Практическая работа № 6
Изучение технологической последовательности сборки-сварки рамных конструкций.
Продолжительность занятия – 2 час
Цель работы – Формирование способности и готовности использовать теоретические знания для описания технологической последовательности сборки- сварки рамных конструкций.
Задачи: изучить типовые операции заготовительного производства
Материалы, оборудование, программное обеспечение: листы формата А4 или тетрадь, ручки и карандаши, линейки
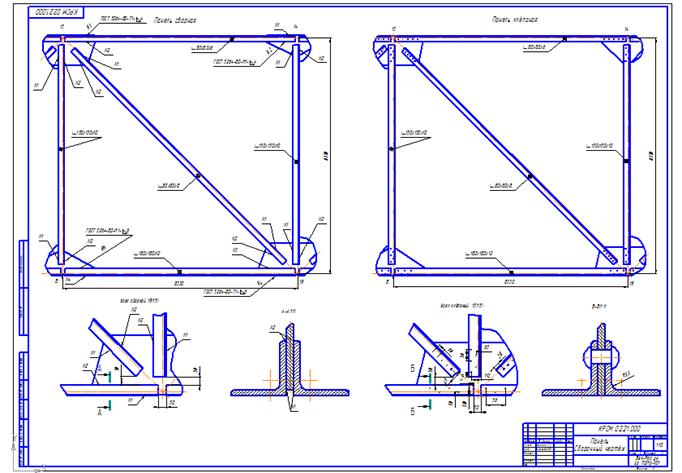
Задание А.6.1 Перечислить требования предъявляемые к рамным конструкциям:
Задание Б.6.2. Прочитать чертеж. Составить технологическую карту.Подобрать метод сварки.
Задание В. 6.3. Дать краткую характеристику основным режимам сварки: выбор силы сварочного тока, выбор диаметра электродов?
Назвать источник питания сварочной связи, расположенный в сварочной мастерской?
Оформить отчет и сдать в срок
Критерии оценки
· 5 ( отлично ) ставится за верное определение направления нитей основы и утка заданных образцов.
· 4 ( хорошо ) ставится за одно неверное определение нитей основы и утка
· 3 ( удовлетворительно ) ставится за два неверных определения нитей основы и утка
· 2 ( неудовлетворительно ) ставится за три и более неверно определенных направлений нитей основы и утка.
Литература:
1. Виноградов В.С. Электрическая дуговая сварка. - М.:A, 2017.
2.Маслов В. И. Сварочные работы. – М.: ИРПО; Изд. Центр "Академия", 2017
3.ГалушкинаВ.Н. Технология производства сварных конструкций.(Стр. 165,166;101-104)
3.Рабочая тетрадь по дисциплине.
4.Тетрадь для практических и лабораторных заданий.
Оценка выполнения задания
| А | Б | В | ||
| (удовл) | (хор) | (отл) | ||
| А+Б | А+Б+В |
Практическое занятие № 7
Изучение технологической последова-
тельности сборки-сварки емкостей, резервуаров и сварных сосудов, работающих под давлением
Продолжительность занятия – 2 час
Цель работы – Формирование способности и готовности использовать теоретические знания для описания технологической последовательности сборки- сварки емкостей, резервуаров и сварных сосудов, работающих под давлением.
Задачи: изучить типовые операции заготовительного производства
Материалы, оборудование, программное обеспечение: листы формата А4 или тетрадь, ручки и карандаши, линейки
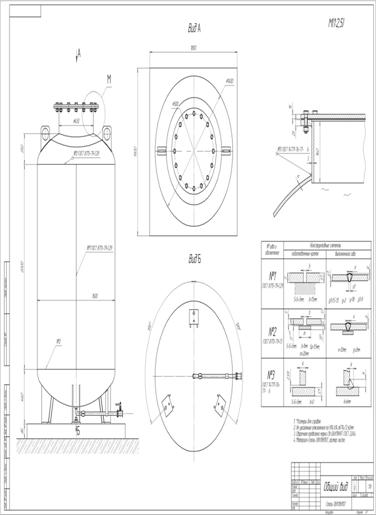
Задание А.7.1 Перечислить виды и назначение сосудов. Описать методику сборкирезервуаров и сварных сосудов, работающих под давлением.
Задание Б.7.2. Перечислить сварочные дефекты, которые встречаются присборки-сварки емкостей, резервуаров и сварных сосудов, работающих под давлением
Задание В. 7.3. Прочитать чертеж.
Оформить отчет и сдать в срок
Литература:
1. Виноградов В.С. Электрическая дуговая сварка. - М.:A, 2017.
2.Маслов В. И. Сварочные работы. – М.: ИРПО; Изд. Центр "Академия", 2017
3.ГалушкинаВ.Н. Технология производства сварных конструкций.(Стр. 176-179; 149-150;)
3.Рабочая тетрадь по дисциплине.
4.Тетрадь для практических и лабораторных заданий.
Оценка выполнения задания
| А | Б | В | ||
| (удовл) | (хор) | (отл) | ||
| А+Б | А+Б+В |
Практическое занятие № 8
Изучение технологической последовательности сборки-сварки решётчатых конструкций
Продолжительность занятия – 2 час
Цель работы – Формирование способности и готовности использовать теоретические знания для описания технологической последовательности сборки- сварки решётчатых конструкций.
Задачи: изучить типовые операции заготовительного производства
Материалы, оборудование, программное обеспечение: листы формата А4 или тетрадь, ручки и карандаши, линейки.
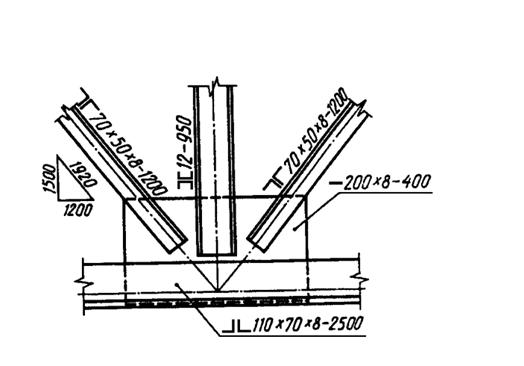
Все решетчатые конструкции несмотря на многообразие их конструктивного исполнения можно разделить на плоские (строительные фермы, стойки и арматурные сетки) и пространственные (колонны, мачты, каркасы и т.п.)
Задание А.8.1. Опишите типы поперечных сечений пространственных решетчатых конструкций.
Задание Б.8.2. Опишите типы соединений сварных колонн.
Задание В.8.3. прочитать чертеж
Оформить отчет и сдать в срок
Критерии оценки
· 5 ( отлично ) ставится за верное определение направления нитей основы и утка заданных образцов.
· 4 ( хорошо ) ставится за одно неверное определение нитей основы и утка
· 3 ( удовлетворительно ) ставится за два неверных определения нитей основы и утка
· 2 ( неудовлетворительно ) ставится за три и более неверно определенных направлений нитей основы и утка.
Литература:
1. Виноградов В.С. Электрическая дуговая сварка. - М.:A, 2017.
2.Маслов В. И. Сварочные работы. – М.: ИРПО; Изд. Центр "Академия", 2017
3.ГалушкинаВ.Н. Технология производства сварных конструкций.(Стр. 169,170;)
3.Рабочая тетрадь по дисциплине.
4.Тетрадь для практических и лабораторных заданий.
Оценка выполнения задания
| А | Б | В | ||
| (удовл) | (хор) | (отл) | ||
| А+Б | А+Б+В |
Практическое занятие № 9
Изучение порядка сварки и наложения
слоёв шва при сварке труб различного диаметров в различных пространственных положениях
Продолжительность занятия – 2 час
Цель работы – Формирование способности и готовности использовать теоретические знания для описания технологической последовательности сборки- сварки наложения
слоёв шва при сварке труб различного диаметров в различных
Задачи: изучить типовые операции заготовительного производства
Материалы, оборудование, программное обеспечение: листы формата А4 или тетрадь, ручки и карандаши, линейки
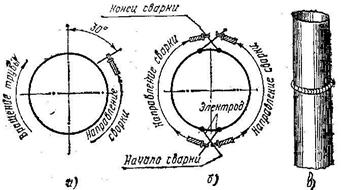
Сварка трубных конструкций дуговой сваркой.
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
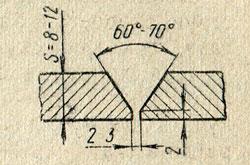
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60-70°, а величина притупления - 2-2,5 мм. Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15-20 мм очищают от масла, окалины, ржавчины и грязи.