Токарные резцы
Точение является основным способом обработки поверхностей тел вращения.
Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение) и перемещении резца (движение подачи).
Движение подачи осуществляется:
параллельно оси вращения заготовки (продольная);
перпендикулярно оси вращения заготовки (поперечная);
под углом к оси вращения заготовки (наклонная).
Схемы обработки поверхностей заготовки точением представлены на рис. 19.2.
С помощью точения выполняют операции: обтачивание – обработку наружных поверхностей (рис19.2.а); растачивание – обработку внутренних поверхностей (рис.19.2.б); подрезание – обработку торцевых поверхностей (рис.19.2.в); резку – разрезание заготовки на части (рис.19.2.г); резьбонарезание – нарезание резьбы (рис.19.2.д).
По технологическим возможностям точение условно подразделяют на: черновое, получистовое, чистовое, тонкое.
Рис. 19.2. Схемы обработки поверхностей заготовки точением
В качестве режущего инструмента при точении используют резцы.
Главным принципом классификации резцов является их технологическое назначение.
Различают резцы:
проходные – для обтачивания наружных цилиндрических и конических поверхностей;
расточные – проходные и упорные – для растачивания глухих и сквозных отверстий;
отрезные – для отрезания заготовок;
резьбовые – для нарезания наружных и внутренних резьб;
фасонные – для обработки фасонных поверхностей;
прорезные – для протачивания кольцевых канавок;
галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу.
По характеру обработки – черновые, получистовые, чистовые.
По направлению движения подачи – правые и левые (справа на лево и слева на право).
По конструкции – целые, с приваренной или припаянной пластиной, со сменными пластинами.
Установка к закреплению заготовки зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (), точности обработки и других факторов.
Основные типы токарных резцов изображены на рис. 14. Для обточки наружных поверхностей вращения, т. е. цилиндрических валиков, конических поверхностей большой длины и им подобных деталей, применяют.проходные резцы. Проходные резцы бывают прямые (рис. 14, а) и отогнутые (рис. 14, б). Отогнутые резцы получили широкое применение из-за их универсальности, большей жесткости, возможности вести обработку в менее доступных местах.
Отогнутыми резцами можно работать при продольной и поперечной подачах и вести обточку поверху, подрезку торцов, снятие фасок. Проходные резцы могут быть черновые и чистовые. Чистовые резцы имеют больший радиус закругления, что обеспечивает получение более чистой обработанной поверхности. Если необходимо получить особенно чистую и гладкую поверхность, применяют широкие лопаточные резцы. Эти резцы работают с большой подачей. Однако при значительной длине контакта режущей кромки с заготовкой они склонны к вибрациям, дрожанию.
Проходные упорные резцы (рис. 14, в) имеют угол в плане ф = 90° и применяются при обточке ступенчатых валиков и подрезке буртиков, а также при точении нежестких деталей.
Подрезные резцы предназначаются для обточки плоскостей, перпендикулярных оси вращения, подрезки торцов на проход (рис. 14, г). Эти резцы работают с поперечной подачей. Расточные резцы служат для обработки отверстий (рис. 14, д, е). Они работают в менее благоприятных условиях, чем проходные резцы для наружной обточки. Расточные резцы должны иметь меньшие поперечные размеры, чем обрабатываемое отверстие. Они получаются длинными. Вылет резца должен быть больше длины растачиваемого отверстия. В силу малой жесткости расточные резцы склонны к вибрациям, что не дает возможности снимать стружку большого сечения.
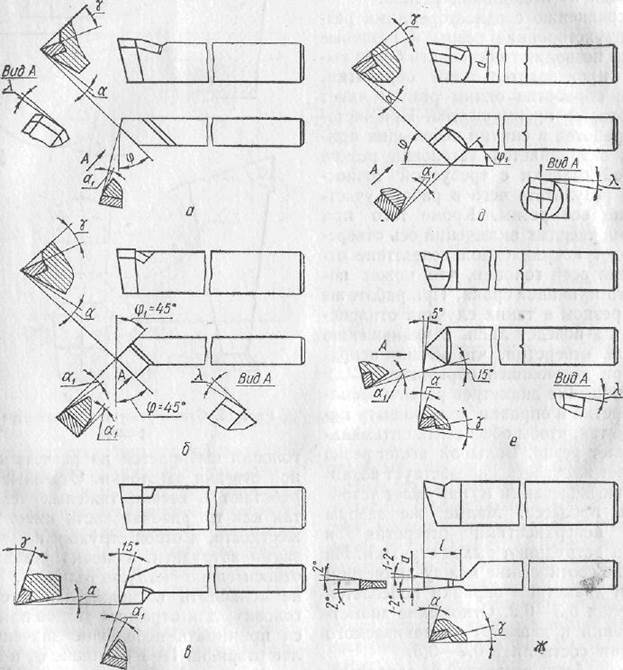
Рис. 14. Токарные резцы
При расточке длинных отверстий и отверстий большого диаметра широко применяют державки (оправки) со вставными резцами круглого или квадратного сечения малых размеров. Пользуясь державками, расточку отверстия можно производить при помощи одностороннего резца с одной режущей частью, двухстороннего резца, имеющего режущие части с обоих торцов, резцовой головки, состоящей из нескольких резцов.
По сравнению с односторонними резцами двухсторонние резцы и резцовые головки позволяют обеспечить более высокую производительность обработки. Однако обработка одним резцом имеет и некоторые преимущества. При чистовой обработке и снятии небольших припусков затрудняется установка резцов резцовой головки с требуемой точностью, в результате чего в работе участвуют не все резцы. Кроме того при срезании твердых включений ось отверстия будет искривленной вследствие отклонения всей головки, что может послужить причиной брака. При работе же одним резцом в таких случаях отклонение резца поведет лишь к уменьшению размеров отверстия, что можно исправить при дальнейшей обработке.
Соотношение диаметров растачиваемого отверстия и оправки должно быть подобрано так, чтобы обеспечить оптимальный вылет резца. Большой вылет резца понижает жесткость, способствует возникновению колебаний и нарушает устойчивость процесса. Малые же зазоры между поверхностями отверстия и оправки затрудняют выход стружки. На практике соотношение между диаметром резца и диаметром оправки колеблется в пределах 0,3—0,2. Отношение диаметра оправки к диаметру растачиваемого отверстия составляет 0,8—0,5.
При обработке отверстий на токарных, револьверных, расточных станках пользуются державками со вставными резцами.
Отрезные резцы служат для отрезания материала от прутков сравнительно небольшого диаметра (рис. 14, ж). Они выполняются с оттянутой головкой, т. е. ширина головки выполняется меньше ширины тела резца. Длина оттянутой головки выбирается из расчета свободной отрезки заготовки. Отрезные резцы работают в весьма тяжелых условиях, так как их рабочая часть имеет малую жесткость, а отвод стружки из зоны резания затруднен. Головка резца имеет относительно малую толщину. Чтобы не ослаблять в значительной степени головку, для отрезных резцов приходится принимать небольшие значения углов (порядка 1—3°) в плане ф1 и задних углов АЛЬФА1 на вспомогательных боковых режущих кромках. Это приводит к возрастанию трения, особенно при неточной установке резца или его некачественной заточке. Поэтому при работе отрезными резцами, оснащенными твердым сплавом, часто происходят выкрашивания и сколы режущей части, а также отрывы пластинки от державки резца.
Расчет и табличное определение режимов резания при токарной обработке
Оптимальным режущим режимом резания называется такая совокупность всех его элементов (глубины, подачи и скорости резания), которая обеспечивает наибольшую производительность при наименьшей стоимости обработки.
Выбор, назначение или расчет режима резания ведется поэлементно в порядке влияния каждого из них на стойкость режущего инструмента: сначала назначается глубина резания, затем подача и после этого рассчитывается скорость резания с учетом принятых величин глубины и подачи.
Скорость резания рассчитывается по эмпирическим формулам. Все формулы составлены на основе закона T – V и принципиально одинаковы, но для каждого вида обработки резанием имеют свой внешний вид и учитывают различное число факторов, наиболее характерных для данного вида обработки. Конкретные условия резания учитываются одним общим коэффициентом Kv, который представляет собой произведение целого ряда частных поправочных коэффициентов. Важнейшими из них являются:
KМ – коэффициент, учитывающий свойства обрабатываемого материала;
KИ – коэффициент, учитывающий свойства инструментального материала;
KП – коэффициент, учитывающий состояние обрабатываемой поверхности;
Численная величина указанных и других коэффициентов выбирается или рассчитывается по данным справочной литературы.
После расчета режима резания определяется основное технологическое время. Основным технологическим временем называется время, которое затрачивается непосредственно на обработку какой-то поверхности, время — в течение которого режущий инструмент механически перемещается со скоростью подачи.
Главным движением при точении является вращательное движение детали. Движение подачи придается режущему инструменту. Прямолинейное движение подачи может быть направлено вдоль или поперек оси вращения изделия, соответственно и подача называется продольной или поперечной.
Точение осуществляется на токарных станках. Характерным признаком его является непрерывность резания.
Методом точения можно выполнять следующие виды работ: обтачивание наружных и растачивание внутренних поверхностей, подрезание торцовой поверхности, фасонное точение фасонным резцом и копировальное точение по копиру.
В качестве режущего инструмента при точении используются резцы, конструкция, размеры и форма которых соответствуют выполняемой операции. Так, например растачивание производится расточными резцами, отрезка прутков или готовых деталей – отрезными и так далее.

Рис. 13.1 Геометрические параметры а) расточного и б) отрезного резцов.
Независимо от вида резца его режущей части присущи все элементы режущего лезвия, рассмотренные ранее.
Расчет режима резания производится поэлементно в указанной выше последовательности. Глубина резания t назначается максимально возможной по условиям выполняемой операции. При черновой обработке она принимается равной припуску, при получистовой (Rz = 6 – 3 мкм): t = 0,5 – 2,0 мм; при чистовой (Rz = 1 – 3 мкм): t = 0,1 – 0,5 мм.
Подача s выбирается по таблицам справочной литературы в зависимости от требуемой чистоты обработанной поверхности, размера обрабатываемой детали и принятой величины глубины резания.
Скорость резания рассчитывается по эмпирической формуле:
 , м/мин.
, м/мин.
Значение стойкости режущего инструмента T принимается для одноинструментальной обработки 30 – 60 минут, при многоинструментальной обработке и многостаночном обслуживание величина стойкости инструмента корректируется в сторону ее увеличения путем применения коэффициентов изменения стойкости.
После расчета режима резания производится расчет составляющих силы резания по формулам:

где K p – общий поправочный коэффициент,
Мощность резания рассчитывается по формуле:
 , кВт.
, кВт.
При одновременной работе нескольких инструментов мощность резания рассчитывают как суммарную.
После расчета мощности производится выбор станка, на котором будет выполнятся проектируемая операция. Если выбранный станок имеет ступенчатое регулирование скорости главного движения, производится корректировка режима резания по станку.

где n p – расчетная частота вращения шпинделя, nст – частота вращения шпинделя, принятая по станку, vд – действительная скорость резания.
При корректировке режима резания частота вращения шпинделя (число его оборотов) принимается, как правило, ближайшей меньшей по сравнению с расчетной. Ближайшее большее число оборотов можно принимать лишь том случае, если действительная скорость резания увеличивается по сравнению с расчетной не более чем на 3%.
После расчета режима резания проводится расчет основного технологического времени. Основное технологическое время находится путем деления длинны пути прохода инструмента на скорость подачи. Общий путь прохода инструмента при точении складывается из длинны обрабатываемой поверхности, величины пути врезания резца и величины перебега его.
Рис. 13.2 Схема расчета основного технологического времени при точении.
Основное технологическое время t 0 рассчитывается по формуле:
 ,
,
где: L – длина прохода резца, мм,
n – частота вращения шпинделя, об/мин,
s – подача, мм/об;

l o – длинна обрабатываемой поверхности,
l1 – величина врезания,  ,
,
l2 – величина перебега инструмента, назначается в зависимости от размера обрабатываемой детали.


