ВВЕДЕНИЕ
Развитие современного машиностроения характеризуется повышением эксплуатационных параметров работы машин, в результате чего использовавшиеся ранее технологические процессы и материалы часто не отвечают возросшим требованиям надежности и долговечности. Упрочнение деталей путем нанесения покрытий позволяет снизить расход легированных сталей при одновременном повышении ресурса работы машин.
Одним из эффективных способов нанесения износостойких покрытий является электроконтактная наплавка (ЭКН).
Электроконтактное нанесение покрытий характеризуется высокой производительностью, низкой энергоемкостью, минимальной зоной термического влияния тока на металл вследствие малой длительности импульса, отсутствием необходимости в использовании защитной атмосферы ввиду кратковременного термического воздействия на материал покрытия, обеспечивает высокие гигиенические условия труда.
Этот способ может применяться для упрочнения деталей с плоской поверхностью различной протяженности, с цилиндрическими и коническими поверхностями. Кроме того, электроконтактный метод может применяться для наращивания металла на поверхность изделия с целью восстановления первоначальных размеров изношенной детали.
ОБЗОР СПОСОБОВ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ
Сущность способа ЭКН заключается в нагреве присадочного материала и приконтактного объема металла восстанавливаемой детали импульсами электрического тока и их совместной пластической деформации, обеспечивающей образование физического контакта, активацию контактных поверхностей и объемное взаимодействие покрытия и материала основы.
В качестве присадки при ЭКН применяются как порошковые материалы, так и компактные материалы (сплошные металлические ленты и проволоки, порошковые ленты и проволоки). В случае использования в качестве присадки порошковых материалов процесс называется электроконтактное припекание (ЭКП). Припекание – технологический процесс, заключающийся в нанесении на поверхность восстанавливаемой детали порошковой формовки или слоя порошка с целью получения двухслойного материала путем нагрева до температуры, обеспечивающей спекание порошкового материала и образования прочной диффузионной связи с деталью.
Наварка стальной ленты. Металлическая лента используется для восстановления деталей типа тел вращения (валы, оси, ролики).Для этого используют отожженные СЛ. В этом случае теплота выделяется в основном на переходном сопротивлении лента – деталь. Наплавленный слой (определение «наплавленный слой» в принципе некорректно.) формируется в результате соединения СЛ с поверхностью детали. Его толщина практически равна толщине СЛ. Ленты почти всех марок стали при наварке значительно упрочняются (наблюдали даже упрочнение слоя, наплавленного лентой стали 08). Получаемая твердость пропорциональна содержанию углерода в стали.
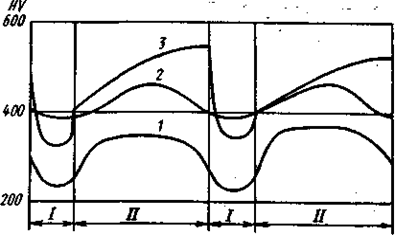
Рис. 1. Твердость наплавленного слоя: 1 – сталь 20; 2 – ЗОХГСА; 3 – 65Г (I – ЗТВ последующего импульса тока на участок слоя, наплавленный ранее; II – зона наплавленного слоя без последующего термического воздействия).
Упрочнение происходит неравномерно (рис. 1). Наиболее интенсивно упрочнение происходит в зонах наплавленного слоя, не подвергающихся термическому воздействию последующих импульсов тока (см. рис. 1, зона II). Площадь этих зон составляет 50–90% от общей площади наплавленной поверхности. Остальная часть наплавленного слоя разупрочняется при наварке смежных участков в результате повторного термического воздействия. Степень разупрочнения повышается при увеличении содержания углерода в стали и снижении содержания легирующих элементов.
При правильном выборе режима наплавленные слои являются практически беспористыми. Однако с повышением содержания углерода возрастает вероятность образования в наплавленном слое сетки трещин. Поэтому электроконтактную наварку СЛ наиболее целесообразно применять для восстановления и упрочнения деталей, имеющих большой запас усталостной прочности [2].
Недостатками наплавки металлической лентой являются сравнительно низкая прочность сцепления покрытия с основой, тонкий слой наплавленного металла. Увеличить толщину наплавки в данном случае не представляется возможным. Более толстое покрытие позволяет получить ЭКН сварочной проволокой.
Наплавка сварочной проволокой Электроконтактную наплавку осуществляют на специальной установке (рис. 2.) совместным деформированием наплавляемого металла и поверхностного слоя металла основы, нагретых в очаге деформации до пластического состояния короткими (0,02–0,04 с) импульсами тока 10–20 кА. В результате каждого из последовательных электромеханических циклов процесса на поверхности металла основы образуется единичная площадка наплавленного металла, перекрывающая соседние. Деформация наплавляемого металла за цикл составляет 40 – 60%. Наличие пластической деформации присадочного материала дает возможность повысить прочность сцепления покрытия с основой [7].
Электроконтактную наплавку применяют для ремонта металлических поверхностей и получения биметаллических изделий.

Рис. 2. Схема установки электроконтактной наплавки:
а – начальное состояние; б – конечное состояние; 1 – прерыватель тока; 2 – трансформатор; 3 – наплавляющий ролик, 4 – амортизатор; 5 – присадочная проволока; 5 – образец
Технологические варианты наплавки
Основная технологическая схема. Сплошной слой металла образуется по этой схеме путем наплавки спиралевидных перекрывающихся по ширине валиков металла (рис. 3.).
Наплавка производится одним наплавляющим роликом. Присадочная проволока додается в зону наплавки и фиксируется с помощью направляющей втулки, жестко закрепленной относительно ролика. Положение каждого витка спиралевидного валика, обеспечивающее перекрытие его с соседним, определяется только скоростью перемещения ролика относительно образующей вращающейся детали.

Рис. 3. Основная технологическая схема электроконтактной наплавки 1 – наплавляемая деталь, 2 – наплавленный металл; 3 – присадочная проволока, 4 – наплавляющий ролик; 5 – трансформатор, 6 – прерыватель тока
При наплавке очередного витка присадочная проволока вследствие деформации контактирует с ранее наплавленным валиком. Присадочная проволока и участок металла предыдущего витка нагреваются током наплавки и совместно деформируются, в результате чего происходит их соединение. Даже при дополнительной цепи тока наплавки, средняя плотность тока на единицу площади контакта присадочная проволока – деталь не снижается, а прочность соединения с металлом второго (и любого последующего) витка не меньше прочности соединения первого витка. Это объясняется тем, что суммарная длина контакта любого поперечного сечения единичной площадки второго витка с учетом контакта с предыдущим валиком не превосходит длины контакта того же сечения первого валика с поверхностью детали.
Основная технологическая схема наплавки проста, надежна и может считаться оптимальной для большой группы изделий.
При наплавке по рассматриваемой технологической схеме размеры внешнего контура изменяются соответственно перемещению наплавляющего ролика, поэтому значения тока в начале и в конце наплавляемого участка различны. В связи с этим изменяются в некоторых пределах прочность на отрыв, усталостная прочность, твердость наплавленного металла.
Недостатком схемы является повышенный местный износ ролика, при его зачистке после наплавки очередного участка удаляется часть поверхности ролика, не участвовавшая в работе, поэтому предпочтительнее последовательное использование всей контактной поверхности ролика.
Основная технологическая схема электроконтактной наплавки проста и надежна, недостатки ее не являются определяющими.
Двухзаходная технологическая схема. Сплошной слой металла образуется по этой схеме последовательной наплавкой двух спиралевидных валиков с увеличенным шагом (рис. 4.); на поверхности основного металла наплавляют спиралевидный валик с зазором между соседними витками. Второй спиралевидный валик наплавляют в зазор между витками первого спиралевидного валика.


Рис. 4. Двухзаходная схема наплавки:
а – наплавка валика первого захода, б – наплавка валика второго захода
Валик в зазоре между наплавленными витками наплавляют при силе тока несколько большей, чем сила тока наплавки первого валика, вследствие необходимости нагрева поверхностного слоя металла уже наплавленных соседних витков для соединения их с наплавленным валиком.
Двухзаходная схема наплавки не требует изменений установки, так же проста и надежна, как и основная технологическая схема.
Основное ее достоинство – возможность уменьшить тепловыделение наплавкой спиралевидного валика с увеличенным шагом. Кроме того, перед наплавкой второго валика деталь может быть охлаждена в требуемом режиме.•
Меньшее термическое влияние на основной металл при наплавке по двухзаходной технологической схеме сопровождается уменьшением производительности [7].
Двухточечная технологическая схема. /Клименко Ю. В. Авт. свид. № 407678. – «Открытия, изобретения, пром. образцы, товарные знаки», 1973, № 47, с. 37./
Принципиальные отличия ее – схема включения детали в цепь тока наплавки и последовательность наплавки единичных площадок.
Ток в зону наплавки подводится через два наплавляющих ролика, что позволяет исключить из внешнего контура контактный переход «патрон – металл основы» и уменьшить потери мощности. Особенность этой схемы также и в том, что первым наплавочным роликом наплавляется спиралевидный валик, в котором соседние единичные площадки не перекрываются, а вторым роликом проплавляются образовавшиеся пропуски (рис. 5.). Таким образом, одним импульсом тока наплавляются две диаметрально противоположные площадки металла.
Сплошной слой металла, как и при наплавке по первым двум схемам, образуется за счет перекрытия по ширине соседних витков спиралевидного валика, что обеспечивается соответствующей скоростью перемещения роликов относительно вращающейся детали.
Двухточечная технологическая схема позволяет повысить производительность наплавки на 70–80%.
Однако при наплавке по этой схеме тепловыделение происходит на небольшом участке металла основы. Поэтому двухточечную технологическую схему целесообразно применять для наплавки массивных деталей, к которым не предъявляется жестких требований по допустимому термическому влиянию, а вероятность температурной деформации мала [7].

Рис. 5. Двухточечная схема наплавки:
1 – прерыватель тока; 2 – трансформатор; 3 – кулачки патрона базового станка; 4 и 4' – наплавляющие ролики; 5 – наплавленный металл; 6–металл основы.
Схема электроконтактной наплавки в высаженную канавку (метод Б. М. Аскинази.). Одним из существенных недостатков всех способов наплавки является снижение усталостной прочности наплавленных деталей вследствие разупрочнения наплавленного металла в месте нахлеста спиралевидных валиков. В этой зоне происходит повторный отжиг при наложении очередного валика металла и снижение твердости металла. Здесь наблюдается наибольшее количество дефектов металлургического происхождения.

Рис. 6. Схема наплавки в высаженную канавку:
а – схема электромеханической высадки: б – схема электроконтактной наплавки; 1 – деталь; 2 –высаженная канавка; 3 – высаживающая пластина; 4 – прерыватель тока; 5 – наплавленный валик присадочного металла; 6 – наплавляющий ролик
Таким образом, при наплавке металла спиралевидными перекрывающимися валиками снижение усталостной прочности неизбежно.
Восстановление размеров изношенной детали (например, увеличение диаметра шейки вала) наплавкой без перекрытия валиков оказалось возможным в сочетании с другим способом восстановления – электромеханической высадкой.
Технология восстановления предусматривает предварительную электромеханическую высадку спиральной канавки на поверхности изношенной шейки вала (рис. 6,а) и последующую наплавку дополнительного металла в образовавшуюся канавку (рис. 6,б) электроконтактным способом. При этом валики присадочного металла разделяются высаженным металлом детали. Наплавлять металл в высаженную канавку целесообразно импульсами тока с модулированным фронтом, так как при наплавке прямоугольными импульсами тока (рис. 7,а) его значение в момент включения равно номинальному, а площадь контакта круглой присадочной проволоки со стенками канавки минимальна.
Затем участок присадочной проволоки, находящейся под наплавляющим роликом, деформируется, заполняя канавку. Соответственно деформации растет площадь контакта присадка – металл основы. Однако при этом значение тока остается постоянным, а следовательно, плотность тока уменьшается пропорционально площади контакта. По такому же закону распределяется и температура по площади контакта, что не обеспечивает одинаковых условий соединения металлов. Цель модуляции фронта импульса – обеспечить постоянную плотность тока в контакте деформирующейся присадочной проволоки со стенками высаженной канавки.
Время нарастания тока до номинального значения tМ (рис. 7,6) примерно равно времени деформации присадочной проволоки до заполнения всего сечения канавки.

Рис. 7. Схема нагрева и деформации присадочной проволоки прямоугольным импульсом тока (а) и импульсом тока с модулированным фронтом (б)
При наплавке высаженной канавки на образце из стали 45 диаметром 50 мм проволокой из стали 45 диаметром 1,8 мм оптимальным является следующий режим: сила тока наплавки 11 кА; давление на наплавляющий электрод 80 кгс; длительность импульса 0,06 с; длительность модуляции 0,04 с; длительность пауз между импульсами 0,24 с; число оборотов детали 9 об/мин. Прочность соединения наплавленного валика с основой в этом случае составляет 55–60 кгс/мм2. Технологическая схема электроконтактной наплавки в высаженную канавку обеспечивает технико-экономический эффект, выражающийся в увеличении срока службы восстановленных деталей, работающих в цикличном или знакопеременном режиме нагружения, ввиду незначительного снижения их усталостной прочности [7]. Наиболее слабое место в технологии ЭКН проволоки (рис. 8) – обеспечение удовлетворительного качества соединения боковых поверхностей проволок 1 между собой. Кроме того, в корневой части этого соединения в месте контакта проволок 1 с деталью 2 могут образовываться пустоты, служащие концентраторами напряжений и источниками коррозионного разрушения.
В зависимости от режимов наварки и используемых материалов процесс образования сварного соединения может происходить с расплавлением контактной зоны и образованием литого ядра или без расплавления. В связи с этим и получение сварного соединения может происходить как в жидкой, так и в твердой фазе.

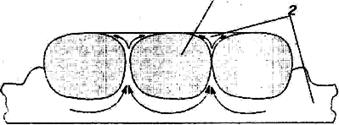
Рис. 9 Схема пластической деформации ЭКН по способу КПИ
Образование литого ядра обеспечивает надежное соединение однородных материалов с измельчением, растворением и перемешиванием поверхностных оксидов и загрязнений в образованной ванне, но связано с увеличением ЗТВ в металле основы. Поэтому более рациональной представляется схема наварки, предусматривающая получение сварного соединения в твердой фазе.
При наваривании проволоки на цилиндрическую деталь по спирали в месте контакта второго и последующих витков с ранее наваренными, вытесненный предыдущей проволокой металл основы становится препятствием для образования сварного соединения между боковыми поверхностями проволок.. Вытекшие с металлом основы поверхностные оксиды из зоны контакта проволоки и детали остаются между боковыми поверхностями проволок, что значительно снижает качество наваренного слоя. Одним из путей устранения этого недостатка является создание в зоне соединения (рис. 9) таких температурно-деформационных условий, при которых металл основы 2 вытеснялся бы между проволоками 1 на поверхность. Для решения этой проблемы на кафедре электросварочных установок НТУУ «КПИ» был предложен способ ЭКН проволоки и разработано оборудование для его осуществления [1]. Сущность данного способа заключается в одновременной подаче под электрод пакета из нескольких проволок (рис 9), расположенных на некотором расстоянии одна от другой, и приваривания их одним импульсом сварочного тока. При этом сохраняются температурно–деформационные условия системы деталь–присадка, а одновременная приварка нескольких проволок в ряд обеспечивает вытеснение пластичного металла детали между проволоками на их поверхность. Этот способ может рассматриваться как развитие известного способа наварки проволоки в высаженную канавку согласно методу Б. М. Аскинази. Однако способ КПИ предполагает совмещение по времени и энерговложению операций высаживания канавки и приварку проволоки.
Недостатками способа ЭКН сварочной проволокой является ограниченная износостойкость наносимого покрытия, так как не все материалы можно изготовить в виде сплошной проволоки или прутка. Дальнейшее увеличение износостойкости наносимого покрытия при одновременном сокращении расхода легирующих элементов возможно только при широком использовании композиционных порошковых материалов.
Наварка порошковых материалов. Использование свободных порошков позволяет готовить широкую гамму композиций различных технологических и эксплуатационных свойств, имея в наличии небольшую номенклатуру порошков матричных, технологических и упрочняющих материалов. Наварку производят сухими порошками со свободной их подачей под сварочные ролики.
Технологические варианты наплавки
При упрочнении плоских поверхностей длинномерных деталей основной технологической схемой является прокатка порошкового слоя роликовым электродом (рис. 10). Токоподвод может осуществляться либо непосредственно через деталь (рис. 10, а), либо с помощью дополнительного роликового электрода (рис. 10, б). По схеме рис. 10, а может происходить выброс ферромагнитного порошка из зоны припекания, в результате чего покрытие формируется с большим количеством пор, наплывами, а коэффициент использования порошка не превышает 0,8. Выброс порошка и снижение качества покрытия обусловлены влиянием электродинамических сил, возникающих в результате взаимодействия электрического тока, проходящего по детали, и его магнитного поля с током, проходящим через электрод и слой порошка, и его магнитным полем. При осуществлении процесса по схеме рис. 10, б такого явления не наблюдается.
Для уменьшения износа электрода, а также для устранения налипания порошковых материалов на контактную поверхность роликового электрода между последними и порошковым слоем целесообразно вводить технологическую медную или латунную ленту толщиной 0,1–0,2 мм (рис. 10, в). При нанесении твердосплавных металлических порошков, когда требуется приложение к слою значительных давлений (DР>О,7 МН/м), возможен токоподвод непосредственно через технологическую прокладку. Верхний ролик выполняется из жаропрочной стали.
Основная технологическая схема электроконтактного припекания порошка (ЭКПП) проста, надежна и может использоваться для большой группы деталей [6].
В настоящее время широко применяется ЭКПП предварительно сформированных покрытий. Порошок с помощью плазмы или газопламенного устройства напыляют на поверхность заготовки (рис. 10, г), после чего она подвергается воздействию давления с одновременным пропусканием электрического тока. Указанный способ позволяет эффективно упрочнять крупногабаритные детали, оплавление которых после напыления практически невозможно. Электроконтактное припекание предварительно напыленных покрытий дает возможность получать слои с высокими физико-механическими свойствами, которые существенно превосходят характеристики оплавленных покрытий.
Для упрочнения торцовых поверхностей применяются схемы с коническим электродом (рис. 10, д). Конусность электрода выбирается из условия предотвращения явления проскальзывания в контакте.
Особой разновидностью нанесения покрытий на плоские поверхности длинномерных деталей является использование в качестве электрода скошенного пуансона, совершающего циклическое возвратно-поступательное движение (рис. 10, е). Порошок, находящийся под скошенным пуансоном, в результате переменной по длине прессуемого участка толщины слоя спекается неодинаково. При последующем цикле прессования после перемещения пуансона на величину шага припекания происходит повторное спекание и доуплотнение предварительно спеченного участка за счет его нагрева и доуплотнения. Это позволяет повысить плотность нанесенного слоя. Для повышения производительности процесса можно применять два роликовых электрода, установленных в одной плоскости друг за другом и воздействующих на слой порошка с возрастающим давлением.
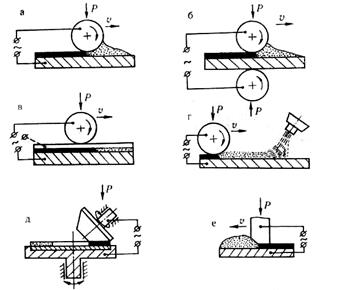
Рис. 10. Технологические схемы нанесения покрытий на плоские поверхности: а – с одним роликом; б – с двумя роликами; в – с использованием фольги или «нейтрального» ролика; г – с предварительным напылением; д. – с коническим роликом; е – с электродом–пуансоном.
Основные технологические схемы, используемые для нанесения покрытий на внутренние и внешние цилиндрические поверхности, представлены на рис. 11.
Для обеспечения стабильности физико-механических свойств припеченных износостойких слоев на цилиндрических и в ряде случаев на длинномерных плоских поверхностях необходима точная дозировка порошкового материала, поступающего в зону припекания в зависимости от величины тока припекания.
Применяющиеся в настоящее время дозирующие устройства для электроконтактной наплавки металлических порошков не позволяют решить поставленную задачу. Это связано с тем, что требуемый расход порошкового материала определяется сечением крана бункера и давлением порошка, масса которого изменяется в процессе упрочнения. Вследствие значительного удельного веса металлических порошков давление на слои, прилегающие к отверстию крана, в процессе наплавки существенно изменяется. Кроме того, требуемая величина толщины слоя порошка регулируется вручную, что приводит к ошибкам, снижающим качество металлопокрытия.

|

|
| Рис.11. Технологические схемы нанесения покрытий на цилиндрические детали. а – на наружные; б–на внутренние поверхности |
В ИНДМАШ АН БССР разработано специальное устройство, позволяющее обеспечить автоматическое регулирование поступающего в
зону припекания порошкового материала в зависимости от величины тока припекания. При переходе на новый режим устройство гарантирует стабильное поступление порошка при постоянном значении тока в начале (при заполненной емкости бункера) и в конце припекания (при опорожненном бункере). Такое устройство позволяет снизить до минимума непроизводительные потери порошкового материала при припекании.
В качестве основного дозирующего элемента устройство включает в себя дроссель, образованный двумя дугообразными пластинами, выполненными из токопроводящего материала, которые соединены с источником тока электродом и деталью. Внешние (контактирующие) поверхности пластин покрыты слоем изолирующего материала.
При включении источника тока через пластины электрод и деталь начинает протекать электрический ток Схема соединения пластин с источником тока выполнена таким образом, что через пластины электрический ток будет протекать в противоположных направлениях при этом его магнитные поля взаимодействуют создавая нормально направленные к поверхности пластин раздвигающие электромагнитные силы, которые, преодолевая усилие подпружиненных упоров, раздвигают пластины. В образовавшийся зазор начинает поступать порошок из дозирующего бункера в зону припекания.
Разработанное устройство существенно повышает эффективность процесса электроконтактного припекания, автоматически обеспечивая постоянное отношение количества порошка к величине тока припекания, т. е. стабильное качество припеченного порошкового слоя [6].
Особенностью наварки свободных порошков является низкая толщина наплавленного слоя. Ее оценивают половиной толщины слоя частиц порошков, располагающихся между сварочными роликами и наплавляемой поверхностью детали перед прохождением импульса тока. Экспериментально установлено (рис. 12, кривые 1 и 2), что свободные частицы порошкового материала (ПМ) при малом давлении сварочного ролика интенсивно выдавливаются из пространства между ним и деталью. При давлении значительно ниже рабочего диапазона в этом пространстве остается слой толщиной в шесть-семь хлопьевидных или двух-трех округлых частиц. При дальнейшем увеличении давления толщина слоя снижается весьма медленно, видимо, в результате деформации частиц [2].
ПМ при наварке нагревается по всей толщине слоя в силу множественности переходных сопротивлений внутри него, нагревается и смежный участок детали. ПМ спекаются в пористый слой и соединяются с поверхностью детали.

Рис. 12. Зависимость числа слоев частиц nпорошковых материалов от давления Р:1 – ППЛ (ПЖ-ЗС, толщина слоя 2,6 мм); 2 – порошок ПЖ-ЗС (4 мм); 3 – ППЛ (40% ПГ-СР2 и 60% ПГ-ФБХ6-2, 2,6 мм); 4 – порошок ПГ-СР2 (4 мм).
В зависимости от интервалов температур плавления различных ПМ, входящих в состав наплавляемой композиции, по отношению к температуре нагрева слоя частицы ПМ в результате наварки претерпевают неодинаковые изменения. Частицы относительно тугоплавких материалов остаются неизменными или дробятся, среднеплавких – пластически деформируются и спекаются, легкоплавких – расплавляются и заполняют поры между частицами, имеющими более высокие температуры плавления, весьма легкоплавких расплавляются, интенсивно окисляются, испаряются, сгорают.
Наплавленный слой практически всегда является гетерогенным, состоящим из тех же видов частиц, что и композиция ПМ, но объединенных в единое тело. Каждой из спекшихся частиц присущи свойства материалов, из которых они изготовлены, за исключением превратившихся в оксиды.
Широкие возможности для получения покрытий с заданными свойствами обеспечиваются при применении для наплавки порошково-полимерных материалов в виде лент или листов (ППЛ), представляющих собой пористое тело, частицы порошка в котором связаны эластичным полимером. Связывание частиц полимером позволяет снизить подвижность частиц под давлением и повысить толщину слоя частиц, располагающихся между сварочным роликом и деталью.
Наличие полимера вызывает изменения в технологии электроконтактной наплавки и оказывает влияние на свойства получаемых покрытий.
Влияние количества полимера и рабочего давления наплавки на электросопротивление было изучено С. Ф. Андроновым [3]на примере ППЛ, содержащих распыленный порошок железа ПЖ-3 с частицами размером до 0,8 мм.
В исходном состоянии, при отсутствии давления, объемное содержание порошка железа в ППЛ составляло 40–60% (плотность в пределах 2500–4500 кг/м3).
Присутствие полимерных оболочек и эластичных перемычек между частицами металла вызывает значительное повышение исходного удельного электросопротивления ППЛ по сравнению со свободным порошком. С ростом давления на ППЛ электросопротивление монотонно снижается и при давлении 50–60 МПа и содержании полимера до 9% практически не отличается от соответствующей величины для несвязанного порошка.
Наплавку ППЛ проводили шовным методом на внутреннюю поверхность чугунных деталей диаметром 106 мм. Наплавляемые ППЛ имели толщину 2,2–2,8 мм и содержали либо порошок железа (ППЛЖ), либо композиции порошковых материалов (ППЛК), состоящие из порошков железа, ферросплавов и самофлюсующихся сплавов. Длительность паузы между импульсами тока составляла 0,08 с. Остальные параметры режимов наплавки приведены в таблице 1.
Таблица 1. Режимы наплавки
| № режима | Удельный сварочный ток jН, кА/мм2 | Длительность импульса tИ, с | Давление Р, МПа | Скорость наплавки VН, м/мин | Размер частицы порошка, мм | Плотность ППЛ, кг/м3 | Содержание полимера,% |
| 0.8 0.8 0.8 0.5–1.0 0.8 0.8 0.8 | 0.12 0.12 0.12 0.12 0.04–0.20 0.12 0.12 | 20–60 | 1.0–2.5 | <0.16 0.08–0.72 <0.16 <0.16 <0.16 0.16–0.40 0.08–0.72 | 2500–4500 | 4–12 |
Формирование наплавленного слоя при электроконтактной наплавке ППЛ происходит в соответствии с законами порошковой металлургии. При наплавке ППЛК на режиме 1 увеличение давления приводит к монотонному снижению пористости наплавленного слоя. Это объясняется тем, что при малом давлении ролика деформация ППЛ затруднена (см. рис. 11, кривые 3 и 4). Это обусловлено наличием несущей способности полимерных мостиков, соединяющих частицы порошков. При увеличении давления до 12 – 15 МПа несущая способность снижается, так как начинается процесс деформации, и разрушения наиболее нагруженной части этих мостиков, который практически заканчивается при 33 – 50 МПа с ликвидацией воздушных пор, т. е. пористость наплавленного слоя уменьшается. В результате между роликом и деталью остается слой в четыре–восемь частиц. ППЛ, содержащие хлопьевидные частицы (порошок ПЖ-ЗС), деформируются значительно меньше, чем содержащие округлые частицы (ПГ–СР2 и ПГ-ФБХ6-2). Устойчивость под давлением толстых слоев ППЛ с хлопьевидными частицами весьма высока по причине неправильности формы этих частиц и высокой шероховатости их поверхности.
Использование ППЛ вместо несвязанных ПМ позволяет увеличить толщину слоя, заключенного между сварочным роликом и деталью, в условиях приложения рабочего давления (50 – 75 МПа) для хлопьевидных частиц в 1,1 – 1,5 раза, а для округлых частиц – в 2 – 3 раза. Таким образом, при наличии между частицами порошковых материалов упругого эластичного полимера, прочно соединенного с ними, значительно повышается устойчивость этих частиц к относительному перемещению при сжатии. ППЛ всех исследованных составов и толщин под давлением роликов не разрушаются на отдельные фрагменты, а остаются единым телом.
Увеличению пористости наплавленного слоя способствует рост средних размеров частиц ППЛЖ (режим 2), а так же изменение скорости наплавки ППЛК (режим 3).
Все сказанное о нагреве ПМ при наплавке относится к ППЛ, однако, при этом надо учитывать ряд особенностей. Во время наварки ППЛ нагревается и вокруг наплавляемого участка, полимер в этой зоне подвергается термической деструкции, частицы порошковых материалов оказываются свободными от полимерных связей и уносятся охлаждающей водой. Эти потери составляют 10–15% от массы ППЛ. Кроме того, масса наплавленного слоя меньше массы наплавленной ППЛ на величину, равную массе полимера.
При наварке полимер частично сгорает и образует газы и дым, которые необходимо удалять при помощи, приточно-вытяжной вентиляции. Другая часть полимера выдавливается из зоны сварки в виде кашеобразной массы.
Выделение газов при наварке в некоторых условиях приводит к повышению пористости наплавленного слоя.
Наварка ПМ и ППЛ позволяет получать покрытия различной пористости от 1 до 28%. Поры в покрытиях распределяются неравномерно: наименьшая пористость наблюдается в зонах наибольшего нагрева.
С ростом удельного сварочного тока наблюдается интенсивный рост пористости наплавленного слоя. Аналогичный процесс наблюдается и при наплавке ППЛК (см. таблицу 1, режим 5) с варьируемой длительностью импульса. Таким образом, рост интенсивности и уровня теплового воздействия на ППЛ ведет к увеличению пористости наплавленного слоя. Это явление обусловлено повышением давления газов и наплавляемом слое при увеличении интенсивности тепловыделения. Вместе с тем с повышением содержания полимера от 4 до 8% газовыделение способствует увеличению подвижности частиц порошковых материалов и обеспечивает их более плотную упаковку при наплавке, при этом газы выходят через поры в атмосферу. При более высоком содержании полимера количество выделяющихся газов таково, что они не успевают выходить из наплавляемого слоя и препятствуют замыканию пор.
Усадку (процентное отношение изменения толщины ППЛ после наплавки к исходной толщине) определяли при наплавке ППЛЖ и ППЛК на режиме 7 (см таблицу 1). Установлено, что при изменении плотности ППЛЖ и ППЛК от 2500 до 4500 кг/м3 усадка уменьшается от 59 до 49%, при изменении средних размеров частиц порошка от 0,08 до 0,72 мм усадка увеличивается от 53 до 57%. При плотности ППЛЖ 3500 кг/м3 и размерах частиц порошка 0–0,16 мм изменение содержания полимера от 4 до 12% приводит к увеличению усадки от 53 до 60%, что связано с ростом объема выгорающего полимера. После прохождения через один и тот же участок ППЛ второго и третьего импульсов тока усадка составляет 1–4%.
Эксперименты по определению прочности на срез наплавленного слоя и основного металла показали, что после наплавки с наименьшими значениями давления, удельного тока и длительности импульсов разрушение происходит по поверхности соединения детали и наплавленного слоя, а после наплавки на всех остальных режимах наплавленный слой отделялся с вырывом материала детали.
Металл ЗТВ частично отбеливается и частично закаливается. По мере роста уровня термического воздействия на деталь толщина упрочненного слоя чугуна увеличивается. Разрушение при испытаниях происходило по границе упрочненной зоны. С увеличением сварочного тока от 0,50 до 0,85 кА/мм2 прочность соединения возрастает с 35 до 220 МПа. Дальнейший рост тока приводит к некоторому снижению прочности соединения в связи с тем, что в данных условиях охлаждения при увеличении тепловложения не обеспечивается требуемая для закалки скорость охлаждения.
При наплавке ППЛЖ на режиме 1 (см таблицу 1) увеличение толщины ППЛ от 1,0 до 5,5 мм приводит к росту прочности соединения от 120 до 240 МПа, а при удельной величине сварочного тока 1 кА/мм2 соответственно от 2,2 до
5,5 мм и от 170 до 240 МПа. Рост размеров частиц порошка в ППЛЖ от 0,08 до 0,72 мм ведет к снижению прочности соединения от 240 до 180–190 МПа. Увеличение содержания полимера в ППЛ также снижает прочность соединения.
ППЛ при подготовке и подаче под наварку требует осторожного обращения, так как при изгибе до радиуса кривизны < 10 мм и растяжении со средним напряжением sр = 1–3 МПа она растрескивается и разрушается. Вместе с тем, ППЛ легко режется ножом, может содержать любую композицию ПМ и при этом может быть изготовлена с использованием комплекта простых приспособлений.
Серьезной проблемой при наварке ПМ и ППЛ является низкая надежность работы узлов сварочных роликов, подвижные части которых заклинивают на осях от попадания в зазор между ними частиц порошковых материало