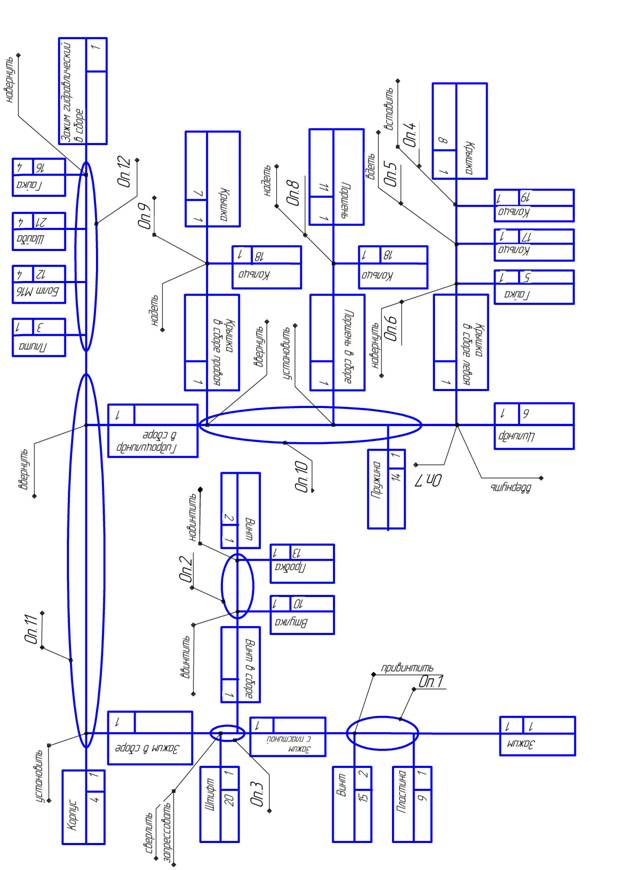
Рис. 4. Схема сборки изделия «Зажим гидравлический»
При построении схемы сборки следует стремиться к созданию максимального количества сборочных единиц, поскольку каждая сборочная единица может быть отрегулирована заранее, независимо от условий окончательной сборки изделия. При этом на окончательной сборке изделия обеспечиваются наиболее высокая производительность труда. Сборочные единицы – это изделия, составные части которых соединены на предприятии – изготовителе сборочными операциями (свинчиванием, запрессовкой и т.д.). Составными частями сборочных единиц являются детали и другие сборочные единицы. Деталями называют изделия, изготовленные из однородного по наименованию и марке материала без применения сборочных операций.
Из рассмотрения схемы сборки изделия, приведенной на рис. 4, видно, что линия окончательной сборки, будучи направлена слева направо, начинается с базовой детали «Корпус» (поз. 4) и заканчивается Изделием – «Зажимом гидравлическим». Аналогично построены линии сборки сборочных единиц: они начинаются от базовых деталей сборочных единиц и кончаются сборочными единицами (от «Цилиндра» – к «Гидроцилиндру в сборе»; от «Винта» – к «Винту в сборе» и т.д.).
Вариант схемы сборки от базовой сборочной единицы имеет место на линии сборки «Зажима в сборе». Здесь базовой является сборочная единица «Зажим с пластиной», которая, в свою очередь, собирается от базовой детали «Зажим». В этом случае линия сборки идет от «Зажима» к «Зажиму в сборе» через «Зажим с пластиной». Надписи на элементах схемы сборки наносят таким образом, чтобы линия сборки сборочных единиц шла слева направо.
Сборочные единицы «Зажим в сборе» и «Гидроцилиндр в сборе» находятся снизу линии сборки «Зажима гидравлического» от «Корпуса», а детали «Плита», «Болт М16», «Шайба» и «Гайка» расположены сверху относительно этой линии. Аналогично расположены и другие сборочные единицы и детали. Например, «Пружина» находится сверху линии сборки «Гидроцилиндра в сборе» от «Цилиндра», а «Крышка в сборе левая», «Поршень в сборе» и «Крышка в сборе правая» - снизу относительно этой линии.
СОСТАВЛЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ ИЗДЕЛИЯ
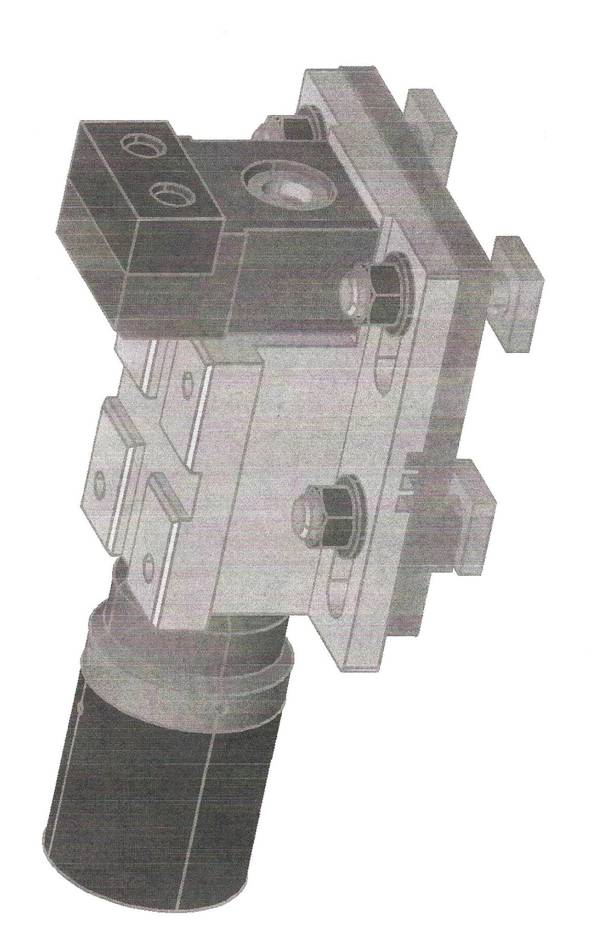
Рассматривая «Зажим гидравлический» (см. рис. 1) в качестве изделия, на основе построенной схемы сборки (см. рис. 4) можно предложить приведенный ниже технологический процесс сборки, представляющий собой последовательность ряда технологических операций.
Операция 1 состоит из двух переходов:
1) Установить Пластину (поз. 9) в паз, имеющийся на Зажиме (поз. 1) и совместить отверстия;
2) Двумя Винтами М16×30 (поз. 15) привинтить Пластину (поз. 9) к Зажиму (поз. 1), продев винты через отверстие в зажиме.
В результате выполнения операции 1 образуется базовая сборочная единица «Зажим с пластиной».
Операция 2 состоит из двух переходов:
1) Навинтить на Винт (поз. 2) Втулку (поз. 10);
2) Ввинтить во Втулку (поз. 10) Пробку (поз. 13). В результате выполнения операции 2 образуется сборочная единица «Винт в сборе».
Операция 3 состоит из следующих переходов:
1) Продеть в продольное отверстие Зажима (поз. 1) сборочную единицу «Винт в сборе» и, регулируя положение Втулки (поз. 10) и Пробки (поз. 13), добиться выступания конца Винта (поз. 2) относительно кольцевого торца Зажима (поз. 1) на требуемую величину;
2) Просверлить в Винте (поз. 2) поперечное отверстие сверлом ø3.9 мм через поперечное отверстие, имеющееся на хвостовике Зажима (поз. 1);
3) Развернуть, используя специальную развертку, просверленное в Винте (поз. 2) отверстие ø3.9 мм до размера ø3.95 мм;
4) Установить (запрессовать) Штифт ø4h8×25 (поз. 20) в просверленное в винте поперечное отверстие через поперечное отверстие, имеющееся на хвостовике Зажима (поз. 1).
При выполнении переходов 2 – 4 операции 3 необходимо предотвратить прогибание «Винта» под действием усилий резания и запрессования. Для этого необходимо использовать специальное приспособление – подкладку, вводимую в зазор между «Винтом» (поз. 2) и «Зажимом» (поз. 1).
В результате выполнения операции 3 формируется сборочная единица «Зажим в сборе».
Операция 4 состоит из одного перехода: Вставить (законопатить) войлочное Кольцо СГ 28-17-3 ГОСТ 6418-81 (поз. 19) в первую расточку со стороны левого края Крышки (поз.8).
Операция 5 состоит из одного перехода: Вдеть резиновое Кольцо 0288-033-30 ГОСТ 9833-73 (поз. 17) во вторую со стороны левого края Крышки (поз. 8) расточку.
Операция 6 состоит из одного перехода: Навернуть Гайку (поз. 5) на Крышку (поз. 8).
В результате выполнения операций 4 - 6 формируется сборочная единица «Крышка в сборе левая».
Операция 7 состоит из одного перехода: Ввернуть сборочную единицу «Крышка в сборе левая» в Цилиндр (поз. 6) со стороны его левого торца.
Операция 8 состоит из одного перехода: Надеть резиновое Кольцо 055-060-30 ГОСТ 9833 – 73 (поз. 18) на Поршень (поз. 11), уложив кольцо в проточку, выполненную на посадочной ступени поршня.
В результате выполнения операции 8 формируется сборочная единица «Поршень в сборе».
Операция 9 состоит из одного перехода: Надеть резиновое Кольцо 055-060-30 ГОСТ 9833-73 (поз. 18) на Крышку (поз. 7), уложив его в соответствующую выточку. В результате выполнения операции 9 формируется сборочная единица «Крышка в сборе правая».
Операция 10 состоит из трех переходов:
1) Уложить «Пружину» (поз. 14) в углубление, имеющееся на «Крышке» (поз. 8);
2) Установить сборочную единицу «Поршень в сборе» в сборочную единицу «Крышка в сборе левая», вставить удлиненную ступень «Поршня» (поз. 11) в посадочное отверстие «Гайки» (поз. 5) с преодолением усилия сжатия «Пружины» (поз.14);
3) Ввернуть сборочную единицу «Крышка в сборе правая» в Цилиндр (поз. 6), преодолевая сопротивление Пружины (поз. 14) и обеспечив плавность хода поршня в цилиндре.
В результате выполнения операции 10 формируется сборочная единица «Гидроцилиндр в сборе».
Операция 11 состоит из двух переходов:
1) Установить сборочную единицу «Зажим в сборе» в Корпус (поз. 4) по посадке, с обеспечением плавности хода;
2) Ввернуть сборочную единицу «Гидроцилиндр в сборе» в Корпус (поз. 4) по его внутренней резьбе, одновременно наворачивая внутреннюю резьбу Поршня (поз. 11) на наружную резьбу Винта (поз. 2).
Для обеспечения возможности выполнения второго перехода этой операции, необходимо использовать специальный инструмент в форме отвертки, удерживая от проворота Поршень (поз. 11) через отверстие, имеющееся в Крышке (поз. 7).
В результате выполнения операции 11 оказывается собранной большая часть изделия – «Зажим гидравлический».
Операция 12, являющаяся заключительной, состоит из 4-х переходов:
1) Уложить собранную конструкцию на «Плиту» (поз. 3) с базированием выступа плиты по тому пазу «Корпуса» (поз. 4), который соответствует желаемому расположению сборочной единицы «Зажим в сборе» относительно стола станка;
2) Продеть четыре «Болта М16» (поз. 12) через совмещенные отверстия «Плиты» (поз. 3) и «Корпуса» (поз. 4);
3) Надеть на четыре «Болта М16» (поз. 12) четыре «Шайбы» (поз. 21) по одной шайбе на каждый болт;
4) Навернуть четыре «Гайки М16» (поз. 16) на четыре «Болта М16» (поз. 12) с обеспечением целостности собранной конструкции – изделия «Зажим гидравлический».
ПОСТРОЕНИЕ ГРАФА КОНСТРУКЦИИ ИЗДЕЛИЯ
Граф (дерево) конструкции изделия представляет собой структуру конструктивного устройства изделия в соответствии с выбранным вариантом технологического процесса технологического процесса сборки. Дерево конструкции изделия отражает схему его сборочного состава.
Для изделия «Зажим гидравлический» (см. рис. 1), схема сборки которого приведена на рис. 4, получаем дерево конструкции, приведенное на рис. 5.
На самом верхнем (нулевом) уровне находится изделие «Зажим гидравлический».
Далее, на 1-м уровне находится сборочная единица «Зажим в сборе» (СЕ1) и «Гидроцилиндр в сборе» (СЕ4), а также детали: Корпус (поз.4), Плита (поз. 3), Болт (поз. 12), Шайба (поз. 21) и Гайка (поз. 16), которые не вошли в другие сборочные единицы. При этом нестандартизированным деталям, т. е. тем деталям, которые подлежат изготовлению, присвоены индексы (Плита - Д11; Болт – Д12; Корпус – Д13).
На втором уровне находятся сборочные единицы: «Зажим с пластиной» (СЕ2); «Винт в сборе» (СЕ3); «Крышка в сборе» (СЕ5); «Поршень в сборе» (СЕ6) и «Крышка в сборе» (СЕ7), а также детали: Штифт (поз. 20), которая входит в состав СЕ1, и Пружина (поз. 14), входящая в состав СЕ 4. При этом детали Пружина (поз. 14) присвоен индекс Д10. Из деталей и сборочных единиц, расположенных на 2-м уровне, собирают сборочные единицы, расположенные на 1-м уровне.
На третьем уровне в рассматриваемом примере находятся только детали. В общем случае здесь могут располагаться и сборочные единицы.
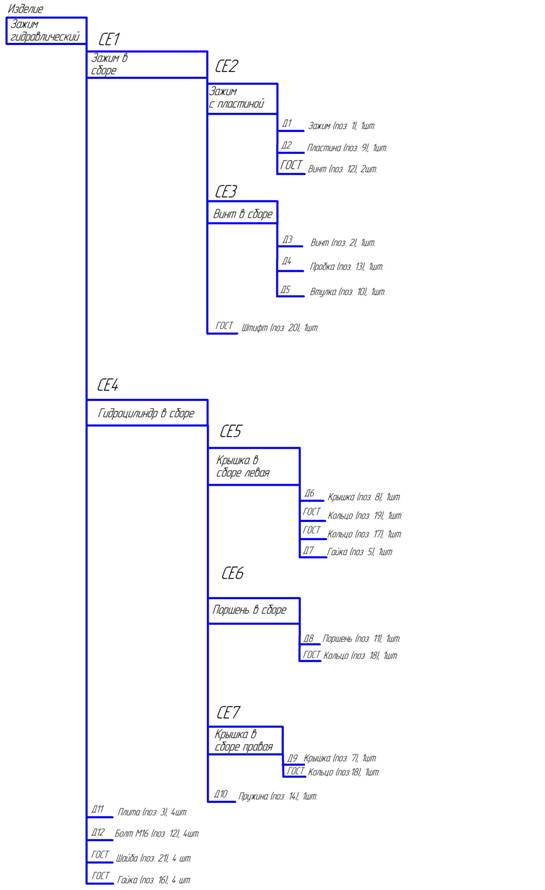
Рис. 5. Дерево конструкции изделия «Зажим гидравлический»
Из деталей, находящихся на 3-м уровне, собирают сборочные единицы второго уровня.
«Зажим с пластиной» (СЕ2) состоит из деталей: Зажим (поз. 1), Пластина (поз. 3) и Винт (поз. 15). Нестандартизированным деталям присвоены индексы: Д1 – Зажим; Д2 – Пластина.
«Винт в сборе» (СЕ3) состоит из деталей: Винт (поз. 2, индекс Д3), Пробка (поз. 13, индекс Д4) и втулка (поз. 10, индекс Д5).
«Крышка в сборе левая» (СЕ5) состоит из деталей: Крышка (поз. 8, индекс Д6), Кольцо (поз. 19, стандартизированная деталь), Кольцо (поз. 17, стандартизированная деталь) и Гайка (поз. 5, индекс Д7).
«Поршень в сборе» (СЕ6) состоит из деталей: Поршень (поз. 11, индекс Д8) и Кольцо (поз. 18, стандартизированная деталь).
«Крышка в сборе правая» (СЕ7) состоит из деталей: Крышка (поз. 7, индекс Д9) и Кольцо (поз. 18, стандартизированная деталь).
Таким образом, для изготовления изделия «Зажим гидравлический» необходимо изготовить детали с индексами Д1 – Д13, а также собрать сборочные единицы с индексами СЕ1 – СЕ7 и изделие в целом.
ЗАДАНИЕ ПО ЛАБОРАТОРНОЙ РАБОТЕ
Для предложенного варианта изделия:
1) Разработать схему сборки изделия;
2) Составить технологический процесс сборки изделия;
3) Построить дерево конструкции изделия.
ПРИЛОЖЕНИЕ
ОГЛАВЛЕНИЕ
Цель работы ……………………………………………………………………… 3
Разработка схемы сборки изделия ……………………………………………… 3
Составление технологического процесса сборки изделия ……………………. 9
Построение графа конструкции изделия …………………………………….. 12
Задание по лабораторной работе ….…………………………………………... 14
Приложение ………………………………………………………………………..15