 V: 0.15 - 0.3 | -/- | -/- | 61 - 63 | Жидкотекучесть, закаливаемость, прокаливаемость. | Закалка 8300С вода. Отпуск 2200С | Для штемпелей при холодной работе, ножей при холодной резке Ме, обрезке заусенцев, кернеров. |
| 15ХФ | Хромованадиевая сталь | С:0,12 - 0,18 Si: 0,17 - 0,37 Mn:0,4 - 0,7 Cr:0,8 - 1,1 V: 0,06 - 0,12 Ni:0.3; Cu:0,3 | 63 - 64 | Жидкотекучесть, закаливаемость, прокаливаемость. | Закалка 7900С вода. Отпуск 1800С | Применяют для небольших деталей машин (зубч. колёса, поршневые пальцы, плунжеры). |
Изучив все марки материалов, проанализируем достоинства и недостатки каждой (табл. 4).
Таблица 4
Достоинства и недостатки материалов
| Свойства | Р6М5 | У8А | 8ХФ | 15ХФ |
| Коррозионная стойкость | средняя | низкая | средняя | средняя |
| не являются коррозионно-стойкими | ||||
| Твёрдость в ТО состоянии | высокая | высокая | высокая | высокая |
| Прочность в ТО состоянии | высокая | ниже чем у Р6М5, но выше чем у 8ХФ и 15ХФ | ниже, чем у сталей Р6М5;У8А | |
| Ударная вязкость | средняя | выше среднего | ||
| Жидкотекучесть | средняя | |||
| Термическая обработка | сложная | простая | простая | простая |
| Стоимость | высокая | низкая | дороже У8А, дешевле Р6М5 |
Выбор материала
На основе сравнения свойств четырёх выбранных нами марок сталей можно сделать вывод, что для изготовления кернера наиболее оптимальным материалом является сталь У8А, так как она удовлетворяет нашим требованиям и обладает рядом преимуществ по сравнению с другими:
Ø Низкой стоимостью
Ø Простая термическая обработка
Ø Необходимый и достаточный комплекс характеристик (твёрдость, прочность, ударная вязкость) который необходим нам в готовом изделии.
На основе сравнения всех данных по каждому варианту решения делается вывод, какой из предлагаемых вариантов является оптимальным и почему. Для оптимального варианта решения необходимо подобрать режимы термической обработки изделия.
Основой для выбора помимо необходимых механических характеристик, указанных в п. 5.3, 5.4, являются технологические и экономические требования.
Сталь должна удовлетворять требованиям минимальной трудоемкости изготовления детали. В частности, сталь должна обладать хорошей обрабатываемостью резанием и давлением, и поэтому особое значение приобретает выбор правильного режима предварительной термической обработки заготовок, который назначается с учетом последующих процессов упрочнения.
Предварительная термическая обработка осуществляется в заготовительных цехах и сводится к нормализации (углеродистые стали), нормализации и высокому отпуску при 600—670 °С (легированные стали), отжигу, изотермическому отжигу или высокому отпуску на твердость 156—220 НВ.
Материал должен быть возможно дешевле, с учетом всех затрат, включающих не только стоимость стали, но и изготовление деталей и, наконец, их эксплуатационную стойкость в машинах, в которых они должны работать. В первую очередь нужно стремиться выбрать менее дорогую сталь, углеродистую или низколегированную. Дорогие же легированные конструкционные стали, содержащие дефицитные Ni, Mo, W и другие элементы, следует применять лишь в тех случаях, когда более дешевые стали не удовлетворяют требованиям, предъявляемым к изделию. Легированные стали применяют, когда нужно обеспечить требуемую надежность и долговечность (низкий порог хладноломкости, высокую прокаливаемость, сопротивление усталости, износостойкость и др.), получение особых свойств (коррозионной стойкости, жаропрочности, магнитных свойств и т. д.), улучшение технологических свойств (обработки резанием, штампуемости и т. д.), а также снизить расход металла на единицу готовой продукции или повысить мощность машины. Применение легированной стали должно быть технически и экономически целесообразно и оправданно в том случае, если оно дает экономический эффект за счет повышения долговечности деталей и уменьшения расхода запасных частей и, таким образом, экономии металлопроката.
Эти общие требования к материалу нередко противоречивы. Так, например, более прочные материалы менее технологичны, труднее обрабатываются при резании, холодной объемной штамповке, сварке и т. д. Решение при выборе материала обычно компромиссно между указанными требованиями к стали. В массовом машиностроении предпочитают упрощение технологии и снижение трудоемкости в процессе изготовления детали, некоторой потере свойств или увеличению массы детали. В специальных отраслях машиностроения, где проблема прочности (или проблема удельной прочности) играет решающую роль, выбор материала и последующая технология термической обработки должны рассматриваться из условия достижения только максимальных эксплуатационных свойств. Вместе с тем не следует стремиться к излишне высокой долговечности деталей по отношению к долговечности самой машины.
При решении вопроса о выборе стали для получения требуемых механических свойств и других характеристик также важно установить оптимальный вид упрочняющей термической или химико-термической обработки. Вопросы выбора материала и технологии термической обработки следует рассматривать применительно к конкретным производственным условиям. Один и тот же процесс термической обработки в различных производственных условиях приводит к разным экономическим результатам. На экономичность технологических процессов влияют объем выпуска продукции, использование энергоресурсов, возможность создания или применения оборудования и другие организационно-экономические условия производства.
При выборе упрочняющей обработки, особенно в условиях массового производства, предпочтение следует отдавать наиболее экономичным и производительным технологическим процессам, например поверхностной закалке при поверхностном или глубинном индукционном нагреве, газовой цементации, нитроцементации и т. д.
Ниже приводятся некоторые советы по выбору видов упрочняющей обработки:
1. Зачастую рационально для деталей, работающих в условиях изнашивания, использовать улучшаемые стали, типичная термическая обработка которых «закалка + высокий отпуск» не обеспечивает получение требуемой твердости и износостойкости. В этом случае после типовой термической обработки следует провести поверхностную закалку и низкий отпуск тех частей деталей, которые при работе изнашиваются.
2. Для деталей типа шестерен сопротивление разрушению зубьев достигается, когда твердость в середине зуба имеет значение 30...40 HRC.
3. В справочниках не приводится значение твердости после цементации. В этом случае необходимо знать, что твердость после закалки зависит от содержания углерода. Так как при цементации добиваются в поверхностном слое 0,8...0,9 % С, то получаемая после закалки твердость составляет
порядка 60...62 HRC.
4. Очень большое значение имеет умение оценить влияние легирующих элементов на механические и технологические свойства стали. Это позволяет по марке стали судить о преимуществах и недостатках сравниваемых сталей (помимо тех свойств, которые приводятся в справочнике). В некоторых случаях представляется целесообразным использовать детали из стали после нетипичной для них термической обработки (обычно после пониженной температуры отпуска, что дает более высокий предел текучести и твердость). Для получения представления об ожидаемых свойствах после такой обработки можно использовать графики зависимости механических свойств от температуры отпуска.
5. Для конструкционной стали «закалка + высокий отпуск» являются наиболее распространенным видом термообработки, однако это не значит, что эти стали в других состояниях не могут использоваться. Так, углеродистые стали часто используются в нормализованном состоянии. Для легированных сталей возможны закалка и отпуск при более низких температурах. При этом повышаются свойства прочности, но понижается вязкость.
Термическая обработка
Термической обработкой называют процесс обработки изделий из металлов и сплавов путём теплового воздействия с целью изменения их структуры и свойств в заданном направлении [5, с. 5].
Закалка - термическая операция, состоящая в нагреве выше температуры превращения с последующим достаточно быстрым охлаждением для получения структурно неустойчивого состояния сплава [3, с. 227].
Температура нагрева и время выдержки должны быть такими, чтобы произошли необходимые структурные изменения [5, с. 171].
Скорость охлаждения должна быть достаточно велика, чтобы при понижении температуры не успели пройти обратные фазовые превращения [5, с. 171].
Отпуск - термическая операция, состоящая в нагреве закалённого сплава ниже температуры превращения для получения более устойчивого структурного состояния сплава [3, с. 227].
Материалом для нашего изделия была выбрана углеродистая инструментальная сталь У8А.
В данной стали содержится 0,8 % С, она является эвтектоидной (рис. 14)
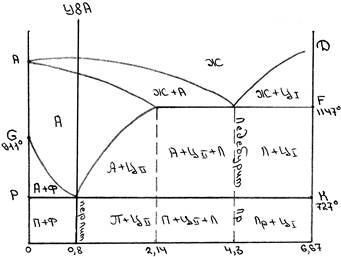
Рис. 14. Расположение стали У8А на диаграмме железо - цементит
В нашем случае мы будем делать полную закалку. Этот процесс достигается нагревом стали на 30 - 500С выше критической точки Ас1 и быстрым охлаждением в воде. Температура закалки будет равна 7700С. Время выдержки будет складываться из времени, необходимого для того, чтобы произошли необходимые структурные изменения. В результате закалки получаем мартенситную (М) структуру с остаточным аустенитом (Аост).
Далее проведём высокотемпературный отпуск с нагревом до температур в интервале 500 - 6500С. Его мы выполняем с целью получения структуры сорбита отпуска (Сотп.) твёрдость которого 20 - 30 HRC, а также снижения внутренних напряжений и получения максимальной вязкости.
Полученная нами твёрдость не устраивает нас, поэтому дальше мы проведём поверхностную закалку токами высокой частоты (ТВЧ). Мы выбрали закалку ТВЧ, поскольку можно регулировать глубину закалённого слоя частотой и временем, а также, потому что при закалке на поверхности детали практически отсутствует окисление.
Температура нагрева будет составлять 760 - 7700С, охлаждение будем проводить в воде. Время нагрева должно быть небольшим, поскольку диаметр кернера невелик.
Далее проведём низкотемпературный отпуск с нагревом до температур в интервале 150 - 2000С. Его мы выполняем с целью получения структуры мартенсита отпуска (Мотп) твёрдость которого 64 HRC, присутствуют внутренние напряжения.
Таким образом, мы получили сердцевину структура, которой Сотп, твердость в пределах 20 - 30 HRC и максимальная вязкость, которая будет способствовать сопротивлению ударной нагрузке. Поверхность же нашего изделия имеет структуру Мотп твердость, которого 64 HRC, это будет способствовать проникновению кернера в материал заготовки.
Схему термической обработки стали У8А представим на рис. 15.

Рис. 15. Термическая обработка стали У8А
Структуру стали, после термообработки представим на рис. 16., где
а - структура сердцевины (Сотп.), б - структура поверхности (Мотп).

Рис. 16. Структура стали, после термообработки
Заключение
Целью нашей работы был подбор материал для изготовления кернера так, чтобы он удовлетворял ряду требований (срок службы, себестоимость, технология изготовления).
Нами была выбрана углеродистая инструментальная сталь У8А, мы провили её термическую обработку, чтобы она полностью удовлетворяла нашим требованиям.
При выполнении курсовой работы мы закрепили, обобщили и научились применять на практике полученные нами в курсе «Материаловедение» теоретические знания.
Список литературы
1. Адаскин А.М., Зуев В.М. Материаловедение (металлообработка): Учебник для нач. проф. образования: Учеб. пособие для сред. проф. образования - 3-е изд., стер. - М.: Издательский центр «Академия», 2004. - 240 с.
2. Геллер Ю.А., Рахштадт А.Г. Материаловедение. Методы анализа, лабораторные работы и задачи. - М.: Металлургия, 1983, 348 с.
3. Гуляев А. П. Металловедение. Учебник для вузов. 5-е изд., перераб. и доп. М.: Металлургия, 1977. 648 с.
4. Дальский А.М., Арутюнова И.А., Барсукова и др.; Под общ. ред. Дальского А.М. Технология конструкционных материалов: Учебник для машиностроительных специальностей вузов. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1985. - 448 с., ил.
5. Новиков И.И. Теория термической обработки металлов. Учебник. Изд. 3-е, испр. и доп. - М.: Металлургия, 1978. 392 с.
6. Гелин Ф.Д. Металлические материалы: справ. - Мн.: Высш. шк., 1987. - 368 с.
7. Журавлёв В.Н., Николаева О.И. Машиностроительные стали: Справочник. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1992. - 480 с.: ил.
8. Щербаков Н.Н. Оборудование школьных мастерских средствами малой механизации: Пособие для учителя (Из опыта работы). - М.: Просвещение, 1983. - 127 с., ил.