УДК 621.9. 681.2
ББК 30.6
С12
Сагателян Г.Р.
Разработка технологического процесса сборки изделия: Методические указания для выполнения лабораторной работы по курсу «Основы технологии приборостроения». – М.: Изд-во Спутник+, 2011. – 16 с., ил.
ISBN 5-7038-1425-1
Изложены требования к выполнению лабораторной работы, являющейся первой в цикле лабораторных работ, посвященных определению показателей технологичности деталей, сборочных единиц и изделий в целом. Даны примеры: разработки схемы сборки изделия, включающей сборку входящих в его состав сборочных единиц; составления технологического процесса сборки изделия; построения графа конструктивного устройства изделия.
Для студентов приборостроительных специальностей.
Ил. 5. Прил. 1.
УДК 621.9
ББК 30.6
Учебное пособие
Гайк Рафаэлович Сагателян
Разработка технологического процесса сборки изделия
ЦЕЛЬ РАБОТЫ
Целью работы является закрепление основных понятий и определений, используемых в курсе «Основы технологии приборостроения» при описании изделия, а также структуры технологического процесса.
В рамках выполнения лабораторной работы №1 следует разработать схему и составить технологический процесс сборки изделия по вариантам индивидуальных заданий. Кроме того, необходимо построить граф структуры изделия (схему сборочного состава), а также выбрать и обосновать методы обеспечения точности сборки изделия.
На основании данной лабораторной работы в последующих лабораторных работах определяют показатели технологичности деталей, сборочных единиц и изделия в целом.
РАЗРАБОТКА СХЕМЫСБОРКИ ИЗДЕЛИЯ
Построение схемы сборки изделия рассмотрим на примере гидравлического зажима, чертеж которого приведен на рис. 1, а также в Приложении.
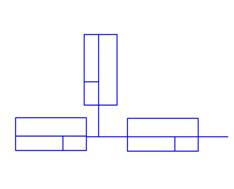
Изделие состоит из деталей и сборочных единиц. Каждая деталь и сборочная единица на схеме сборки обозначается условным знаком (прямоугольником), структура которого показана на рис.2.
Каждый знак имеет форму прямоугольника и состоит из трех частей. В верхней части, в поле 1 заносится наименование детали или наименование сборочной единицы. В нижней части, в поле 2 заносится условное обозначение детали или сборочной единицы, а поле 3 заносят количество деталей или сборочных единиц, устанавливаемых на данной операции. Кроме того, срединная линия 4, отделяющая верхнюю часть знака от нижней, соответствует направлению сборки при рассмотрении схемы сборки слева направо. Это – линия сборки. Технологический процесс сборки состоит из ряда технологических операций, которые, в свою очередь, состоят из технологических переходов. Разрабатываемая схема сборки должна содержать последовательность выполняемых сборочных операций.
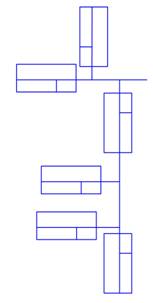
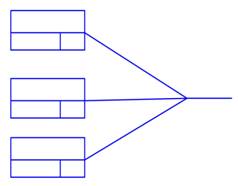
Схема сборки изделия соответствует реализации технологического процесса сборки как последовательности операций, рассматриваемых слева направо. Схема сборки в индивидуальных заданиях начинается с «базовой детали», т. е. с той детали, на которую в процессе сборки будут установлены в дальнейшем детали и сборочные единицы. В нашем случае (см. рис. 1) такой деталью является корпус (поз. 4). При сборке сборочных единиц, которые впоследствии будут установлены на базовую деталь или другую сборочную единицу, имеется своя базовая деталь. Такая схема сборки называется «сборкой от базовой детали». Кроме нее существует также так называемая «веерная схема сборки», когда исходная сборочная единица формируется соединением нескольких равноценных деталей. Возможен случай, когда сборка изделия производится от базовой сборочной единицы (рис. 3).
Следуя слева направо от базовой детали, сверху от линии сборки располагаются детали, а снизу – сборочные единицы. Сборочной операцией называется непрерывная часть технологического процесса, выполняемая на одном рабочем месте. Таким образом, сборочная операция не заканчивается, пока установленные детали могут самопроизвольно разъединиться. Поэтому операция сборки состоит из переходов. Каждый переход - установка новой детали.
Пересечение линий на схеме соответствуют технологическим переходам, а если операция состоит из одного перехода,- то операциям сборки. Переходы обозначают точками, а содержание перехода - надписями «свинчивание», «установка», «надевание» и т.п. На схеме сборки следует обозначать и гостированные изделия в соответствии с обозначениями в спецификации на чертеже задания. В итоге всех операций должно получиться изделие, указанное на чертеже задания. Применяя описанные правила построения схем сборки к рассматриваемому в начале примера «Зажиму гидравлическому» (см. рис. 1), получаем схему сборки, представленную на рис. 4.
| Формат | Зона | Позиция | Обозначение | Наименование | Колич. | Прим. |
| А2 А3 А3 А3 А3 А4 А3 А4 А3 А4 А4 А3 А4 А4 А4 | МЧ00.04.00.00.СБ МЧ00.04.00.01 МЧ00.04.00.02 МЧ00.04.00.03 МЧ00.04.00.04 МЧ00.04.00.05 МЧ00.04.00.06 МЧ00.04.00.07 МЧ00.04.00.08 МЧ00.04.00.09 МЧ00.04.00.10 МЧ00.04.00.11 МЧ00.04.00.12 МЧ00.04.00.13 МЧ00.04.00.14 | Документация Сборочный чертеж Детали Зажим Винт Плита Корпус Гайка Цилиндр Крышка Крышка Пластина Втулка Поршень Болт М16 Пробка Пружина Стандартные изделия Винт А.М16х30.58 ГОСТ 1491-80 Гайка М16.5 ГОСТ 5915-70 Кольцо 0288-033-30 ГОСТ 9833-73 Кольцо 055-060-30 ГОСТ 9833-73 Кольцо СГ 28-17-3 ГОСТ 6418-81 Штифт 4h8x25 ГОСТ 3128-70 Шайба 16.01.019 ГОСТ 11371-78 |

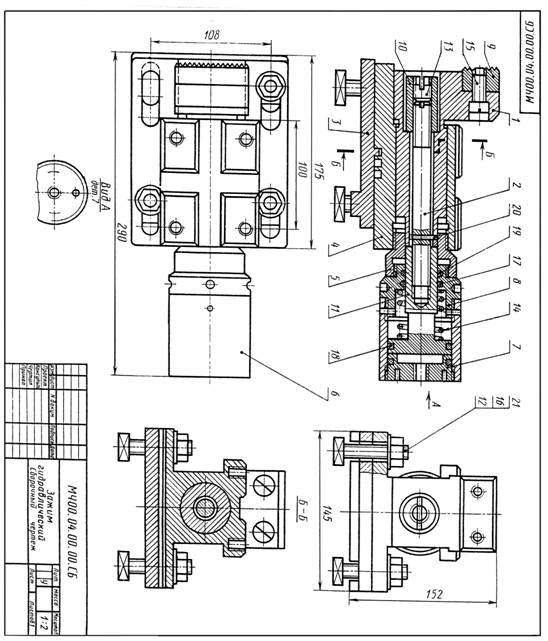

Рис. 1. Пример конструкции изделия.
Описание работы изделия. Гидравлический зажим одностороннего действия предназначен для закрепления обрабатываемой детали.
 Зажим устанавливают в поперечный паз стола станка при помощи нижнего выступа плиты поз.3 и закрепляют четырьмя болтами поз.12. Зажим устанавливают в одно из трех фиксируемых положений (верхний выступ в плите поз.3 соответственно входит в одну из трех канавок в корпусе поз.4) перпендикулярно станочным пазам, что обеспечивает его неподвижность при большом зажимном усилии.
Зажим устанавливают в поперечный паз стола станка при помощи нижнего выступа плиты поз.3 и закрепляют четырьмя болтами поз.12. Зажим устанавливают в одно из трех фиксируемых положений (верхний выступ в плите поз.3 соответственно входит в одну из трех канавок в корпусе поз.4) перпендикулярно станочным пазам, что обеспечивает его неподвижность при большом зажимном усилии.
В корпусе поз.4 расположен зажим поз.1, соединенный с винтом поз.2 и поршнем поз.11 гидроцилиндра. К резьбовому отверстию крышки поз.7 присоединяют гибкий шланг системы. Под давлением масла поршень перемещается влево, действуя на зажим поз.1, который закрепляет обрабатываемую деталь. В исходное положение зажим возвращает пружина поз.14. Уплотнительные кольца поз. 17,18,19 обеспечивают герметичность гидроцилиндра.
Материал Деталей: Поз.1,4 – 6, 8 – Отливка 15Л-1 ГОСТ 977-25; Поз.2,10,12,13 – Сталь 20 ГОСТ 1050-74; Поз. 14 – Сталь 65Г ГОСТ 1050-74; Поз. 3, 7 – сталь 45; Поз. 9 – сталь У8А; Поз. 11 – сталь 40х.
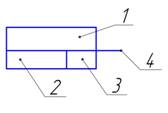
Рис. 2. Структура обозначения элементов (деталей и сборочных единиц) на схеме сборки
А) б)
в)
Рис. 3. Схемы сборки: