Утверждено Редакционно-издательским советом
Университета в качестве учебного пособия
Воронеж 2014
УДК 658.51
Болдырев А.И. Организационно-технологическая подготовка производства: учеб. пособие [Электронный ресурс]. – Электрон. текстовые и граф. данные (5,3 Мб) / А.И. Болдырев, А.А. Болдырев. – Воронеж: ФГБОУ ВПО «Воронежский государственный технический университет», 2014. – 1 электрон. опт. диск (CD-ROM): цв. – Систем. требования: ПК 500 и выше; 256 Мб ОЗУ; Windows XP; SVGA с разрешением 1024x768; MS Word 2010 или более поздняя версия; CD-ROM дисковод; мышь. – Загл. с экрана. – Диск и сопровод. материал помещены в контейнер 12х14 см.
В учебном пособии рассмотрены теоретические, методические и практические основы организационно-технологической подготовки производства для выпуска новой, а также ранее выпускавшейся продукции. Рассмотрены приемы совершенствования подготовки производства и сокращения ее сроков.
Издание соответствует требованиям Федерального государственного образовательного стандарта высшего профессионального образования по направлению подготовки магистров 15.04.05 «Конструкторско-технологическое обеспечение машиностроительных производств» (магистерская программа «Высокоэффективные технологии производства современных изделий», дисциплина «Организационно-технологическая подготовка производства»).
Табл. 19. Ил. 16. Библиогр.: 11 назв.
Рецензенты: кафедра производства, ремонта и эксплуатации машин Воронежской государственной лесотехнической академии (зав. кафедрой канд. техн. наук, доц. В.А. Иванников);
д-р техн. наук, проф. А.В. Кузовкин
© Болдырев А.И., Болдырев А.А., 2014
© Оформление. ФГБОУ ВПО «Воронежский государственный технический университет», 2014
ВВЕДЕНИЕ
Следствием происходящих изменений в экономике России является необходимость переоснащения и переналадки машиностроительного производства. Многим молодым специалистам в самостоятельной работе придется, прежде всего, столкнуться с комплексом подготовительных работ по организации и производству намеченной продукции на конкретном машиностроительном предприятии. Поэтому формирование у студентов общих представлений в структуре технологической подготовки производства, совокупности и содержании основных организационно-технологических мероприятий представляется весьма актуальным.
В учебном пособии изложены начальные сведения о структуре машиностроительного предприятия, типах производства, видах и классификации технологического оборудования, структуре технологических процессов и их составляющих, вопросы нормировании технологических операций. Рассмотрены общие положения о конструкторско-технологической подготовке производства, регламентируемые государственными стандартами. Приведены сведения по ряду технологических и организационных вопросов из комплекса подготовительных работ, обеспечивающих реализацию технологического процесса в условиях серийного производства. При этом охватываются такие случаи как выпуск продукции на вновь строящемся предприятии, перепрофилирование (конверсия) действующего завода и восстановление производства для выпуска ранее изготовлявшейся продукции.
Поскольку кафедра «Технология машиностроения» Воронежского государственного технического университета ведет специализированную подготовку кадров для Воронежского механического завода – филиала «Государственный космический научно-производственный центр им. М.В Хруничева», то рассмотрение ряда вопросов изучаемой дисциплины опирается на фактические данные и конкретные примеры, относящиеся к реальному производству этого предприятия, располагающего большим опытом создания специализированной техники, в том числе, ракетно-космической.
ИСХОДНЫЕ ТЕРМИНЫИ ПОЛОЖЕНИЯ
1.1. Производство
Понятие «производство» имеет двоякую смысловую нагрузку:
- производство как совокупность способов и приемов по изготовлению определенной продукции;
- производство как конкретное предприятие, выпускающее плановую продукцию.
Независимо от объема выпускаемой продукции, современное машиностроительное предприятии имеет три вида производства:
- основное производство, в котором перерабатывают исходные материалы в плановую продукцию выпуска;
- вспомогательное производство, изготовляющее изделия для выпуска основной продукции (станочные приспособления для расширения технологических возможностей оборудования, специальный и специализированный режущий и мерительный инструмент и т.п.);
- обслуживающее производство, обеспечивающее функционирование подразделений основного и вспомогательного производства.
Взаимодействие всех этих подразделений может быть представлено схемой, показанной на рис. 1.
Производственный процесс машиностроительного завода представляет собой комплекс первичных процессов основного, вспомогательного и обслуживающего производств, обеспечивающих своевременное изготовление основной продукции, поставленной на выпуск. В комплекс первичных процессов входят все действия, реализуемые на заводе: технологические процессы по изготовлению продукции, внутризаводская транспортировка, складирование продукции, бухгалтерский учет и т.д.
Одним из важных показателей производственного процесса является объем выпускаемых изделий, то есть количе-

Рис.1. Организационная структура производства
ство изделий определенного наименования, типоразмеров и исполнения, изготовляемых предприятием в течение запланированного периода времени.
1.2. Производственный и технологический процесс
Технологический процесс является главной составляющей производственного процесса и представляет собой совокупность действий, после реализации которых исходный материал или полуфабрикат превращается в готовую деталь.
Показанная на рис. 2 схема производственного преобразования природных ресурсов в требуемую продукцию дает основание подчеркнуть, что в перечень технологических процессов входят литье, способы обработки пластическим деформированием, термическая обработка, механическая обработка, контроль, сборка и т.д. При этом технологические процессы рассматривают применительно к типу изготовляемых изделий: технологический процесс штамповки лопаток турбины; технологический процесс изготовления валов; технологический
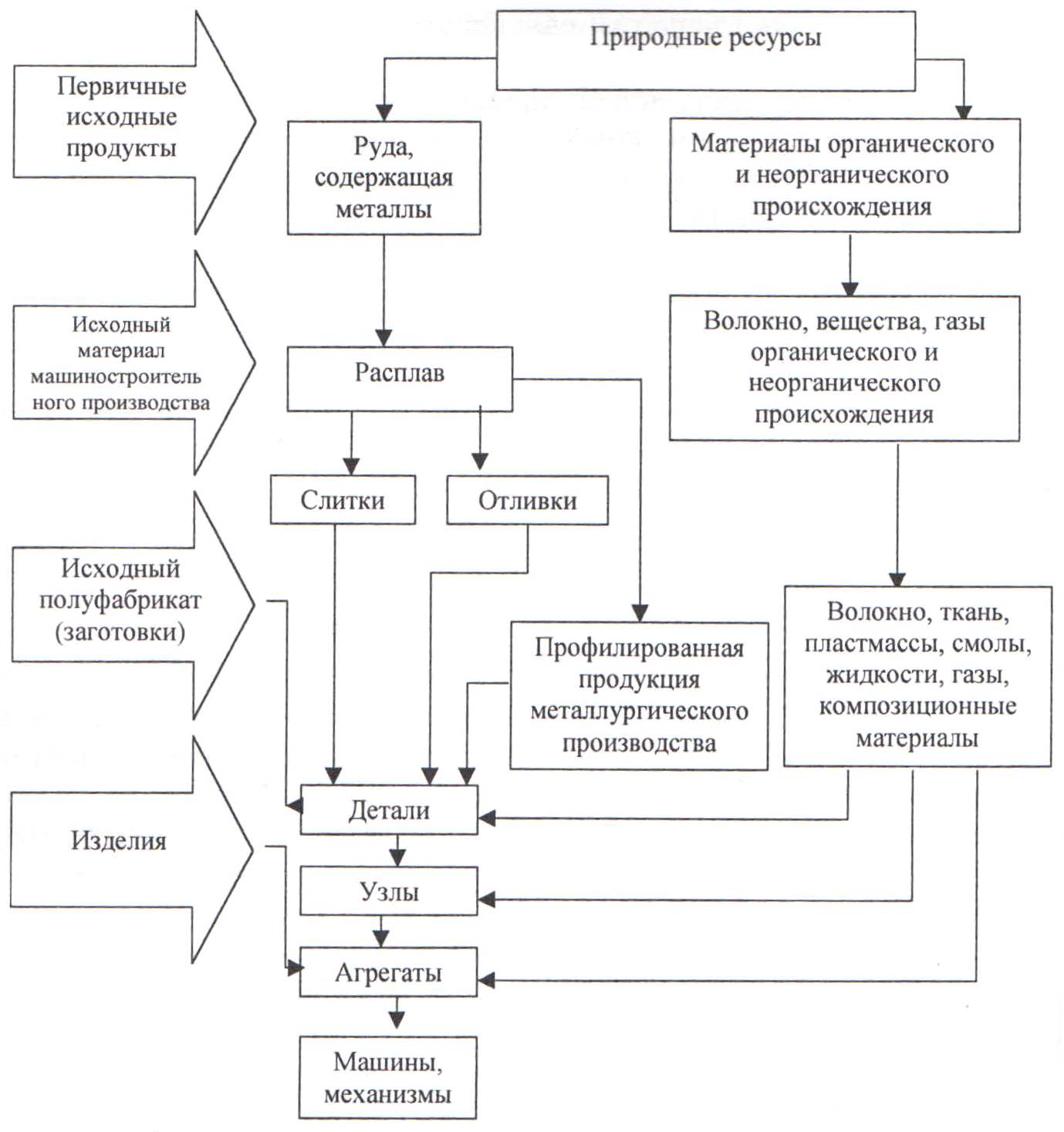
Рис. 2. Схема производственного преобразования
природных ресурсов
процесс сборки компрессора и т.д. В любом случае физической сущностью каждого технологического процесса является вполне конкретный физический процесс, например, обработка давлением, обработка резанием, сварка, испытание на работоспособность и т.д. Соответственно, каждый технологический процесс имеет как физическое, так и математическое обоснование.
Реализация технологического процесса неизбежно связана с необходимостью передавать обрабатываемую деталь с одного рабочего места на другое и переходить к обработке очередного экземпляра детали. В соответствии с этим в практике машиностроительного производства выработался прием разделения технологического процесса на его составные части.
Наиболее крупной и важной составляющей любого технологического процесса является технологическая операция.
Технологическая операция представляет собой законченную часть технологического процесса, выполняемую на одном рабочем месте при неизменном или закономерно изменяющемся режиме взаимодействия инструмента с объектом обработки.
Технологическая операция является важнейшим элементом для определения длительности всего технологического процесса.
В свою очередь технологическая операция состоит из переходов. Технологический переход – это законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и образуемых обработкой поверхностей или соединяемых единиц при сборке.
Рабочий ход – законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением форм, размеров, высотой микронеровностей поверхностей или свойств заготовки.
Установ – часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Каждая новая установка предмета обработки требует дополнительного времени. Поэтому для заготовок, которые надо обрабатывать в разных положениях, применяют поворотные приспособления, позволяющие изменять положение заготовки относительно инструмента без ее открепления. Каждое новое положение заготовки на станке при одном ее закреплении называют позицией. Таким образом, позиция – это фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
1.3. Технологическая классификация оборудования
Обобщенное название оборудования, применяемого для обработки резанием, чаще всего совпадает с наименованием процесса резания: станки токарные, сверлильные, фрезерные, шлифовальные и т.д. В то же время одним из важных признаков для классификации металлорежущих станков служит степень их универсальности, так как это определяет технологические возможности станка, то есть, разнообразие операций, для которых он пригоден. С этой точки зрения все станки разделяют на следующие группы:
- станки общего назначения (универсальные); сюда относятся станки токарные, токарно-винторезные, вертикально- и горизонтально-фрезерные, вертикально- и радиально-сверлильные, кругло-шлифовальные и т.д.;
- станки общего назначения с повышенной производительностью; эти станки менее универсальные, обладают меньшим диапазоном частот вращения шпинделя и подач, но рассчитаны на более высокую производительность. Это станки токарно-револьверные, продольно- и карусельно-фрезерные, бесцентрово-шлифовальные и др.;
- станки специализиолванного назначения; сюда входят станки, служащие для выполнения операции одноименного наименования у разных деталей: зуборезные станки, резьбо-фрезерные, копировально-токарные и т.п.;
- специальные станки, предназначенные для выполнения только одной какой-либо конкретной операции в определенном технологическом процессе. Такие станки проектируют и изготовляют по особому заказу и, как правило, в ограниченном количестве.
Для удешевления производства таких станков в ряде случаев переходят к агрегатированию основных станочных узлов, когда основные узлы станков изготавливаются в виде сформированных агрегатов стандартного типа и из этих агрегатов собираются станки конкретного специального назначения. По мере необходимости те же агрегаты могут быть повторно использованы при формировании станка для другой операции.
1.4. Технологическая характеристика типов
производства
Тип производства – классификационная категория производства, выполняемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
В зависимости от объема производства и программы выпуска продукции различают три основных типа производства: массовое, серийное и единичное. Серийное производство в свою очередь подразделяется на мелкосерийное, среднесерийное и крупносерийное.
Основной характеристикой типа производства является коэффициент закрепления операций, представляющий собой отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
 (1.1)
(1.1)
где  – число операций;
– число операций;
 – число рабочих мест, на которых выполняются операции.
– число рабочих мест, на которых выполняются операции.
Тип производства оказывает влияние на построение технологического процесса изготовления деталей и организацию работы на предприятии.
1.4.1. Единичное производство
Этот вид производства ориентирован на чрезвычайно широкую номенклатуру самых разнообразных изделий, каждое из которых выпускается единицами экземпляров.
Поэтому на предприятиях единичного производства количество выпускаемых изделий и размеры операционных партий заготовок (то есть количество заготовок, поступающих на рабочее место для выполнения технологических операций) исчисляются штуками и десятками штук. На каждом рабочем месте выполняются разнообразные технологические операции, повторяющиеся нерегулярно или не повторяющиеся совсем. Применяется универсальное точное оборудование, которое расставляет в цехах по технологическим группам (токарный, фрезерный, сверлильный, зубодолбежный и т.п. участки). Специальные приспособления и инструменты, как правило, не применяются: их создают только в безвыходных случаях. Исходные заготовки – простейшие (литье в землю, прокат, поковки) с малой точностью и большими припусками. Требуемая точность достигается методом пробных ходов и промеров с использованием операций разметки. Взаимозаменяемость деталей и узлов во многих случаях отсутствует и ограничивается только на уровне обработки резьбовых элементов, цилиндрических посадочных мест под подшипники и в других специальных случаях. Широко применяется пригонка по месту. Квалификация рабочих очень высокая, так как от нее в значительной мере зависит качество продукции. Технологическая документация сокращенная и максимально упрощена; технические нормы отсутствуют, применяется опытно-статистическое нормирование труда.
Коэффициент закрепления операций более 40.
1.4.2. Серийное производство
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяемыми партиями и сравнительно большим объемом выпуска. Основные признаки серийного производства:
- пооперационная разработка технологических процессов;
- на каждом рабочем месте выполняется несколько периодически повторяемых операций;
- оборудование на производственном участке располагается в соответствии с последовательностью выполнения этапов технологического процесса.
Все это обусловлено тем, что подбирается номенклатура деталей близких по габаритным размерам (крупные, средние, мелкие), по конфигурации (валы, корпусы, зубчатые колеса и т.д.), по материалу (сталь, чугун, алюминиевые сплавы, магниевые сплавы и др.). Однородность по размерам и конфигурации, а, следовательно, сходство их технологических процессов, позволяет уменьшить разнообразие станков в цехе и эффективнее их загрузить.
Закрепление за станком нескольких операций требует переналадки его с операции на операцию. Поэтому в серийном производстве детали обрабатывают партиями. Следовательно, продолжительность работы станка между переналадками зависит от числа деталей в партии и трудоемкости операции.
Из-за периодической переналадки в серийном производстве используются в основном станки общего назначения, оснащенные их по мере необходимости специальными приспособлениями. За счет этого повышается производительность обработки.
Чем разнообразнее технологические процессы, тем труднее расположить станки в наиболее выгодном порядке (с точки зрения передачи детали со станка на станок). Поэтому в серийном производстве станки располагают в большем соответствии с последовательностью этапов обработки (черновые операции, чистовые, окончательные).
В серийном производстве заняты рабочие, главным образом, средней квалификации. Для производственного цикла серийного производства характерно «пролеживание» партий деталей между операциями. Из-за имеющих место частых переналадок оборудования ограничена возможность применения высокопроизводительных специальных приспособлений и станков.
Коэффициент закрепления операций для мелкосерийного производства составляет от 40 до 20, для среднесерийного производства – от 20 до 10, для крупносерийного производства – от 10 до 1.
1.4.3. Массовое производство
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного периода времени.
Основные технологические признаки массового производства:
- детальная тщательная разработка технологических процессов;
- на каждом рабочем месте выполняется только одна непрерывно повторяющаяся операция;
- оборудование на производственном участке располагается в соответствии с последовательностью выполнения операций технологического процесса, что, в свою очередь, предопределяет кратчайший путь внутрицеховой транспортировки обрабатываемых изделий;
- широко применяются специальные станки, приспособления и инструмент,
В массовом производстве есть все условия для создания поточного производства изделий. Квалификация рабочих может быть снижена до уровня способности выполнения простейших движений, так как операция может быть сведенной к единственному переходу.
Возможность закрепления станка за одной операцией оценивается путем сопоставления длительность выполнения каждой операции с величиной такта выпуска и стремлением выдерживать коэффициент загрузки станка на 94-96% (для станков средней сложности).
Такт выпуска – это интервал времени, через который периодически идет выпуск изделий определенного наименования:
 (1.2)
(1.2)
где  – календарный отрезок времени;
– календарный отрезок времени;
 – число выпускаемых изделий за это время.
– число выпускаемых изделий за это время.
Коэффициент закрепления операций равен 1.
ОБЩИЕ ПОЛОЖЕНИЯ