Машины непрерывного литья заготовок (МНЛЗ) являются сложными многомашинными агрегатами с большим числом автоматизированных электроприводов, узлов и систем автоматического контроля и регулирования [3].
Основные величины, контролируемые и регулируемые при работе МНЛЗ, представлены в таблице 1.1.
Таблица 1.1 — Величины, контролируемые и регулируемые при работе МНЛЗ
| Величина | Способ контроля | Пределы измерения |
| Температура металла в сталеразливочном ковше Температура металла в промежуточном ковше | Термопара разового действия Термопара разового или непрерывного действия | 1500 – 1700 °C 1500 – 1700 °C |
| Температура воды в кристаллизаторе | Термометр сопротивления | 10 – 60 °C |
| Температура поверхности слитка в зоне вторичного охлаждения | Пирометр “Спектропир” | 700 – 1300 °C |
| Уровень металла в промежуточном ковше | По массе металла (тензодатчика) | 0 – 800 мм |
| Уровень металла в кристаллизаторе | Гамма – уровнемер | 0 – 180 мм |
| Расход охлаждающей воды в кристаллизатор и на секции вторичного охлаждения | Расходомеры | В зависимости от размеров МНЛЗ |
| Усилие вытягивания слитка | Магнитострикционные датчики под кристаллизатором | То же |
| Скорость разливки | Тахогенератор | -“-”- |
| Длина слитка | Датчик импульсов и сумматор | -“-”- |
Управление всей работой МНЛЗ ведется из центрального операторского пульта, расположенного на разливочной площадке, пульта газорезки и пульта управления выдачей слитков. С центрального пульта осуществляются дистанционный пуск и остановка машины, регулируется скорость вытягивания слитка, включаются и выключаются водяное охлаждение, механизм качания кристаллизатора, подача смазки. При отсутствии автоматического регулирования уровней металла в промежуточном ковше и кристаллизаторе с центрального пульта оператор дистанционно управляет стопорами ковшей.
Стабилизация уровня металла в кристаллизаторе обеспечивает, как уже указывалось, стационарные условия затвердевания слитка и его хорошее качество, а также безопасную работу установки. Превышение уровня металла в кристаллизаторе, может привести к переливу стали на рабочую площадку, а недопустимое снижение – к прорыву жидкого металла из внутренних объемов слитка через недостаточно сформировавшуюся корочку после выхода из кристаллизатора. Оба случая являются аварийными [4].
Локальная САР уровня металла в кристаллизаторе
Данная САР предназначена для автоматического поддержания заданного уровня расплавленного металла, контроля и программного изменения уровня в кристаллизаторе машины непрерывной разливки стали.
На рисунке 1.2 представлена САР уровня металла в кристаллизаторе.
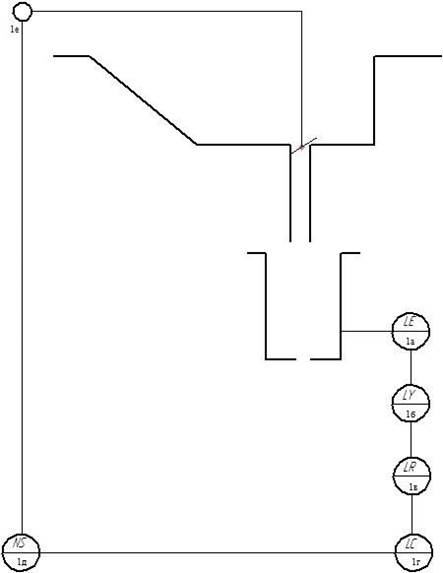
Рисунок 1.2 – Функциональная схема локальной САР
Датчик уровня металла ДУМ (поз. 1а, рисунок 1.2) вырабатывает электрический сигнал, пропорциональный уровню металла в кристаллизаторе. Сигнал усиливается предусилителем ПУ-У и передается в основной электронный блок системы – УФО-У (поз. 1б, рисунок 1.2). В блоке УФО-У производится преобразование сигнала датчика в цифровую форму и вычисляется текущее значение уровня металла в кристаллизаторе. Результат вычисления сравнивается с установленным программой значением (поз. 1г, рисунок 1.2). В зависимости от величины и знака рассогласования вырабатывается цифровой сигнал управления приводом стопора. Сигнал управления подается в блок силовой электроники привода УП, где он, усиливается по мощности и приводит в движение механизм привода стопора ПС. Привод ПС перемещает стопор (поз. 1е, рисунок 1.2) в новое положение, изменяя поступление жидкого металла в кристаллизатор, и тем самым, восстанавливая заданный уровень металла, измеряемый датчиком уровня [5].
Специальная часть
Анализ существующих методов контроля параметра
Поплавковые уровнемеры
Поплавковый уровнемер работает по принципу перемещения поплавка по скользящей трубе при выталкивании его к верху жидкостью. При сокращении жидкости в ёмкости по той или иной причине, поплавок опускается вниз. Тем самым достигается точная сигнализация уровня в ёмкости или резервуаре на любой высоте наполнения.
Поплавок, сделанный из различных марок стали (нержавеющая сталь, титан) имеет внутри постоянный магнит и перемещается вдоль трубы, в которой располагаются магнитные контакты (герконы). Магнитная система переключает контакты на заранее установленной высоте переключения, для получения электрического сигнала на различных уровнях наполнения ёмкости. Такой простой, но очень надёжный и безопасный метод измерения жидкости в ёмкостях применяется в широких областях промышленности, энергетики, пищевой промышленности и фармацевтики, а также в различных областях имеющих емкостное оборудование. Данное оборудование без проблем работает в условиях повышенного пенообразования, а также токопроводимости. Поплавковому уровнемеру не страшна вибрация, приборы изготавливаются под высокое давление и температуры.
Буйковые уровнемеры
Принцип действия буйковых уровнемеров основан на широко известном физическом явлении, описанном в законе Архимеда: на тело, погруженное в жидкость, действует выталкивающая сила, которая пропорциональна весу вытесненной телом жидкости. Цилиндрический буёк, который изготовлен из материала, плотность которого больше плотности жидкости, является чувствительным элементом буйковых уровнемеров. Примером материала буйка может служить нержавеющая сталь.
Буек располагается в вертикальном положении и должен быть частично погружен в жидкость. Длина буйка подбирается таким образом, чтобы она была приближена к максимальному измеряемому уровню.
По закону Архимеда вес буйка в жидкости должен изменяется пропорционально изменению уровня этой жидкости.
На рисунке 2.1 приведена измерительная схема буйкового уровнемера.
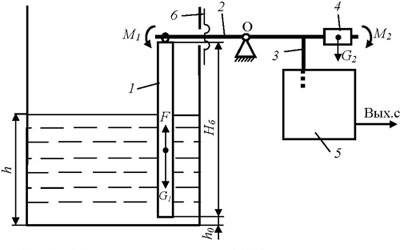
1 – буёк, 2 – штанга, 3 – рычаг, 4 – противовес, 5 – преобразователь, 6 – уплотнительная мембрана.
Рисунок 2.1 – Измерительная схема буйкового уровнемера
Действует уровнемер следующим образом. Когда уровень жидкости в емкости меньше или равен начальному уровню h0 (зона нечувствительности уровнемера), измерительная штанга (2), на которую подвешен буек (1), находится в равновесии. Так как момент М1, создаваемый весом буйка G1, уравновешивается моментом М2, создаваемым противовесом (4). Если уровень контролируемой среды становится выше h0 (например, h), то часть буйка длиной (h – h0) погружается в жидкость, поэтому вес буйка уменьшается. Следовательно, уменьшается и момент М1, создаваемый буйком на штанге (2). Так как момент М2 становится больше момента М1, штанга поворачивается вокруг точки (О) по часовой стрелке и перемещает рычаг (3) измерительного преобразователя (5).
Электрический или пневматический измерительный преобразователь формирует выходной сигнал. Движение измерительной системы происходит до тех пор, пока сумма моментов всех сил, действующих на рычаг (2), не станет равной нулю. Уплотнительная мембрана (6) служит для герметизации технологической емкости при установке в ней чувствительного элемента.
Как вариант, буек может быть установлен в специальной выносной камере вне технологической емкости.