Разметка
Методические указания
к лабораторным занятиям по дисциплине «Основы ремонта и диагностики нефтегазового оборудования»
Уфа 2007
В указаниях описаны инструменты и материалы, применяемые при разметке, даны правила подготовки поверхностей под разметку, а так же правила выполнения разметки для студентов специальности 130602 Машины и оборудование нефтяных и газовых промыслов.
Составитель: Сидоркин Д.И., ассистент, канд.техн.наук
Рецензент Ишемгужин И.Е., доцент, канд.техн.наук
© Уфимский государственный нефтяной технический университет, 2007
Содержание
1 Цель работы
2 Введение
3 Инструмент, приспособления и материалы, применяемые при разметке
4 Подготовка поверхностей под разметку
5 Правила выполнения приемов разметки
Литература
Цель работы
Целью настоящей лабораторной работы является закрепление и углубление практических знаний студентов по инструментам и материалам, применяемых при разметке.
Введение
Разметка - это операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали, являющаяся частью некоторых технологических операций. Несмотря на большие затраты ручного высококвалифицированного труда, разметка используется достаточно широко, в том числе на предприятиях массового производства. Обычно разметочные работы не контролируются, поэтому допущенные при их выполнении ошибки выявляются в большинстве случаев в готовых деталях. Исправить такие ошибки достаточно сложно, а иногда просто невозможно. В зависимости от особенностей технологического процесса различают плоскостную и пространственную разметки.
Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Пространственная разметка - это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
В зависимости от способа нанесения контура на поверхность заготовки применяют различные инструменты, многие из которых используются и для пространственной, и для плоскостной разметки. Некоторые различия существуют лишь в наборе разметочных приспособлений, который значительно шире при пространственной разметке.
Инструмент, приспособления и материалы, применяемые при разметке
Чертилки являются наиболее простым инструментом для нанесения контура детали на поверхность заготовки и представляют собой стержень с заостренным концом рабочей части. Изготавливают чертилки из инструментальных углеродистых сталей марок У10А и У12А в двух вариантах: односторонние (рисунок 1, а, б) и двусторонние (рисунок 1, в, г). Чертилки изготавливают длиной 10... 120 мм. Рабочая часть чертилки закаливается на длине 20... 30 мм до твердости HRC 58...60 и затачивается под углом 15...20°. Риски на поверхность детали наносят чертилкой, используя масштабную линейку, шаблон или образец.

а – односторонняя с кольцом;
б – односторонняя с ручкой;
в – двусторонняя;
г – двусторонняя с ручкой.
Рисунок 1 - Чертилки
Рейсмас используют для нанесения рисок на вертикальной плоскости заготовки (рисунок 2). Он представляет собой чертилку 2, закрепленную на вертикальной стойке, установленной на массивном основании. При необходимости нанесения рисок с более высокой точностью используют инструмент со шкалой - штангенрейсмас. Для установки рейсмаса на заданный размер можно использовать блоки концевых мер длины, а если не требуется очень высокая точность разметки, то используют вертикальную масштабную линейку 1 (рисунок 2).
Разметочные циркули применяют для нанесения дуг окружностей и деления отрезков и углов на равные части (рисунок 3). Разметочные циркули изготавливают в двух вариантах: простой (рисунок 3, а), позволяющий фиксировать положение ножек после их установки на размер, и пружинный (рисунок 3, б), применяемый для более точной установки размера. Для разметки контуров ответственных деталей используют разметочный штангенциркуль.
Для того чтобы разметочные риски были четко видны на размеченной поверхности, на них наносят точечные углубления - керны, которые наносятся специальным инструментом - кернером.
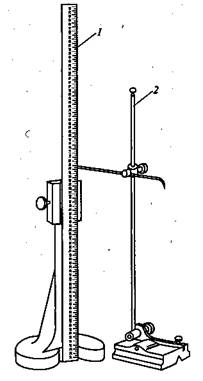
1 – вертикальная масштабная линейка;
2 – чертилка, закрепленная на вертикальной стойке.
Рисунок 2 - Рейсмас

а - простой; б – пружинный.
Рисунок 3 – Циркуль разметочный
Кернеры (рисунок 4) изготавливают из инструментальной стали У7А. Твердость на длине рабочей части (15... 30 мм) должна быть HRC 52... 57. В ряде случаев применяют кернеры специальной конструкции.

Рисунок 4 – Кернер
При необходимости кернения центровых отверстий на торцах валов удобно пользоваться специальным приспособлением для кернения - колоколом (рисунок 5, а). Это приспособление позволяет наносить керновые углубления на центрах торцевых поверхностей валов без их предварительной разметки.
Для этих же целей можно использовать угольник-центроискатель (рисунок 5, б, в), состоящий из угольника 1 с прикрепленной к нему линейкой 2, кромка которой делит прямой угол пополам. Для определения центра инструмент укладывают на торец детали так, чтобы внутренние полки угольника касались ее цилиндрической поверхности и проводят чертилкой линию вдоль линейки. Затем центроискатель поворачивают на произвольный угол и проводят вторую риску. Пересечение нанесенных на торец детали линий определит положение ее центра.
Довольно часто для отыскания центров на торцах цилиндрических деталей применяют центроискателъ-транспортир (рисунок 5, г), который состоит из линейки 2, скрепленной с угольником 3. Транспортир 4 можно перемещать по линейке 2 и фиксировать в нужном положении при помощи стопорного винта 1. Транспортир накладывают на торцевую поверхность вала так, чтобы боковые полки угольника касались цилиндрической поверхности вала. Линейка при этом проходит через центр торца вала. Устанавливая транспортир в двух положениях на пересечении рисок, определяют центр торца вала. Если требуется выполнить отверстие, расположенное на некотором расстоянии от центра вала и под определенным углом, пользуются транспортиром, перемещая его относительно линейки на заданную величину и поворачивая на необходимый угол. В точке пересечения линейки и основания транспортира накернивают центр будущего отверстия, имеющего смещение относительно оси вала.
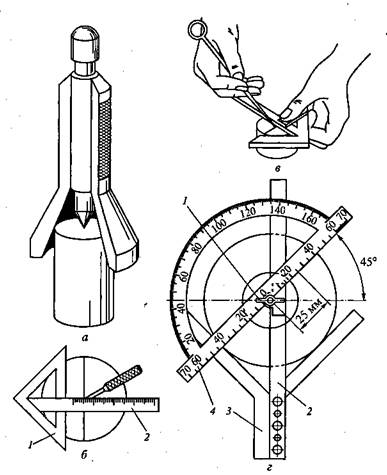
а – колокол; б, в – угольник-центроискатель: 1 – угольник; 2 – линейка; г - центроискатель-транспортир: 1 – стопорный винт; 2 – линейка; 3 – угольник; 4 – транспортир
Рисунок 5 – Инструменты для нанесения центровых отверстий
Упростить процесс кернения позволяет применение автоматического механического кернера (рисунок 6), состоящего из корпуса, собранного из трех частей: 3, 5, 6. В корпусе помещены две пружины 7 и 11, стержень 2 с кернером 7, ударник 8 со смещающимся сухарем 10 и плоская пружина 4. Кернение осуществляется нажа тием на заготовку острием кернера, при этом внутренний конец стержня 2 упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину 7. Упираясь в ребро заплечика 9, сухарь сдвигается в сторону, и его кромка сходит со стержня 2. В этот момент ударник под действием силы сжатой пружины наносит по концу стержня с кернером сильный удар, после чего пружина 11 восстанавливает нормальное положение кернера. Применение такого кернера не требует использования специального ударного инструмента - молотка, что существенно упрощает работу по нанесению керновых углублений.
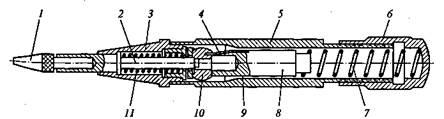
1 – кернер; 2 – стержень; 3,5,6 – составные части кернера; 4 – плоская пружина; 7, 11 – пружины; 8 – ударник; 9 – заплечник; 10 – сухарь
Рисунок 6 – Автоматический механический кернер
В качестве ударного инструмента при выполнении керновых углублений используют слесарный молоток, который должен иметь небольшой вес. В зависимости от того, насколько глубоко должно быть керновое углубление, применяют молотки массой от 50 до 200 г.
При выполнении пространственной разметки необходимо применение ряда приспособлений, которые позволяли бы выставлять размечаемую деталь в определенном положении и кантовать (перевертывать) ее в процессе разметки.
Для этих целей при пространственной разметке используют разметочные плиты, призмы, угольники, разметочные ящики, разметочные клинья, домкраты.
Разметочные плиты (рисунок 7) отливают из серого чугуна, их рабочие поверхности должны быть точно обработаны. На верхней плоскости больших разметочных плит строгают продольные и поперечные канавки небольшой глубины, разделяя поверхность плиты на квадратные участки. Устанавливают разметочные плиты на специальных подставках и тумбах (рисунок 7, а) с ящиками для хранения разметочных инструментов и приспособлений. Разметочные плиты небольшого размера располагают на столах (рисунок 7, б).
Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости. Величина этих отклонений зависит от размеров плиты и приводится в соответствующих справочниках.

а – на подставке; б – на столе.
Рисунок 7 – Разметочная плита
Призмы разметочные (рисунок 8) изготавливают с одной и двумя призматическими выемками. По точности различают призмы нормальной и повышенной точности. Призмы нормальной точности изготавливают из сталей марок ХГ и X или из углеродистой инструментальной стали марки У12. Твердость рабочих поверхностей призм должна быть не менее HRC 56. Призмы повышенной точности изготавливают из серого чугуна марки СЧ15-23.
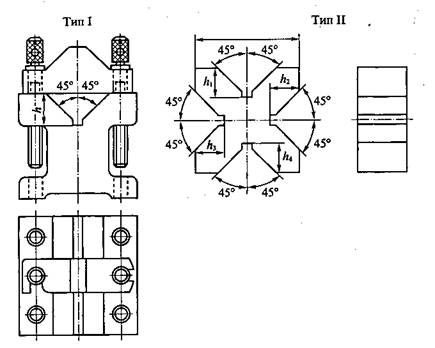
тип I – односторонняя; тип II – четырехсторонняя; h,h1,h2,h3,h4 – глубина V-образных пазов
Рисунок 8 – Разметочные призмы
При разметке ступенчатых валов применяют призмы с винтовой опорой (рисунок 9) и призмы с подвижными щечками, или регулируемые призмы (рисунок 10).
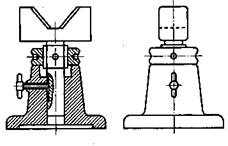
Рисунок 9 – Призма с винтовой опорой
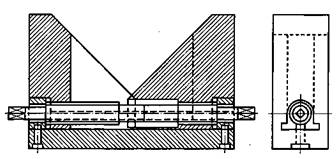
Рисунок 10 – Регулируемая призма
Угольники с полкой применяют как для плоскостной, так и для пространственной разметки. При плоскостной разметке угольники используют для проведения рисок, параллельных одной из сторон заготовки (если эта сторона предварительно обработана), и для нанесения рисок в вертикальной плоскости. Во втором случае полку разметочного угольника устанавливают на разметочной плите. При пространственной разметке угольник используют для выверки положения деталей в разметочном приспособлении в вертикальной плоскости. В этом случае также применяют разметочный угольник с полкой.
Разметочные ящики (рисунок 11) применяют для установки на них при разметке заготовок сложной формы. Они представляют собой пустотелый параллелепипед с выполненными на его поверхностях отверстиями для закрепления заготовок. При больших размерах разметочных ящиков с целью увеличения жесткости конструкции во внутренней их полости выполняют перегородки.
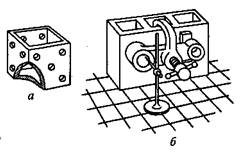
а – общий вид;
б – пример использования
Рисунок 11 – Разметочный ящик
Разметочные клинья (рисунок 12) применяют при необходимости регулирования положения размечаемой заготовки по высоте в незначительных пределах.
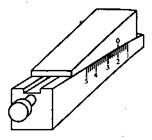
Рисунок 12 – Разметочный клин
Домкраты (рисунок 13) используют так же, как и регулируемые клинья для регулировки и выверки положения размечаемой заготовки по высоте, если деталь имеет достаточно большую массу. Опора домкрата, на которую устанавливают размечаемую заготовку, может быть шаровой (рисунок 13, а) или призматической (рисунок 13, б).

а – шаровая опора;
б – призматическая опора.
Рисунок 13 – Домкрат с различными опорами для заготовки
Для того чтобы разметочные риски были четко видны на поверхности размечаемой заготовки, эту поверхность следует окрасить,
т.е. покрыть составом, цвет которого контрастен цвету материала
размечаемой заготовки. Для окрашивания размечаемых поверхностей используют специальные составы.
Материалы для окрашивания поверхностей выбирают в зависимости от материала заготовки, которая подвергается разметке, и от состояния размечаемой поверхности. Для окрашивания размечаемых поверхностей используют: раствор мела в воде с добавлением столярного клея, обеспечивающего надежное сцепление красящего состава с поверхностью размечаемой заготовки, и сиккатива, способствующего быстрому высыханию этого состава; медный купорос, представляющий собой сернокислую медь и в результате происходящих химических реакций обеспечивающий образование на поверхности заготовки тонкого и прочного слоя меди; быстросохнущие краски и эмали.
Выбор красящего состава для нанесения на поверхность заготовки зависит от материала заготовки и состояния размечаемой поверхности. Необработанные поверхности заготовок, полученных методом литья или ковки, окрашивают при помощи сухого мела или раствора мела в воде. Обработанные механическим путем (предварительное опиливание, строгание, фрезерование и др.) поверхности заготовок окрашивают раствором медного купороса. Медный купорос может быть, когда заготовки выполнены из черного металла, так как между цветными металлами и медным купоросом не происходит химической реакции с осаждением меди на поверхности заготовки.
Заготовки из медных, алюминиевых и титановых сплавов с предварительно обработанными поверхностями окрашивают, используя быстросохнущие лаки и краски.