Для резки движущегося непрерывнолитого слитка на мерные длины и обрези головной и донной части применяют передвижные машины газовой резки, ножницы и машины импульсной резки.
Наибольшее применение получили машины газовой резки, обладающие простой конструкцией, небольшой металлоёмкостью и возможностью быстрой замены вышедших из строя узлов. Однако они имеют существенный недостаток - значительные потери металла в шлам при резке (1-2%) и большой расход ацетилена и кислорода.
Ножницы не имеют этих недостатков и бывают двух типов – качающиеся гидравлические и машины импульсного (ударного) действия.
Первый тип применяется для резки слябов и сортовых заготовок, второй для резки мелкого сорта. Иногда применяют другие способы резки: сверхзвуковая газовая резка, плазменная резка, пилы горячей резки, горячая абразивная резка.
Ножницы маятникового типа имеют более сложную конструкцию, но основное их преимущество – безотходное резание металла.
Конструкция передвижной машины газовой резки слитков, применяемой на МНЛЗ Новолипецкого металлургического комбината, показана на рисунке 3.56.
В состав машины входят: 1 – резаки; 2 – держатель; 3 – суппорты; 4 – механизм вертикального перемещения резаков и канатного механизма ускоренного возврата машины в исходное положение; 5 – рамка с четырьмя неприводными ходовыми колёсами; 6 – две каретки с захватами; 7 – канатный барабан; 8 – тормоз; 9 – упорные ролики, предупреждающие горизонтальное смещение машины; 10 – рельсы; 11 – пневматические цилиндры; 12 – две каретки с захватами.
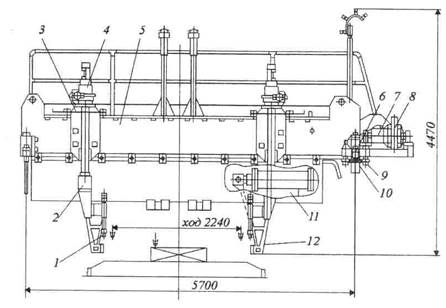
Рисунок 3.56 — Машина газовой резки МНЛЗ НЛМК
На сортовых МНЛЗ широко используются гидравлические ножницы (рис. 3.57)
|
|
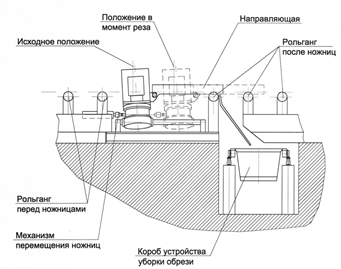
Рисунок 3.57 — Гидравлические ножницы
Использование ножниц с гидравлическим приводом с нижним резом в направлении под углом 45° к вертикали (по диагонали сечения заготовки) исключает уширение заготовки вблизи торца. Так как порезка осуществля-
ется на ходу, применяют ножницы на подвижной каретке. При порезке заготовки на гидравлических ножницах учитываются следующие требования:
— получение торца заготовки, пригодного для нанесения клейма;
— исключение уширения заготовки вблизи реза;
— обеспечение требуемой точности мерного реза;
— исключение возникновения усилий на заготовку в осевом направлении;
— исключение опасности пожара;
— обеспечение уборки обрези от зоны реза.
Порезка заготовок на мерные длины чаще осуществляется в автоматическом режиме. Предусмотрена также возможность ручного режима задания команды на выполнение реза НЛЗ.
Для сбора и удаления головной и донной обрези заготовок используются специальные короба, установленные на тележках, которые перемещаются под ножницами.
За ножницами располагается рольганг который предназначен для:
— приема заготовок после порезки на ножницах и передачи их на рольганг перед холодильником;
— перемещения затравок при их заведении в период подготовки МНЛЗ и вывода в начале разливки стали.
Между ТПМ и ножницами на многих сортовых машинах располагается рольганг предназначенный для:
— приема заготовки после тянуще - правильной машины и пере-
дачи к ножницам;
— приема затравки с рольганга за ножницами и передачи ее в ТПМ и на радиальную часть;
|
|
— приема затравки с радиальной части и от ТПМ и передачи на рольганг за ножницами.
Рольганг разделен на секции, ролик каждой секции может быть общим для нескольких ручьев.
Участок уборки обычно состоит из транспортных рольгангов, опускающихся и стационарных упоров, устройства подъема непрерывнолитой заготовки на разгрузочный стеллаж, сталкивателя, клеймителя, холодильника и устройства взвешивания и увязки пакета заготовок. Участок уборки готовой продукции должен отвечать следующим требованиям:
— уборка заготовок, требуемой длины;
— исключение возникновения искривления заготовок;
— позиционирование с требуемой точностью и удержание заготовок при клеймении;
— снижение температуры заготовок до температуры, допускающей уборку магнитными кранами;
— возможность отбора и маркировки темплетов.
На складе заготовок предусмотрены площади для размещения штабелей заготовок, а также крановое оборудование для погрузки заготовок в вагоны.
Маркировку заготовок производят на торце заготовок методом клеймения. Размеры символов зависят от размера сечения, качества торца и количества символов. Содержание клейма: номер плавки, номер ручья, порядковый номер заготовки. При разливке «плавка на плавку» отдельно помечаются переходные заготовки. При разливке высококачественных марок стали предусматривается отбор и маркировка темплетов в потоке агрегата. Для этой цели предусмотрена специальная газорезка. Система управления маркировочной машины является зависимой от АСУ МНЛЗ.